.
У////////Ж///////л
///////////////г/г/////////// / ///////
Фиг. 5
vj СО 00 О Ю О
Изобретение относится к производству абразивных инструментов методом шаржирования.
Целью изобретения является расширение технологических возможностей процесса путем увеличения шаржируемой за один цикл обработки поверхности.
Описываемый способ шаржирования поверхностей абразивными зернами, при котором абразивные зерна предварительно располагают в промежуточном элементе пластичного материала и осуществляют их вдавливание в шаржируемую поверхность твердым пуансоном, заключается в том, что в качестве промежуточного элемента берут пластину, ограниченную по периметру материалом с большим пределом текучести, толщина которого выбирается из следующего условия:
Ста
Д(
СТт.уп.
-l)Kd3.
где Ста - всестороннее давление на абразивное зерно, позволяющее производить шаржирование:
От.уп. - предел текучести при сжатии в предельном упрочненном состоянии пластичного материала с большим пределом текучести;
К (0,5-0,7) - коэффициент, определяющий, какая часть зерна находится над обрабатываемым материалом в момент возникновения его разрушения;
d3 - размер зерна.
При реализации описываемого способа внедрения абразивных зерен сопровождается деформированием пластического материала, давление от которого передается на материал с меньшим пределом текучести, в результате чего уменьшается перепад возникающих давлений в центре и на периферии.
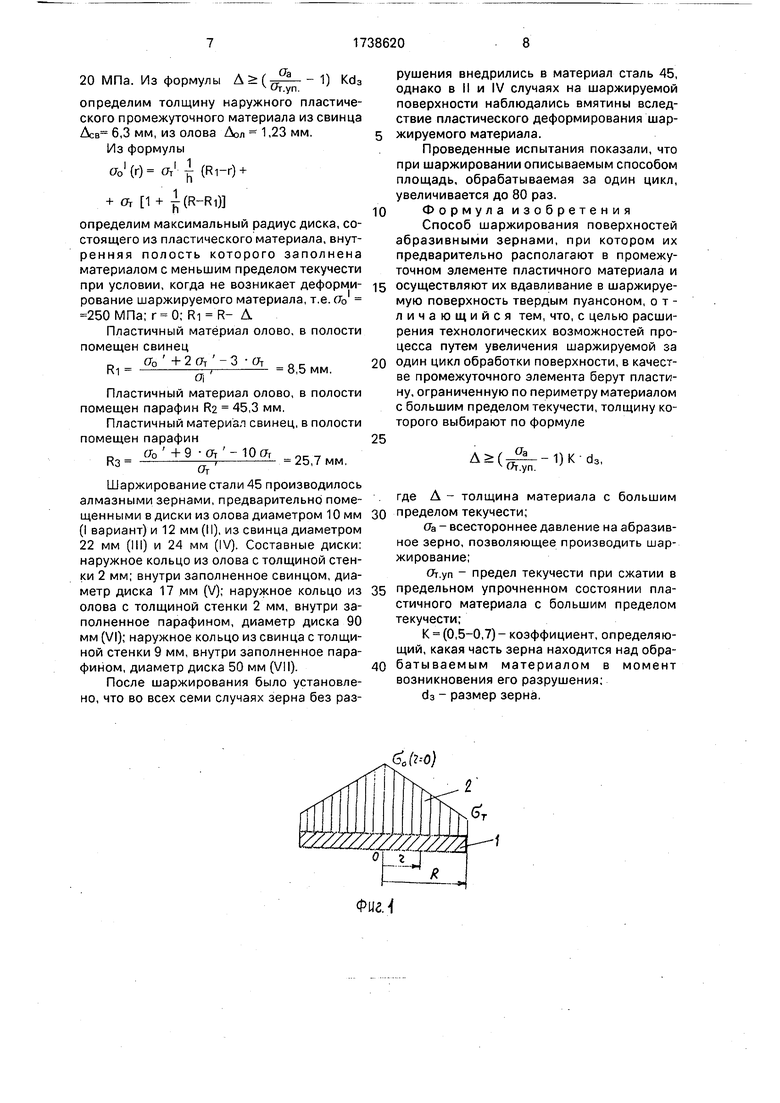
На фиг.1 показана эпюра возникающих напряжений при деформации промежуточного элемента из пластичного материала; на фиг.2 - эпюра возникающих напряжений при деформации промежуточного элемента, ограниченного по периметру материалом с большим пределом текучести; на фиг.З - схема реализации описываемого способа.
