СО
00 РЧ
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шаржирования поверхностей абразивными зернами | 1990 |
|
SU1738620A1 |
| Способ шаржирования поверхностей абразивными зернами | 1985 |
|
SU1283065A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ ШАРЖИРОВАНИЕМ АБРАЗИВНЫМИ ЧАСТИЦАМИ | 2020 |
|
RU2739047C1 |
| Способ шаржирования поверхностей | 1981 |
|
SU982872A1 |
| Способ шаржирования поверхностей абразивными зернами | 1981 |
|
SU982884A1 |
| Способ определения степени шаржирования поверхности материала | 1988 |
|
SU1620911A1 |
| Состав для шаржирования поверхностей деталей | 1980 |
|
SU945158A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2008 |
|
RU2369852C1 |
| Способ определения параметров шаржированной поверхности | 1987 |
|
SU1541512A1 |
| ОБРАБАТЫВАЕМЫЙ РЕЗАНИЕМ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2508415C2 |
Использование: при производстве абразивных инструментов методом шаржирования. Сущность изобретения: абразивные зерна предварительно располагают в промежуточном элементе пластичного материала и осуществляют их вдавливание в шаржируемую поверхность твердым пуансоном. В качестве промежуточного элемента берут решетчатую пластину 1, а абразивные зерна размещают в узлах ее пересечения, причем диаметр указанных пересечений выбирают из следующего условия dKp d 6 hK ( ), где d L r.yn, диаметр узлов пересечений решетчатой пластины; dKp - наименьший диаметр покрытых пластичным материалом абразивных зерен, обеспечивающий создание всестороннего давления на абразивные зерна, при котором происходит шаржирование без разрушения; hK - толщина пластичного материала после окончания вдавливания; Рм - удельное давление при сжатии слоя пластичного материала до конечной толщины hK, при котором остаточное изменение геометрии шаржируемой поверхности не превышает допустимой величины; От.уп предел текучести при сжатии в предельно упрочненном состоянии пластичного материала. 3 ил. сл С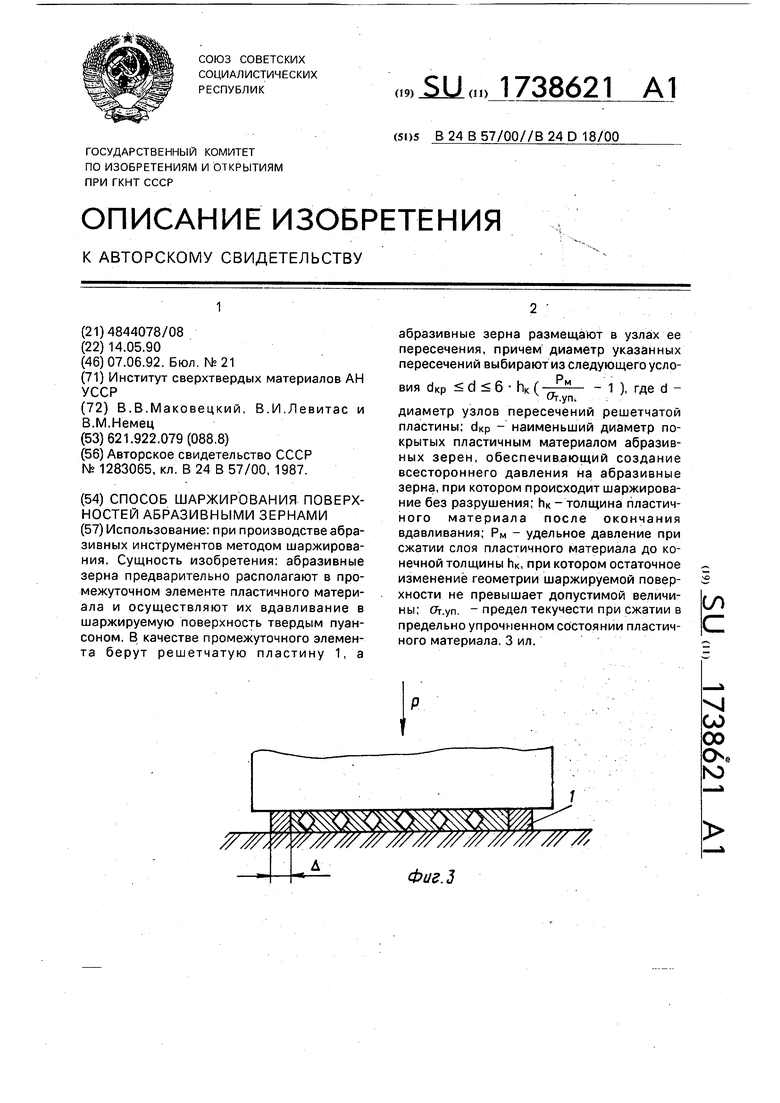
0W
У,
т
/////////////////////////// 7 Фиг.З
Изобретение относится к производству абразивных инструментов методом шаржи- рования.
