Изобретение относится к технологии термической резки металлопроката и может быть использовано в раскройно-заготови- тельном производстве для вырезки проката с помощью лазерных плазменных и кислородных машин.
Известен способ термической резки, при котором устройство для удаления грата выполнено в виде воздушной форсунки, расположенной на ходовом винте.
Этот способ не обеспечивает качества реза, так как жидкий грат разбрызгивается случайным образом, а воздушной форсунке необходим управляемый привод для ее перемещения по одной из координат.
Наиболее близким к предложенному является способ термической резки, при котором удаление грата осуществляют соплом, снабженным обогревателем и теплообменником.
В этом случае грат удаляется посредством кинетической энергии нагретой струи газа.
Недостатком этого способа резки является безвозвратная потеря сжатого воздуха
и газа и необходимость дополнительного оборудования - обогревателя, теплообменника, резистора, что ведет к удорожанию способа.
Для соблюдения условия удаления грата сопло необходимо поворачивать относительно направления движения резака с помощью специального механизма. Управление движением сопла должно проходить по двум координатам в зависимости от движения резки. Работа такого механизма будет крайне ненадежной из-за работы в зоне высокой температуры.
Целью изобретения является улучшение качества реза путем деформирования струи при выходе ее из зоны реза.
Сущность изобретения заключается в том, что время термической резки листового проката с помощью сжатых потоков газа удаляют шлак, при этом с обратной стороны реза устанавливают соосно горелке сопло из термостойкого, не смачиваемого расплавленным металлом материала, геометрически являющееся продолжением канала реза.
XI СА) 00
ел
00 00
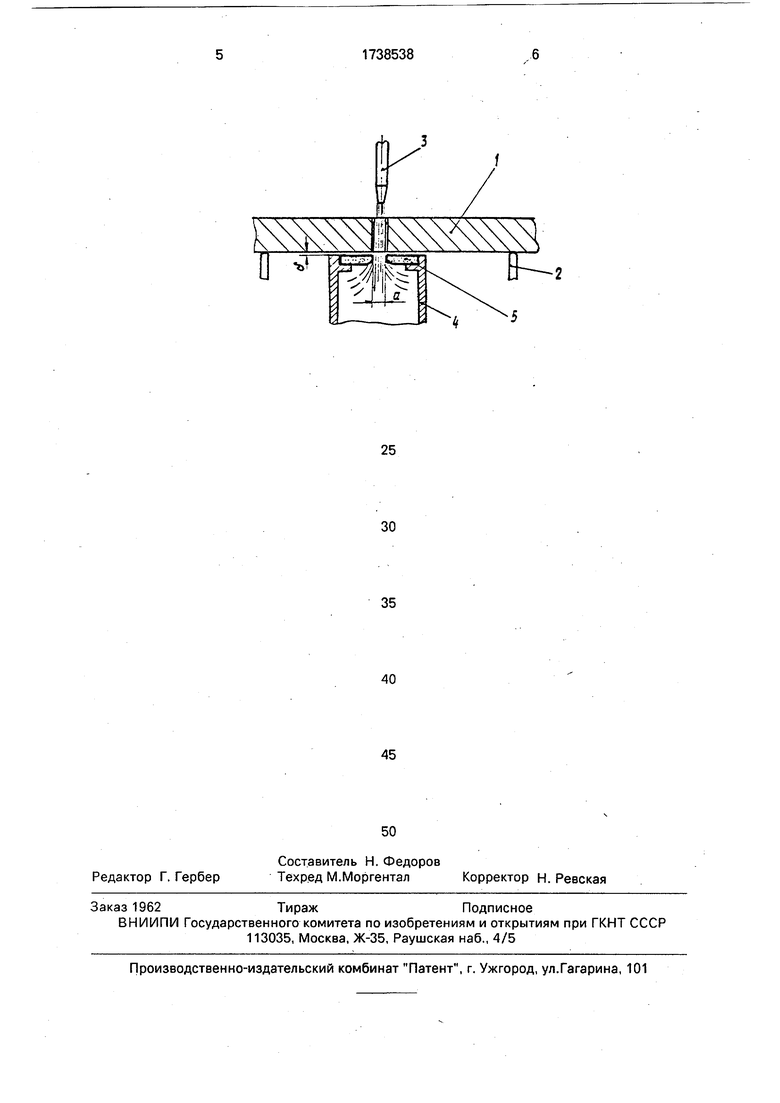
При выходе струи расплава из разрезаемого листа она имеет форму свободной струи7подчиненной закономерностям аэродинамики. Это ведет к образованию грата на нижних кромках листа. Для предотвращения образования грата струя расплава сразу за нижней кромкой листа формируется в пучок с помощью сопла из термостойкого не смачиваемого расплавленным металлом материала.
