f.2
10
15
20
Изо{ ретение относится к машино- строешпо, а именно к обработке металлов резанием, и может быть использо- вано на всех машиностроительный предприятиях для эффек-тивАой чистовой и отделочной обработки заготовок аб- р зивными кругами,
Целью изобретения является повышение качества шлифования.
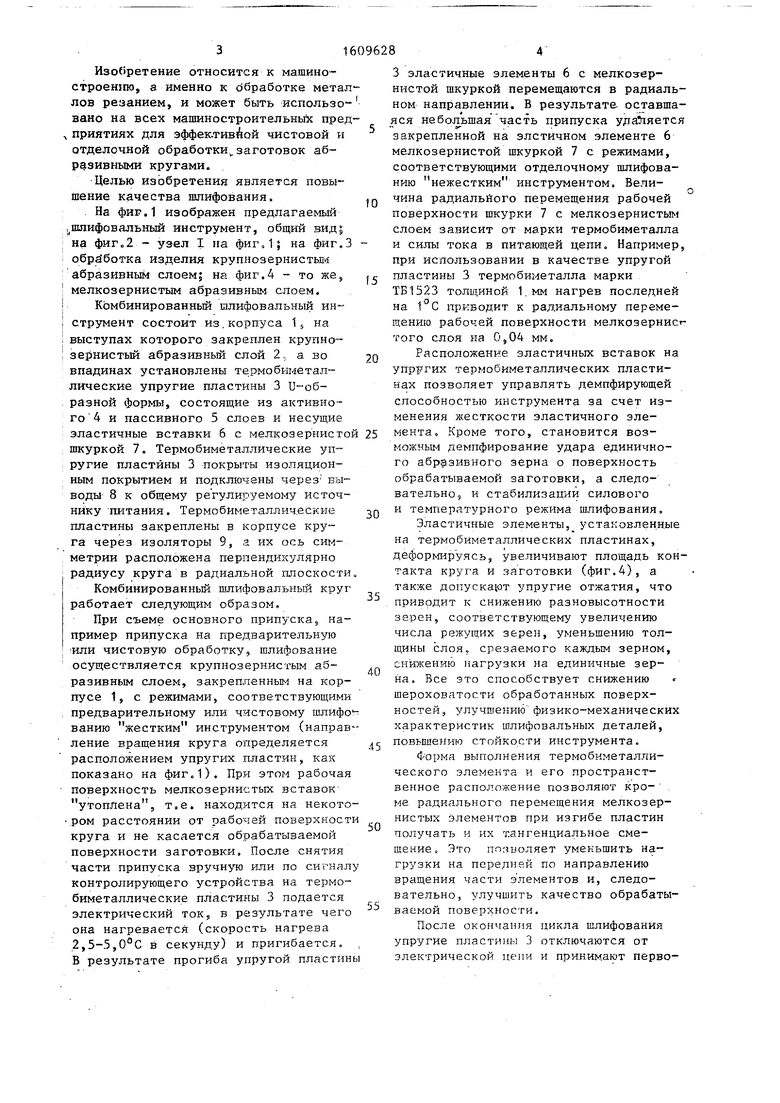
. На фир.1 изображен предлагаемый
шлифовальный инструмент, общий вид;
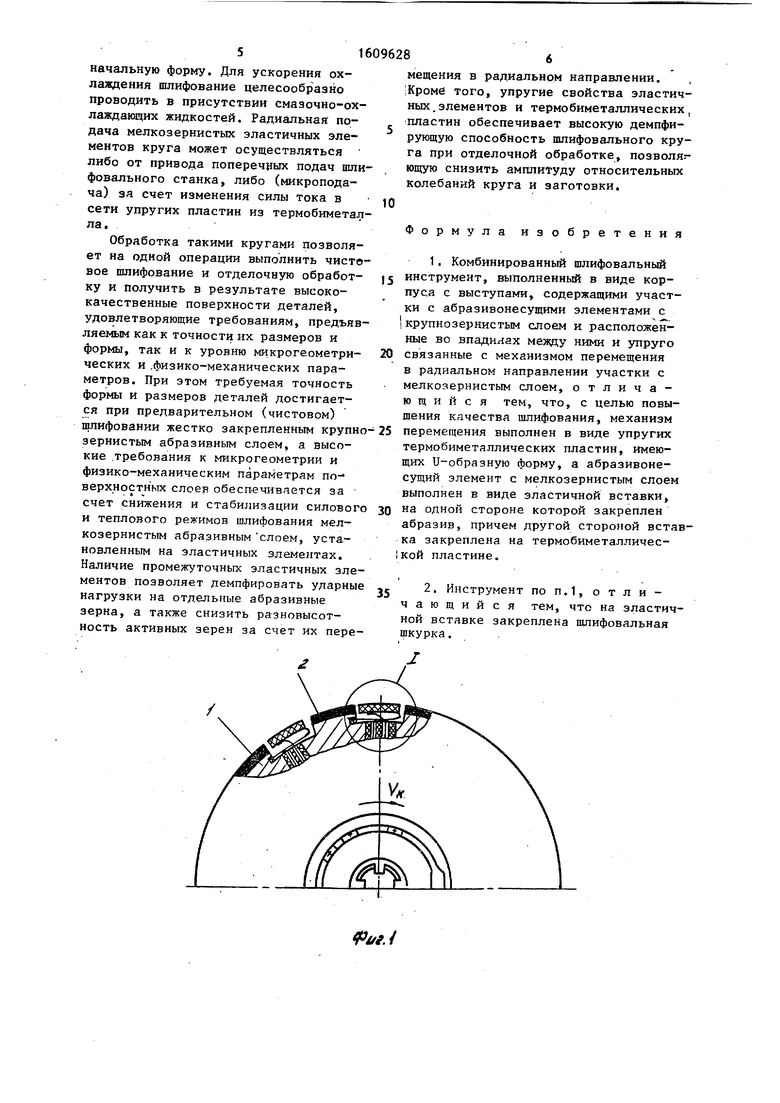
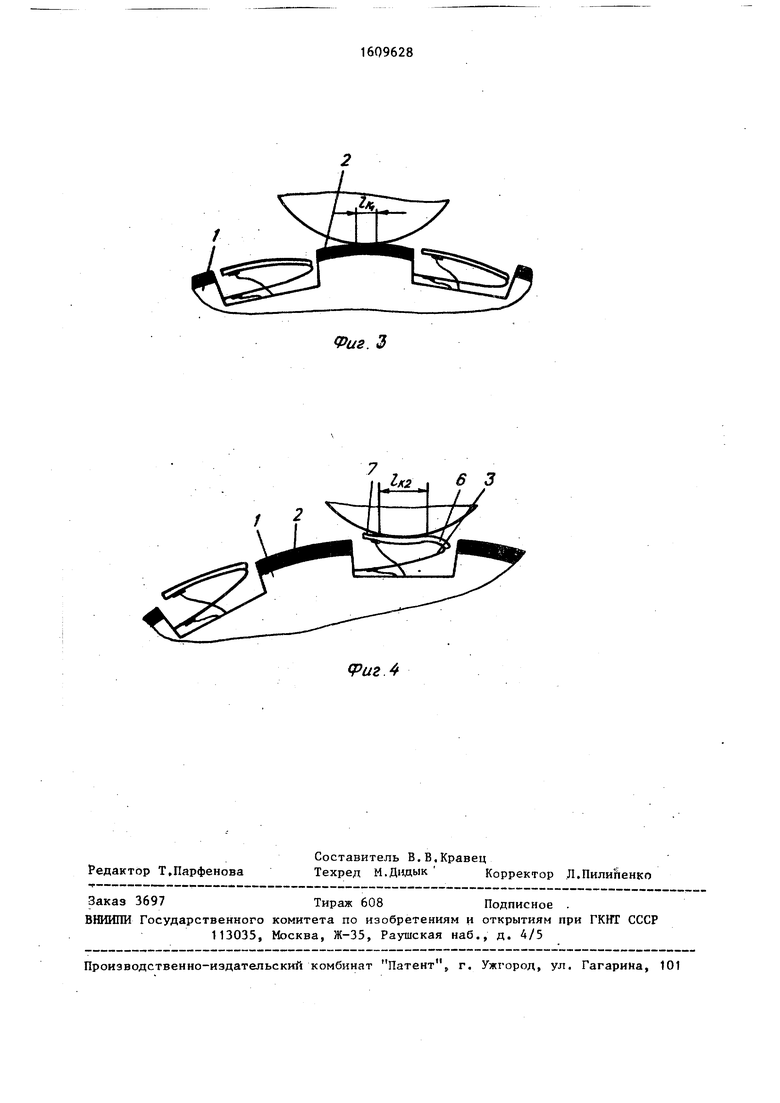
на фиг„2 - узел I па фиг,1| на фиг.З обра ботка изделия крупнозернистьп1{
абразивным слоем; на фиг.4 то же, мелкозернистым абразивным слоем,
Комбинированный шлифовальный инструмент состоит из.корпуса 1, на выступах которого закреплен крупнозернистый абразивный слой 2,. а во впадинах установлены термобиметаллические упругие пластины 3 U-об- разной формы, состоящие из активного 4 и пассивного 5 слоев и несущие эластичные вставки 6 с мелкозернистой 25 шкуркой 7, Термобиметаллические упругие пластины 3 покрыты изоляционным покрытием и подключены через выводы- 8 к общему регулируемому источнику питания. Термобиметаллич.еские пластины закреплены в корпусе круга через изоляторы 9, а их ось симметрии расположена перпендикулярно радиусу круга в радиальной плоскости. Комбинированный шлифовальный круг работает следующим образом,
При съеме основного припуска, например припуска на предварительную или чистовую обработку, шлифование осуществляется крупнозернистым абразивным слоем, закрепленным на корпусе 1, с режимами, соответствующими предварительному или чистовому шлифо ванию жестким инструментом (направление вращения круга определяется расположением упругих пластин, как показано на фиг,1}. При этом рабочая поверхность мелкозернистых вставок утоплена, т.е. находится на некотором расстоянии от рабочей поверхности круга и не касается обрабатываемой поверхности заготовки. После снятия части припуска вручную или по сигналу контролирующего устройства на термобиметаллические пластины 3 подается электрический ток, в результате чего она нагревается (скорость нагрева 2,5-5,0°С в секунду) и пригибается. , В результате прогиба упругой пластины