Целью изобретения является расширение технологических возможностей процес- са путем увеличения шаржируемой за один цикл обработки поверхности.
Описываемый способ шаржирования поверхностей образивными зернами, при котором абразивные зерна предварительно располагают в промежуточном элементе пластичного материала и осуществляют их вдавливание в шаржируемую поверхность твердым пуансоном с одновременным деформированием пластичного материала, за- ключается в том, что в качестве промежуточного элемента берут решетчатую пластину, а абразивные зерна размещают в узлах ее пересечений, причем диаметр указанных пересечений выбирают из следу- ющего условия:
dKp ( -1),
От.уп.
где d - диаметр пересечений решетчатой пластины;
d«p - наименьший диаметр покрытых пластичным материалом зерен, обеспечивающий создание всестороннего давления на абразивные зерна, при котором происходит шаржирование без разрушения;
hK -толщина пластичного материала после окончания вдавливания;
Рм - удельное давление при сжатии слоя пластичного материала до конечной толщины пк, при котором остаточное изме- нение геометрии шаржируемой поверхности не превышает допустимой величины;
ov.yn. - предел текучести при сжатии пластичного материала в предельно упрочненном состоянии, равного (2-3) ov при его испытаниях на растяжение (устанавливается экспериментально).
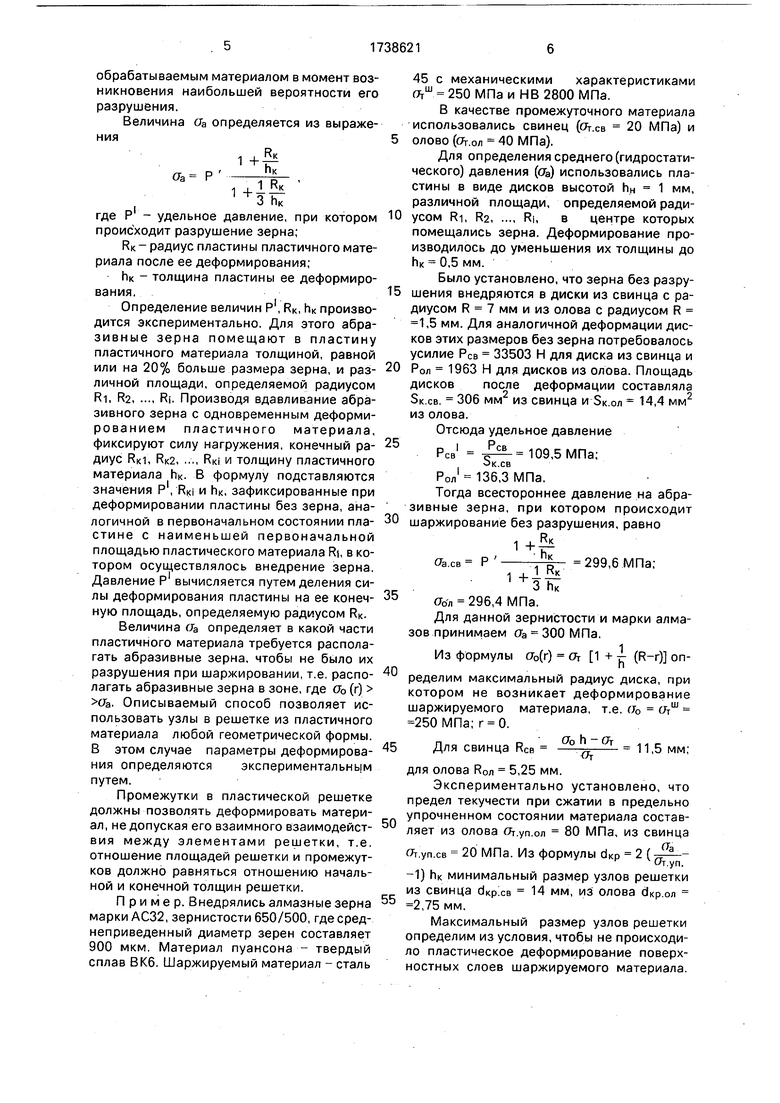
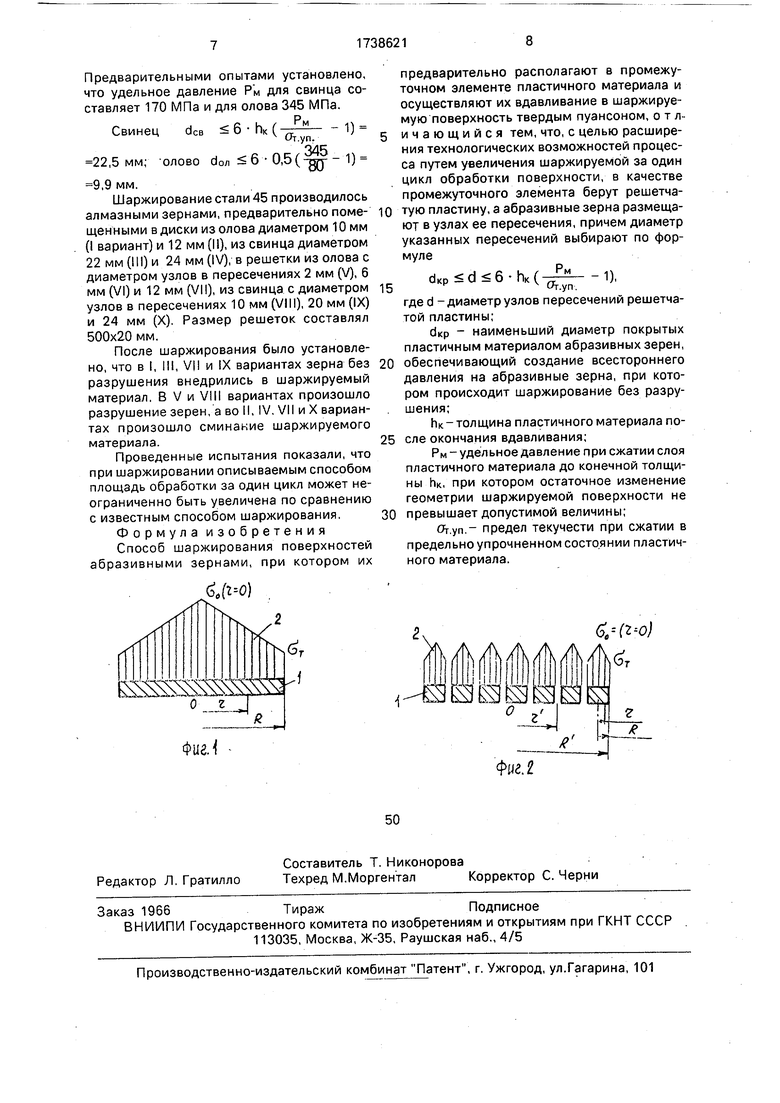
На фиг.1 показана эпюра возникающих напряжений при деформации промежуточного элемента пластичного материала; на фиг.2 - эпюра возникающих напряжений при деформации промежуточного элемента пластичного материала, выполненного в виде решетчатой пластины; на фиг.З - схема реализации описываемого способа.
При деформировании пластины 1 напряжение в любой точке определяется по формуле
(Jo (г) От 1 + -1 (R-r),
где оь (г) - среднее (гидростатическое) давление;
ov - предел текучести при сжатии;
ала;
5
10 15 0
5
0
5
0
5 0
5
h -толщина диска пластичного материR - радиус диска пластичного материала;
г - текущий радиус.
