Изобретение относится к инструментам для обработки металлов и может быть использовано на всех предприятиях металлообрабатывающей промышленности для эффективной чистовой и отделочной обработки заготовок абразивными кругами.
Целью изобретения является упрощение конструкции комбинированного шлифовального круга.
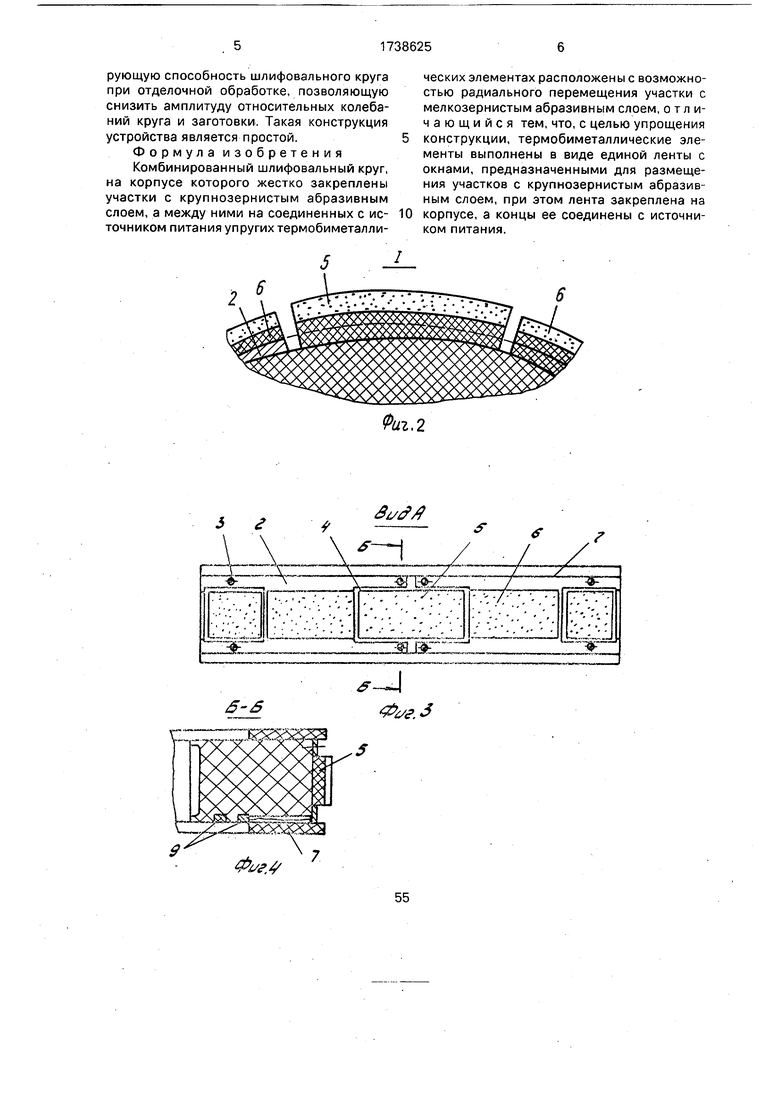
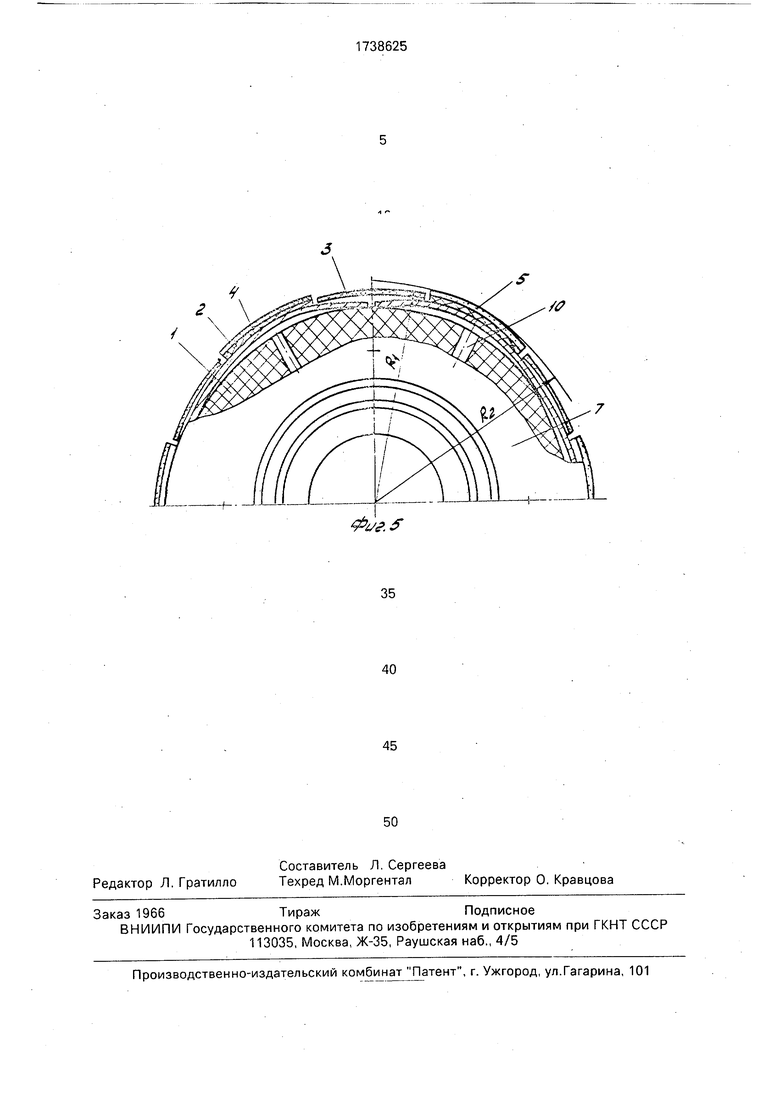
На фиг. 1 представлен комбинированный шлифовальный круг, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З - вид А на фиг.1; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - круг с выдвинутыми мелкозернистыми участками, общий вид.
