Изобретение относится к производству абразивных инструментов методом шаржирования.
Целью,изобретения является уменьшение разрушаемости зерен при их шар- жировании в поверхность различных конструкционных материалов за счет осуществления, вдавливания при всестороннем равномерном объемном сжатии зерен
При реализации заявляемого способа внедрение абразивных зерен в обрабатываемый материал происходит при их равномерном объемном сжатии. Как известно, при всестороннем равномерном объемном сжатии все критерии прочности предсказывают приближение сопротив ляемости разрушению к бесконечности, т.е. зерно в таких условиях разрушить практически невозможно.
Всестороннее объемное сжатие зерна достигается за счет пластического течения промежуточного материала от давления, создаваемого пуансоном. Пластическое течение промежуточного материала происходит при внутренних напряжениях, достигающих величины предела его прочности (6). При этом промежуточный материал равномерно обжимает зерно со всех сторон с давением, приблизительно равным 6.
При деформировании промежуточного материала часть приложенной на- грузки затрачивается на трение между промежуточным материалом и материаами пуансона и шаржируемого. Это учитывает величина .
Величина нагрузки, необходимая на внедрение одного зерна, определяется либо экспериментально, либо из выражения N ,44-h НЕ, где h - половина размера зерна; НЕ - твердость обрабатываемого материала по Бринеллю.
Для того, чтобы при пластическом деформировании промежуточного мате1Свинец
2Олово
10 2250 450 630/500 20254 40 9000 1800 630/500 28354
риала не происходило разрушение шаржируемого материала (искажение геометрии поверхности), нагрузка от пуансона не должна вызывать в шаржируемом материале напряжения, превышающие его предел пропорциональности (5,ц), т.е. должно происходить его упругое деформирование.
Абразивные зерна могут помещаться в пластический материал при его нагреве до температуры плавления с последующим остыванием. В зтом случае толщина промежуточного материала приблизительно равна размеру абразивных частиц.
Другой путь помещения абразивных зерен в пластический материал - создание в нем отверстий механической обработкой с последующей закладкой в них абразивных частиц. Е этом случае расположение отверстий определяет расположение абразивных частиц в шаржируемом материале. Толщина промежуточного материала несколько больше размера абразивных частиц и выбирается из условия, что сначала происходит пластическое деформирование материала с обжатием абразивных частиц и только затем частицы начинают контактировать с пуансоном и внедряться в шаржируемый материал.
Примеры 1-10. Внедряли алмазные, зерна марки АС32 зернистостью 630/500 и 200/160, где среднеприве- денный диаметр частиц (den) соответственно составляет 900 и 280 мкм. Материал пуансона - твердый сплав ВКб. Шаржируемый материал - сталь 45 с механическими характеристиками МПа и МПа.
Различные пластические материалы, применяемые при шаржировании, и их предел текучести 6 приведены в таблице .
100 100
В дримерах 1 - 3 зерна располагали на .плоскости в форме квадрата с расстоянием между ними 3x3 мм и заливали расплавленным пластическим материалом. Общая площадь используемой заготовки 15x15 мм.