Эпюра возникающих напряжений 2 при деформации такой пластины показана на фиг.1. Соответственно в центральной части возникают значительные напряжения, обусловленные механическими характеристиками пластичного материала и его площадью.
В случае деформирования решетчатой пластины, в пересечениях которой размещают покрытые этим материалом абразивные зерна, локальные напряжения в узлах решетки небольшие за счет малой площади этих узлов. Эпюра возникающих напряжений 2 при деформации такой пластины показана на фиг.2.
При деформации пластической решетчатой пластины возникающие локальные максимальные напряжения (в узлах решетки) меньше, чем у однородного материала. Для того чтобы при деформации пластической решетчатой пластины не происходило разрушение шаржируемого материала (искажение геометрии поверхности) напряжения, возникающие в промежуточном материале, не должны превышать предел текучести (атш) в шаржируемом материале, т.е. должно соблюдаться условие Отш Рм. Это учитывается правой стороной неравенства 6 пк(Рм/От.уп-1).
Для того чтобы в процессе шаржирования зерен в промежуточном пластичном материале не происходило их разрушение, размер узлов решетки не должен быть меньше определенной величины dKp.
Величина dKp определяется из выражения
где аа - всестороннее давление на абразивное зерно, позволяющее производить шаржирование;
От.уп.- предел текучести при сжатии в предельно упрочненном состоянии пластичного материала, равного (2-3) ov при его испытаниях на растяжение (установлено экспериментально);
Ьк - толщина пластичного материала после окончания вдавливания.
Обычно пк назначают из условия, что зерно при внедрении прошло наиболее опасную величину пути с точки зрения его разрушения, т.е. hK Kd3, где d3 - размер зерна; К (0,5-0,7) - коэффициент, определяющий какая часть зерна находится над
обрабатываемым материалом в момент возникновения наибольшей вероятности его разрушения.
Величина аа определяется из выражения5
Оа Р
1 +- пк
1+lRi
1 3 hK
где Р - удельное давление, при котором происходит разрушение зерна;
RK - радиус пластины пластичного материала после ее деформирования;
пк - толщина пластины ее деформирования.
Определение величин Р1, RK, h производится экспериментально. Для этого абразивные зерна помещают в пластину пластичного материала толщиной, равной или на 20% больше размера зерна, и раз- личной площади, определяемой радиусом RI, R2, ..., Ri. Производя вдавливание абразивного зерна с одновременным деформированием пластичного материала, фиксируют силу нагружения, конечный ра-
диус RKI, Ric2RKI и толщину пластичного
материала hK. В формулу подставляются значения Р , RKJ и пк, зафиксированные при деформировании пластины без зерна, аналогичной в первоначальном состоянии пла- стине с наименьшей первоначальной площадью пластического материала Ri, в котором осуществлялось внедрение зерна. Давление Р вычисляется путем деления силы деформирования пластины на ее конеч- ную площадь, определяемую радиусом RK.
Величина оа определяет в какой части пластичного материала требуется располагать абразивные зерна, чтобы не было их разрушения при шаржировании, т.е. распо- лагать абразивные зерна в зоне, где оь (г) Оа. Описываемый способ позволяет использовать узлы в решетке из пластичного материала любой геометрической формы. В этом случае параметры деформирова- ния определяются экспериментальным путем.
Промежутки в пластической решетке должны позволять деформировать материал, не допуская его взаимного взаимодейст- вия между элементами решетки, т.е. отношение площадей решетки и промежутков должно равняться отношению начальной и конечной толщин решетки.
Пример. Внедрялись алмазные зерна марки АС32, зернистости 650/500, где сред- неприведенный диаметр зерен составляет 900 мкм. Материал пуансона - твердый сплав ВК6. Шаржируемый материал - сталь
45 с механическими характеристиками Отш 250 МПа и НВ 2800 МПа.
В качестве промежуточного материала использовались свинец (оу.св 20 МПа) и олово (От.ол 40 МПа).
Для определения среднего (гидростатического) давления (сга) использовались пластины в виде дисков высотой hH 1 мм, различной площади, определяемой радиусом Ri, R2 Ri, в центре которых
помещались зерна. Деформирование производилось до уменьшения их толщины до Пк 0,5 мм.