Геометрия щелевого или круглого канала в сопле продолжает канал реза а, образуя зону, в которой происходит формирование струи расплава в пучок, что и препятствует разбрызгиванию расплава срезу на выходе из реза.
Сопло под листом установлено без или с минимальным зазором д , в который по теории движения жидкости (какой является расплав) и явления смачивания не происходит затекание шлака.
На чертеже изображена схема исполнения способа.
Лист 1 опирается на подвижные опоры 2, которые опускаются с помощью кулачкового механизма (не показаны) по мере приближения резака 3 со щелевой коробкой 4. Щелевая коробка 4 крепится на портале газорезательной машины (не показана), по которому перемещается резак 3. В щелевой коробке 4 крепится щелевое или круглое сопло 5 из термостойкого не смачиваемого материала, например из карбида кремния. Сечение в сопле 5 равно ширине реза резака а, при этом щелевая коробка 4 закреплена на портале газорезательной машины таким образом, что ось сопла 5 совпадает с осью резака 3 газорезательной машины.
При перемещении резака щелевая коробка 4 с соплом 5 перемещается синхронно с ним. В зоне реза над щелью металл расплавляется и выдувается рабочей режущей струей через сопло щелевой или круглой формы, не оставляя грата на кромках реза.
Пример. Термическую резку производят на производственных участках раскроя листового проката.
В качестве образцов взяты куски листового проката толщиной 8, 16, 20 мм из конструкционной стали (Ст. 20 ГОСТ 1050-88, Ст. 3 ГОСТ 380-88).
В качестве инструмента использован ручной кислородно-ацетиленовый резак.
Резка металла производится в режимах,
обусловленных действующими производственными технологиями.
Сама установка для резки металла представляет собой прямоугольные кераические пластинки.выставленныеи закрепленные относительно друг друга с щелевым зазором, равным ширине реза в стальном листе. Но на эти две пластины устанавливают образец листового проката,
размер которого значительно превышает длину керамических пластин, что представляет возможность провести сравнительный разрез листа прикрытого пластинами и вне их.
В процессе резки струя газа прорезает лист стали и проходит через щелевой канал (сопла), образованный керамическими пластинами, при этом сама струя газа совместно с резаком перемещается вдоль щелевого
зазора и соосно с ним.
Проведенные опыты наглядно подтвердили положительный эффект предложенного способа резки. Поверхность, защищенная пластинами, грата не имела,
наблюдались только небольшие наплывы металла в местах противоположных дефектам, расположенным на кромках керамических пластин. Поверхность, не защищенная пластинами,имела все указанные недостатки традиционного способа: сплошные наплывы металла и шлака на кромках реза и грат на поверхности листа.
Предложенный способ эффективен, так как позволил улучшить качество реза.
Формула изобретения
Способ термической резки листового проката, при котором шлак удаляют во время резки с помощью сжатого потока газа, отличающийся тем, что, с целью
улучшения качества реза путем формирования струи при выходе из зоны реза, струю формируют с помощью сопла, устанавливаемого соосно с горелкой и выполненного из термостойкого не смачиваемого расплавленным металлом материала.
III
| название | год | авторы | номер документа |
|---|---|---|---|
| Стол для термической резки листового проката | 1989 |
|
SU1692797A1 |
| Способ линейной газовой резки | 1979 |
|
SU833387A1 |
| Механизированный стол для термической резки листового проката | 1990 |
|
SU1757810A1 |
| Стол для термической резки металлических листов | 1987 |
|
SU1496942A1 |
| РЕЗАК ДЛЯ ОГНЕВОЙ РЕЗКИ МЕТАЛЛА | 1989 |
|
SU1792148A1 |
| Установка для термической резки листового проката | 1989 |
|
SU1727962A1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ СТАЛИ | 1997 |
|
RU2113948C1 |
| Способ ультразвуковой газолазерной резки листового металла и устройство ультразвуковой газолазерной резки листового металла (Варианты) | 2017 |
|
RU2670629C9 |
| Устройство для термической вырезки фланцев | 1981 |
|
SU956191A1 |
| МЕХАНИЗИРОВАННЫЙ СТОЛ-РОЛЬГАНГ | 1973 |
|
SU385704A1 |
Использование: технология термической резки металлопроката в различных отраслях промышленности. С обратной стороны реза устанавливают соосно горелке сопло из термостойкого несмачиваемого расплавленным металлом материала. Шлак удаляют во время резки потоком сжатого газа, направленным в полость реза. 1 ил.
0
| МЕХАНИЗИРОВАННЫЙ СТОЛ-РОЛЬГАНГ | 0 |
|
SU385704A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