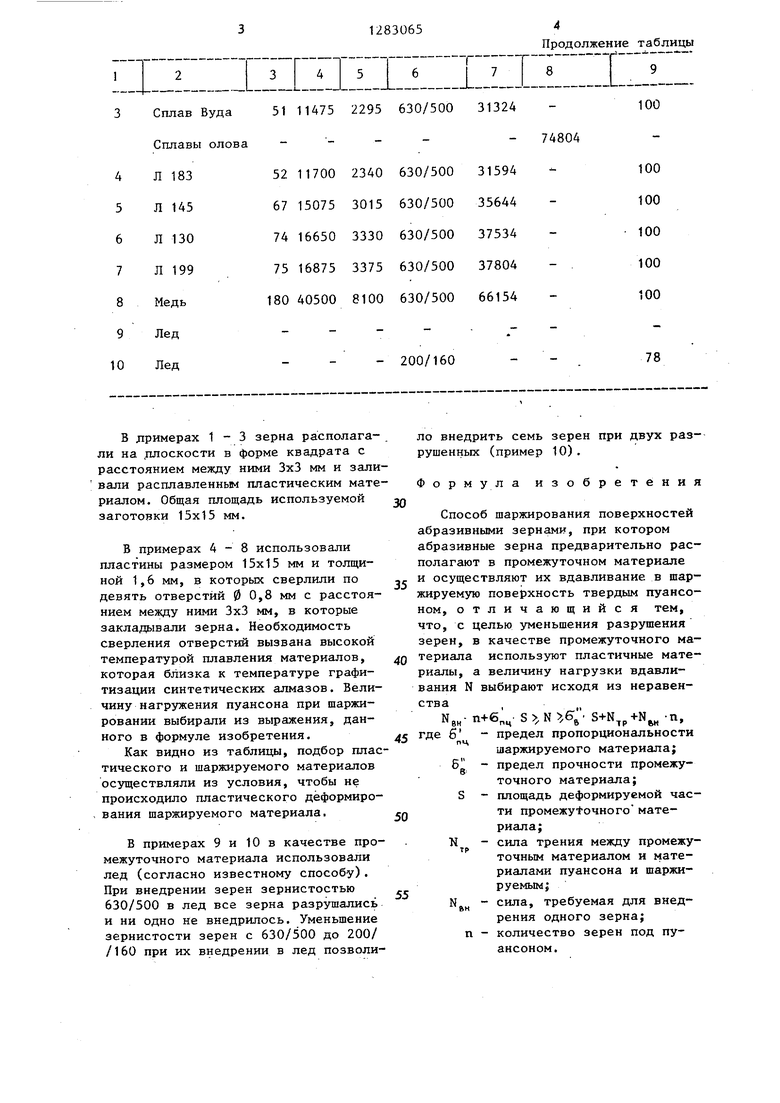
В примерах 4-8 использовали пластины размером 15x15 мм и толщиной 1,6 мм, в которых сверлили по девять отверстий 0 0,8 мм с расстоянием между ними 3x3 мм, в которые закладывали зерна. Необходимость сверления отверстий вызвана высокой температурой плавления материалов, которая близка к температуре графи- тизации синтетических алмазов. Величину нагружения пуансона при шаржировании выбирали из выражения, данного в формуле изобретения.
Как видно из таблицы, подбор пластического и шаржируемого материалов осуществляли из условия, чтобы не происходило пластического деформирования шаржируемого материала.
В примерах 9 и 10 в качестве промежуточного материала использовали лед (согласно известному способу). При внедрении зерен зернистостью 630/500 в лед все зерна разрушались и ни одно не внедрилось. Уменьшение зернистости зерен с 630/500 до 200/ /160 при их внедрении в лед позволиПродолжение таблицы
0
5
0
5
0
5
по внедрить семь зерен при двух разрушенных (пример 10).
Форм у л а изобретения
Способ шаржирования поверхностей абразивными зернами, при котором абразивные зерна предварительно располагают в промежуточном материале и осуществляют их вдавливание в шаржируемую поверхность твердым пуансоном, отличающийся тем, что, с целью уменьшения разрушения зерен, в качестве промежуточного материала используют пластичные материалы, а величину нагрузки вдавливания N выбирают исходя из неравенства
п+б1 S , N Х . ... -п.
NBH- где 6
пч,
б;
N
-пц - тр ьк
предел пропорцнональности шаржируемого материала; предел прочности промежуточного материала;
S - площадь деформируемой части пpoмeжytoчнoгo материала;
сила трения между промежуточным материалом и материалами пуансона и шаржируемым;
- сила, требуемая для внедрения одного зерна; п - количество зерен под пуансоном.