Комбинированный шлифовальный круг состоит из сплошного корпуса 1 единой термобиметаллической ленты 2, натянутой на корпус круга по периферии и закрепленной равномерно в нескольких местах винтами 3, причем термобиметаллическая лента 2 имеет равномерно расположенные по окружности прямоугольные окна 4. На корпусе 1 закреплены в окнах 4 термобиметаллической ленты 2 участки с крупнозернистыми абразивными слоями 5 (например, отрезки из алмазной ленты). На термобиметаллической ленте 2 размещены участки с мелкозернистым абразивным слоем 6, также представляющие собой отрезки алмазной ленты. Две планшайбы 7 прикреплены с помощью винтов 8 к корпусу 1 круга. Круг содержит два токосъемных кольца 9.
Комбинированный шлифовальный круг работает следующим образом.
При съеме основного припуска (припуска на предварительную обработку) шлифо- вание осуществляется крупнозернистыми абразивными слоями 5, закрепленными неподвижно на корпусе 1 круга, с режимами, соответствующими предварительному шлифованию жестким инструментом. При этом рабочая поверхность мелкозернистых абразивных слоев утоплена, т.е. находится на некотором расстоянии от рабочей поверхности круга и не касается обрабатываемой поверхности заготовки. После снятия основной части припуска вручную или по сигналу контролирующего устройства на термобиметаллическую ленту 2 подается электрический ток, в результате чего она нагревается и прогибается (из-за закрепления в нескольких местах) равномерно, образуя волны, выступающие за пределы участков с крупнозернистыми абразивными слоями 5. В результате прогиба ленты 2 участки с мелкозернистыми абразивными слоями 6 перемещаются в радиальном направлении, с их помощью удаляется остальная часть припуска с режимами, соответствующими отделочному шлифованию нежестким инструментом. Величина радиального перемещения рабочей поверхности мелкозернистых абразивных слоев 6 зависит от марки термобиметалла, силы тока в питающей цепи. После окончания цикла шлифования упругая термобиметаллическая лента 2 отключается от электрической цепи и принимает исходную первоначаль0 ную форму. Для ускорения охлаждения по радиальным каналам 10, имеющимся в корпусе круга, начинает подаваться СОЖ. Радиальная подача мелкозернистых слоев может осуществляться либо от привода по5 перечных подач шлифовального станка, либо (микроподача) за счет изменения силы тока в сети упругой термобиметаллической ленты.
Наличие на термобиметаллической лен0 те равномерно расположенных по окружности прямоугольных окон способствует получению неравномерной жесткости ленты. То есть в ослабленных местах (где выпол- нены окна) лента имеет наименьшую
5 жесткость, поэтому она изгибается больше, чем в местах закрепления мелкозернистых слоев 6, вследствие чего слои 6 будут перемещаться в радиальном направлении практически по концентричным окружностям и
0 износ этих слоев будет одинаковым по всей длине. Кроме того, при шлифовании участки с мелкозернистыми абразивными слоями будут входить в заготовку и выходить из нее плавно, что способствует снижению вибра5 ций, уменьшению износа инструмента.
Обработка такими кругами позволяет на одной операции выполнить чистовое шлифование и отделочную обработку и получить в результате высококачественные поверх0 ности деталей, удовлетворяющие требованиям, предъявляемым как к точности их размеров и формы, так и к уровню микрогеометрических и физико-механических параметров. При этом требуемая точность
5 формы и размеров деталей достигается при предварительном (чистовом) шлифовании жестко закрепленным крупнозернистым абразивным слоем, а высокие требования к микрогеометрии и физико-механическим
0 параметрам поверхностных слоев обеспечиваются за счет снижения и стабилизации силового и теплового режимов шлифования мелкозернистым абразивным слоем, установленным на упругих участках ленты. Объ5 ясняется это тем, что наличие промежуточных упругих элементов позволяет демпфировать ударные нагрузки на отдельные участки абразивных зерен.