Было установлено, что зерна без разрушения внедряются в диски из свинца с радиусом R 7 мм и из олова с радиусом R 1,5 мм. Для аналогичной деформации дисков этих размеров без зерна потребовалось усилие Рев 33503 Н для диска из свинца и Рол 1963 Н для дисков из олова. Площадь дисков после деформации составляла SK.CB. 306 мм из свинца и Зк.ол 14,4 мм из олова.
Отсюда удельное давление
Рев 109,5 МПа;
Ьк.св
Рол 136,3 МПа.
Тогда всестороннее давление на абразивные зерна, при котором происходит шаржирование без разрушения, равно RK
1 +Оа.св Р
1 +1
1 +3 hK
299,6 МПа;
Из формулы оь(г)
оьл 296,4 МПа.
Для данной зернистости и марки алмазов принимаем аа 300 МПа.
П + Ј (R-r) onределим максимальный радиус диска, при котором не возникает деформирование шаржируемого материала, т.е. оь отш 250 МПа; г 0.
. ОЬ h - От , л ,- Для свинца RCB (,5 мм;
для олова R0n - 5,25 мм.
Экспериментально установлено, что предел текучести при сжатии в предельно упрочненном состоянии материала составляет из олова От.уп.ол 80 МПа, из свинца
От.уп.св 20 МПа. Из формулы dKp 2 () пк минимальный размер узлов решетки из свинца йкр.св 14 мм, из олова .ол 2,75 мм.
Максимальный размер узлов решетки определим из условия, чтобы не происходило пластическое деформирование поверхностных слоев шаржируемого материала.
Предварительными опытами установлено, что удельное давление Р м для свинца составляет 170 МПа и для олова 345 МПа.
Свинец dCB 6-hK(1)
От уп.
345
22,5 мм; олово дол 6 0,5(-gQ- - 1)
9,9 мм.
Шаржирование стали 45 производилось алмазными зернами, предварительно помещенными в диски из олова диаметром 10 мм (I вариант) и 12 мм (II), из свинца диаметром 22 мм (III) и 24 мм (IV), в решетки из олова с диаметром узлов в пересечениях 2 мм (V), 6 мм (VI) и 12 мм (VII), из свинца с диаметром узлов в пересечениях 10 мм (VIII), 20 мм (IX) и 24 мм (X). Размер решеток составлял 500x20 мм.
После шаржирования было установлено, что в I, III, VII и IX вариантах зерна без разрушения внедрились в шаржируемый материал. В V и VIII вариантах произошло разрушение зерен, а во И, IV, VII и X вариантах произошло сминание шаржируемого материала.
Проведенные испытания показали, что при шаржировании описываемым способом площадь обработки за один цикл может неограниченно быть увеличена по сравнению с известным способом шаржирования.
Формула изобретения
Способ шаржирования поверхностей абразивными зернами, при котором их
№)
г
iSb,
Фиг. 4
5
0
5
0
предварительно располагают в промежуточном элементе пластичного материала и осуществляют их вдавливание в шаржируемую поверхность твердым пуансоном, о т л- ичающийся тем, что, с целью расширения технологических возможностей процесса путем увеличения шаржируемой за один цикл обработки поверхности, в качестве промежуточного элемента берут решетчатую пластину, а абразивные зерна размещают в узлах ее пересечения, причем диаметр указанных пересечений выбирают по формуле
(1 6-1тк( -1),
От.уп
где d -диаметрузлов пересечений решетчатой пластины;
- наименьший диаметр покрытых пластичным материалом абразивных зерен, обеспечивающий создание всестороннего давления на абразивные зерна, при котором происходит шаржирование без разрушения;
Ьк- толщина пластичного материала после окончания вдавливания;
Рм - удельное давление при сжатии слоя пластичного материала до конечной толщины Ьк, при котором остаточное изменение геометрии шаржируемой поверхности не превышает допустимой величины;
От.уп.- предел текучести при сжатии в предельно упрочненном состоянии пластичного материала.
fcft O)
фуг. 2
| Способ шаржирования поверхностей абразивными зернами | 1985 |
|
SU1283065A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