тр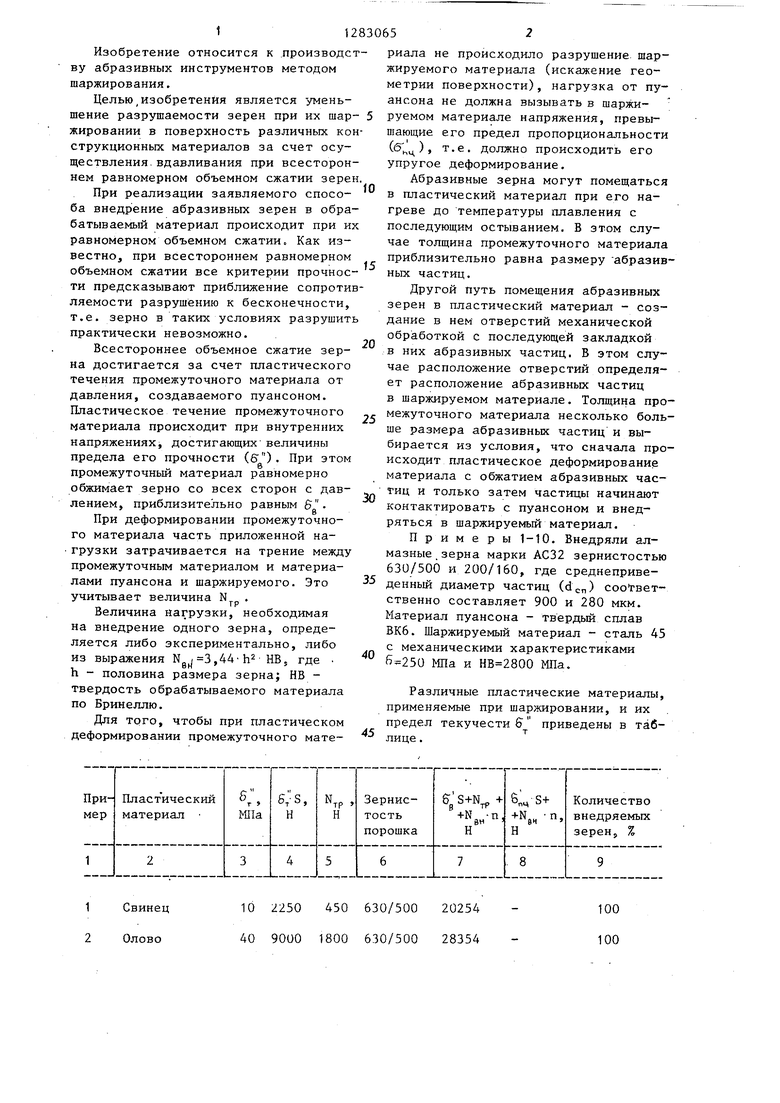
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шаржирования поверхностей абразивными зернами | 1990 |
|
SU1738620A1 |
| Способ шаржирования поверхностей абразивными зернами | 1990 |
|
SU1738621A1 |
| Способ шаржирования поверхностей | 1981 |
|
SU982872A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ ШАРЖИРОВАНИЕМ АБРАЗИВНЫМИ ЧАСТИЦАМИ | 2020 |
|
RU2739047C1 |
| Способ определения степени шаржирования поверхности материала | 1988 |
|
SU1620911A1 |
| Способ шаржирования поверхностей абразивными зернами | 1981 |
|
SU982884A1 |
| Абразивный инструмент | 1989 |
|
SU1706838A1 |
| Состав для шаржирования поверхностей деталей | 1980 |
|
SU945158A1 |
| Способ определения степени шаржирования | 1987 |
|
SU1525552A1 |
| Способ получения износостойких поверхностей | 1987 |
|
SU1541020A1 |
Изобретение относится к производству абразивньк инструментов методом шаржирования и позволяет уменъ- шить разрушаемость абразивных зерен при их шаржировании в поверхность различных конструкционных материалов за счет осуществления вдавливания при всестороннем объемном равномерном сжатии зерен путем пластического деформирования промежуточного материала. В качестве промежуточного материала используют пластические материалы, а величину нагрузки вдавливания выбирают исходя из неравенства NBH п+ в;. S , N , е;. S+N, - п, где N - нагрузка вдавливания; - предел пропорциональности шаржируемого материала; 6J - предел прочности промежуточного материала; S - площадь деформируемой части промежуточного материала; - сила трения между де- формируемым материалом и материалами пуансона и шаржируемым; Н„„ - сила, требуемая для внедрения одного зерна; п - количество зерен под пуансоном. 1 табл. (Л
| Способ шаржирования поверхностей абразивными зернами | 1981 |
|
SU982884A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