При деформировании пластины 1 напряжение в любой точке определяется по формуле
Сто (г) стт 1 + -1 (R-r).
где Сто(г) - среднее (гидростатическое) давление;
Стт - предел текучести при сжатии;
h - толщина пластины;
R - радиус пластины;
г - текущий радиус,
а эпюра напряжений 2 примет вид, изображенный на фиг.1.
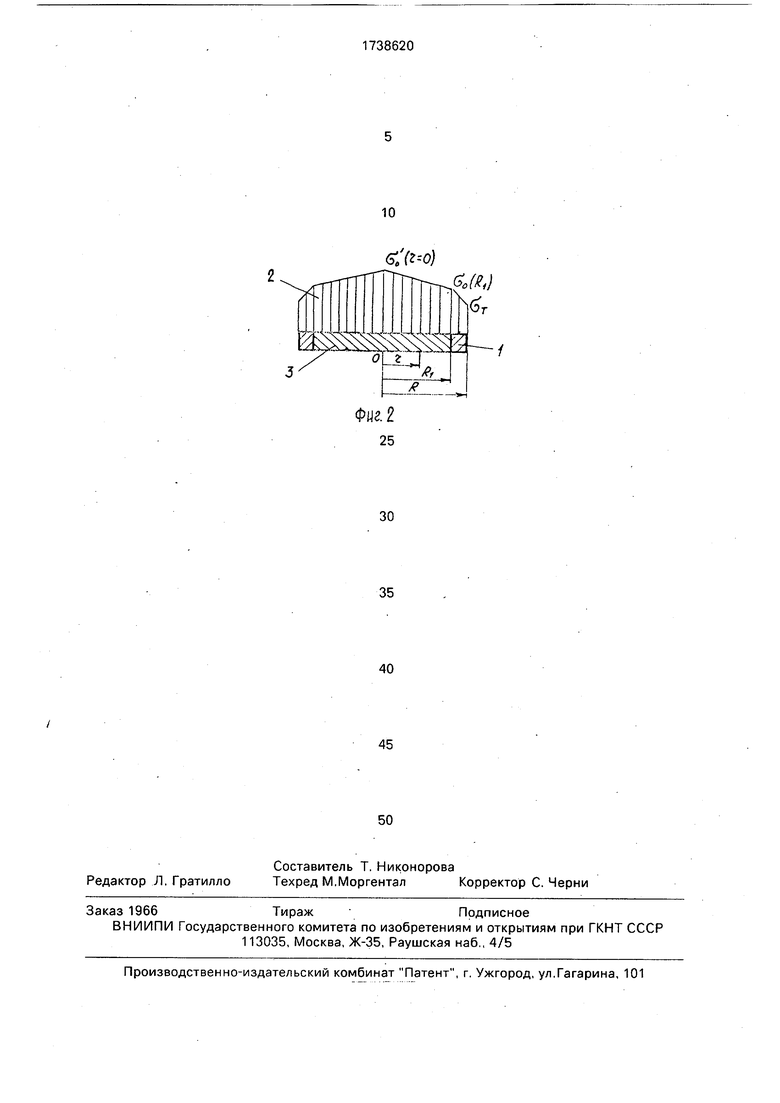
В случае деформирования пластины,
полость 3 которой заполнена материалом с
меньшим пределом текучести при условии,
что текущий радиус г RI, напряжения в
любой точке определяются по формуле
Сто (г) Стт1 Ј(Ri-r) +
+ Стт 1+ Ј(R-Ri),
5
где Сто (г) - среднее (гидростатическое) давление;
Стт - предел текучести при сжатии, стт 5 CTT;
Стт - предел текучести при сжатии пластичного материала;
h - толщина пластины; R - наружный радиус пластичного мате- 0 риала;
RI R- А- внутренний радиус пластичного материала, где А-толщина материала с большим пределом текучести;
г RI - текущий радиус.
5Эпюра возникающих напряжений 2 при
деформации такой пластины показана на фиг,2.