Кроме того, упругая термобиметалличе- екая лента обеспечивает высокую демпфирующую способность шлифовального круга при отделочной обработке, позволяющую снизить амплитуду относительных колебаний круга и заготовки. Такая конструкция устройства является простой.
Формула изобретения Комбинированный шлифовальный круг, на корпусе которого жестко закреплены участки с крупнозернистым абразивным слоем, а между ними на соединенных с источником питания упругих термобиметалли0
ческих элементах расположены с возможностью радиального перемещения участки с мелкозернистым абразивным слоем, отличающийся тем, что, с целью упрощения конструкции, термобиметаллические элементы выполнены в виде единой ленты с окнами, предназначенными для размещения участков с крупнозернистым абразивным слоем, при этом лента закреплена на корпусе, а концы ее соединены с источником питания.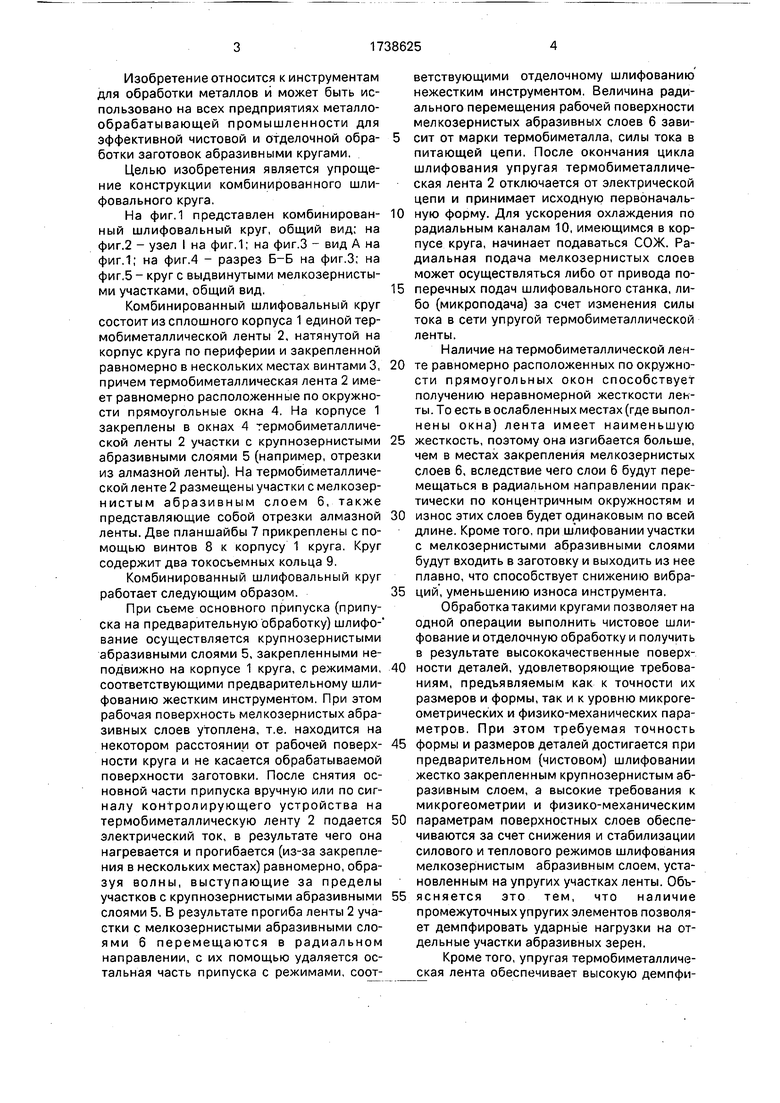
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113340C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2268136C2 |
| Комбинированный шлифовальный инструмент | 1988 |
|
SU1609628A1 |
| Комбинированный шлифовальный инструмент | 1989 |
|
SU1696290A1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2152869C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2151047C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147983C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2042497C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
Использование: в металлообрабатывающей промышленности для чистовой и отделочной обработки заготовок абразивными кругами. Сущность изобретения: на корпусе 1 круга закреплена термобиметаллическая лента 2 с прямоугольными окнами 4. В окнах 4 на корпусе 1 жестко закреплены отрезки абразивной ленты с крупнозернистым абразивным слоем 5. Между слоями 5 на термобиметиллической ленте 2 расположены участки с мелкозернистым абразивным слоем 6. Термобиметаллическая лента 2 соединена с источником питания. После проведения обработки крупнозернистыми участками на ленту подается ток. Под действием тока участки перемещаются в радиальном направлении. Производитсяобработказаготовки мелкозернистыми участками. 5 ил. СО с Фиг 1
5 г
Svfj
ts s
/
Ј-6
Фиг.2
f
/0
Фиг.&
| Комбинированный шлифовальный инструмент | 1988 |
|
SU1609628A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