30
35
40
45
50
55
0
5
0
5
0
5
0
5
0
5
3 эластичные элементы 6 с мелкозер- шкуркой перемещаются в радиальном направлении. В результате ос авша- яся небольшая часть припуска уда йяется закрепленной на элстичном элементе 6 мелкозернистой шкуркой 7 с режимами, соответствующими отделочному шлифованию нежестким инструментом. Величина радиальйого перемещения рабочей поверхности шкурки 7 с мелкозернистым слоем зависит от марки термобиметалла и силы тока в питающей цепи. Например, при использовании в качестве упругой пластины 3 термобиметалла марки ТБ1523 толщиной 1. мм нагрев последней на 1°С приводит к радиальному перемещению рабочей поверхности мелкозернисг того слоя на 0,04 мм.
Расположение эластичных вставок на упрргих термобиметаллических пластинах позволяет управлять демпфирующей способностью инструмента за счет изменения жесткости эластичного элемента. Кроме того, становится возможным демпфирование удара единичного абразивного зерна о поверхность обрабатываемой заготовки, а следовательно, и стабилизации силового и температурного режима шлифования.
Эластичные элементы, установленные на термобиметаллических пластинах, деформируясь, увеличивают площадь контакта круга и заготовки (фиг.А), а также допуска1от упругие отжатия, что приводит к снижению разновысотности зерен, соответствующему увеличению числа режущих зерен, уменьшению толщины слоя, срезаемого каждым зерном, снижению нагрузки на единичные зерна. Все это способствует снижению шероховатости обработанных поверхностей, улучшению физико-механических характеристик шлифовальных деталей, повьплениьэ стойкости инструмента.