При деформации пластины, состоящей из двух материалов, возникающие макси- 0 мальные напряжения меньше, чем у однородной. Для того, чтобы при пластическом деформировании промежуточного материала не происходило разрушение шаржируемого материала (искажение геометрии 5 поверхности) нагрузка от пуансона не должна вызвать в шаржируемом материале напряжения, превышающие его предел текучести (сттш), т.е. должно соблюдаться условие
0Сттш сто ст0(г).
Так как с увеличением величины (R) промежуточного материала в его середине увеличивается среднее (гидростатическое) давление, то при уменьшении его абсолютного давления в центре появляется возможность увеличения площади промежуточного пластического материала, т.е. площади обработки за один цикл.
Наибольший результат достигается при заполнении полости пластического материала водой либо маслом, т.е. когда стт 0. Наиболее близким по получаемому эффекту с водой или маслом является заполнение полости пластического материала стеарином или воском, где ov 0.
Толщина материала с большим пределом текучести определяется из выражения ста
А(
СТт.уп.
-1)Kd3,
где Оа - всестороннее давление на абразивное зерно, позволяющее производить шаржирование;
От.уп. предел текучести при сжатии в предельном упрочненном состоянии пластичного материала, равного (2-3) ov при его испытаниях на растяжение (установлено экспериментально);
К (0,5-0,7) - коэффициент, определяющий какая часть зерна находится над обра- батываемым материалом в момент возникновения наибольшей вероятности его разрушения;
da - размер зерна.
Величина 7а определяется из выражения
, I+RK/ПК
°а 1 +1/3 RK/ПК где Р1 - удельное давление, при котором происходит разрушение зерна;
RK - радиус пластины после ее деформирования;
hK - толщина пластичного материала после его деформирования.
Определение величины Р , RK, Ьк производится экспериментально. Для этого абразивные зерна помещаются в пластины толщиной, равной или на 20% больше размера зерна, и различной площади, определяемой радиусом Ri, R2RI. Производя
вдавливание абразивного зерна с одновременным деформированием пластичного материала, фиксируют силу нагружения, конечный радиус RKI и толщину пластичного материала Ию. В формулу подставляются значения Р , RKI и Ню, зафиксированные при деформировании пластины без зерна, аналогичной в первоначальном состоянии пластине с наименьшей первоначальной площадью пластического материала Pi, в котором осуществилось внедрение зерна. Давление Р вычисляется путем деления силы деформирования пластины на конечную площадь, определяемую радиусом RK.
Величина аа определяет в какой части пластичного материала требуется располагать абразивные зерна, чтобы не было их разрушения при шаржировании, т.е. располагать абразивные зерна в зоне, где (То (г) 0а.
Описываемый способ позволяет использовать промежуточный материал с внутренней полостью, заполненной материалом с меньшим пределом текучести любой геометрической формы. В этом случае параметры деформирования определяются экспериментальным путем.
Пример. Внедрялись алмазные зерна марки АС32, зернистости 630/500, где среднеприведенный диаметр зерен 900 мкм. Материал пуансона - твердый сплав ВК6. Шаржируемый материал - сталь 45 с механическими характеристиками отш
250МПаиНВ 2800МПа.
В качестве промежуточного материала
использовался свинец (OV.CB 20 МПа) и олово (.ол 40 МПа). Материал с меньшим
пределом текучести - свинец (OV.CB
20 МПа От.ол 40 МПа) и парафин
(От.пар 3 МПа От.св 20 МПа; От.пар
3 МПа От.ол 40 МПа).
Для определения среднего (гидростатического) давления (ffa) использовались пластины в виде дисков высотой hn 1 мм, различной площади, определяемой радиусом Ri, R2Ri, в центре которых помещалось зерно. Деформирование дисков производилось до уменьшения их толщины
до Ьк 0,5 мм.
Было установлено, что зерна без разрушения внедряются в диски из свинца с радиусом R 7 мм и олова R 1,5 мм. Для аналогичной деформации дисков этих размеров без зерна потребовалось усилие Рев 33503 Н для диска из свинца и Р0л 1963 Н для диска из олова. Площадь дисков после деформации составляла SK.CB 306 мм из свинца и Зк.ол 14,4 мм из
олова.
Отсюда удельное давление Р1
Рев 109,5 МПа;
Ок.СВ.
Рол 136,3 МПа.
Тогда всестороннее давление на абразивные зерна, при котором происходит шаржирование без разрушения, равно
0-а.св Р
1 +- пк
1+1. R 1 +з ьк
- 299,6 МПа;
5
Оа.ол 296,4 МПа.
Для данной зернистости и марки алмазов принимаем 7а 300 МПа. Из формулы
Оо (г) +Ј (R-r)
определим максимальный радиус диска, п при котором не возникает деформирование шаржируемого материала, т.е. оь Очш 250 МПа, г 0.
Для свинца RCB ° „-- 11,5 мм, для
От
,- олова Ron 5,25 мм.
Экспериментально установлено, что предел текучести при сжатии в предельно упрочненном состоянии материала составляет: оловоОт.уп.ол 80 МПа, свинец От.уп.св
20 МПа. Из формулы Д(--1) Kd3
определим толщину наружного пластического промежуточного материала из свинца Дсв 6,3 мм, из олова Дол - 1,23 мм. Из формулы
ob (r) ov1 (Ri-r) +
h
1
+ От 1 + Ј(R-Ri)
определим максимальный радиус диска, состоящего из пластического материала, внут- ренняя полость которого заполнена материалом с меньшим пределом текучести при условии, когда не возникает деформирование шаржируемого материала, т.е. (Т0 250 МПа; r 0; RI R- Д
Пластичный материал олово, в полости помещен свинец
оъ + 2 От - 3 От
R1
Oi
8,5 мм.
Пластичный материал олово, в полости помещен парафин R2 45,3 мм.
Пластичный материал свинец, в полости помещен парафин
оъ +9 -OV - Ю От
Кз
OY
25,7 мм.
0
5
0
рушения внедрились в материал сталь 45, однако в II и IV случаях на шаржируемой поверхности наблюдались вмятины вследствие пластического деформирования шаржируемого материала.
Проведенные испытания показали, что при шаржировании описываемым способом площадь, обрабатываемая за один цикл, увеличивается до 80 раз.
Формула изобретения Способ шаржирования поверхностей абразивными зернами, при котором их предварительно располагают в промежуточном элементе пластичного материала и осуществляют их вдавливание в шаржируемую поверхность твердым пуансоном, отличающийся тем, что, с целью расширения технологических возможностей процесса путем увеличения шаржируемой за один цикл обработки поверхности, в качестве промежуточного элемента берут пластину, ограниченную по периметру материалом с большим пределом текучести, толщину которого выбирают по формуле
Д(
Оа
От.уп.
1)K d
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шаржирования поверхностей абразивными зернами | 1990 |
|
SU1738621A1 |
| Способ шаржирования поверхностей абразивными зернами | 1985 |
|
SU1283065A1 |
| Способ шаржирования поверхностей | 1981 |
|
SU982872A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ ШАРЖИРОВАНИЕМ АБРАЗИВНЫМИ ЧАСТИЦАМИ | 2020 |
|
RU2739047C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА ИЗ БОРСОДЕРЖАЩЕЙ СТАЛИ С ПОВЫШЕННОЙ ПЛАСТИЧНОСТЬЮ | 2017 |
|
RU2636542C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2008 |
|
RU2369852C1 |
| Состав для шаржирования поверхностей деталей | 1980 |
|
SU945158A1 |
| Способ шаржирования поверхностей абразивными зернами | 1981 |
|
SU982884A1 |
| Способ шаржирования поверхностей | 1979 |
|
SU833429A1 |
| СПОСОБ РЕЗКИ ПЛАСТИЧНЫХ МЕТАЛЛОВ ВЫСОКОПРОЧНОЙ НИТЬЮ | 2012 |
|
RU2499663C1 |
Использование: при шаржировании поверхностей абразивными зернами. Сущность изобретения: абразивные зерна предварительно располагают в промежуточном элементе пластичного материала и осуществляют их вдавливание в шаржируемую поверхность твердым пуансоном. Пластина 1 при этом ограничена по периметру материалом с большим пределом текучести, толщина которого выбирается из условия А ( ,, а - 1) К d3, где А- толщина матеLM уп риала с большим пределом текучести; 7а всестороннее давление на абразивное зерно, позволяющее производить шаржирование; (Тгуп - предел текучести при сжатии в предельном упрочненном состоянии пластичного материала с большим пределом текучести; К - коэффициент, определяющий, какая часть зерна находится над обра- батываемым материалом в момент возникновения его разрушения, К 0,5...0,7; d3 - размер зерна. 3 ил. сл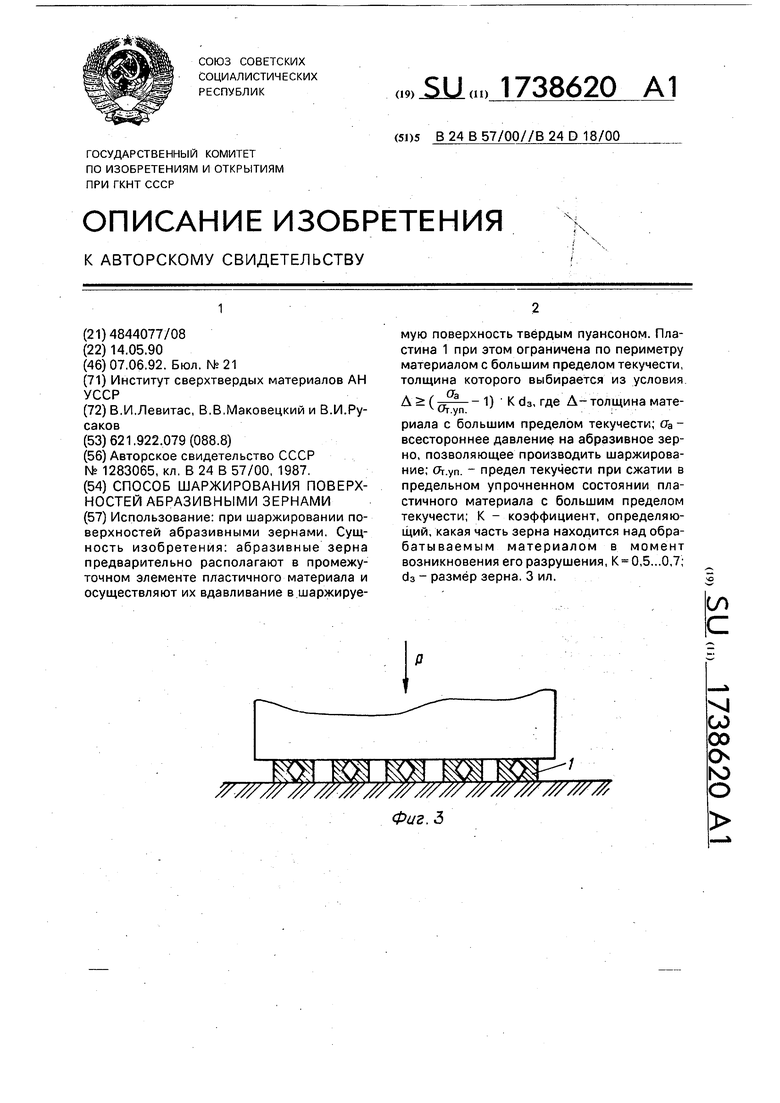
Шаржирование стали 45 производилось алмазными зернами, предварительно помещенными в диски из олова диаметром 10 мм (I вариант) и 12 мм (II), из свинца диаметром 22 мм (III) и 24 мм (IV). Составные диски: наружное кольцо из олова с толщиной стенки 2 мм; внутри заполненное свинцом, диаметр диска 17 мм (V); наружное кольцо из олова с толщиной стенки 2 мм, внутри заполненное парафином, диаметр диска 90 мм (VI); наружное кольцо из свинца с толщиной стенки 9 мм, внутри заполненное парафином, диаметр диска 50 мм (VII).
После шаржирования было установлено, что во всех семи случаях зерна без раз0| -г-Л
где Д - толщина материала с большим пределом текучести;
Ста - всестороннее давление на абразивное зерно, позволяющее производить шаржирование;
От.уп - предел текучести при сжатии в предельном упрочненном состоянии пластичного материала с большим пределом текучести;
К (0,5-0,7)- коэффициент, определяющий, какая часть зерна находится над обра- батываемым материалом в момент возникновения его разрушения;
da - размер зерна.
)
)
| Способ шаржирования поверхностей абразивными зернами | 1985 |
|
SU1283065A1 |