Форма выполнения термобиметаллического элемента и его пространственное расположение позволяют кро- . ме радиального перемещения мелкозернистых элементов при изгибе пластин получать и их тангенциальное смещение. Это позволяет уменьшить нагрузки на передней по направлению вращения части элементов и, следовательно, улучшить качество обрабатываемой поверхности.
После окончания цикла шлифования
упругие пластины 3 электрической цени
отключаются и принимают
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный шлифовальный круг | 1990 |
|
SU1738625A1 |
| Комбинированный шлифовальный инструмент | 1989 |
|
SU1696290A1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2151047C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113340C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147983C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2268136C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2152869C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2155130C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
Изобретение относится к машиностроению, а именно к обработке металлов резанием, и может быть использовано для чистовой и отделочной обработки заготовок. Целью изобретения является повышение качества шлифования. Комбинированный шлифовальный инструмент представляет собой абразивный круг, рабочая поверхность которого имеет участки с крупной и мелкой зернистостью. Для реализации последовательного чистового шлифования и отделочной обработки крупнозернистый абразивный слой жестко закреплен на выступах корпуса шлифовального круга, а мелкозернистый слой представляет собой абразивную шкурку, установленную на эластичных вставках 6, связанных с упругими термобиметаллическими пластинами 3, размещенными во впадинах корпуса шлифовального круга. Выдвижение эластичных вставок с закрепленной мелкозернистой шкуркой в радиальном направлении осуществляется за счет изгиба термобиметаллических пластин, подключенных к источнику электрического тока. 1 з.п. ф-лы, 4 ил.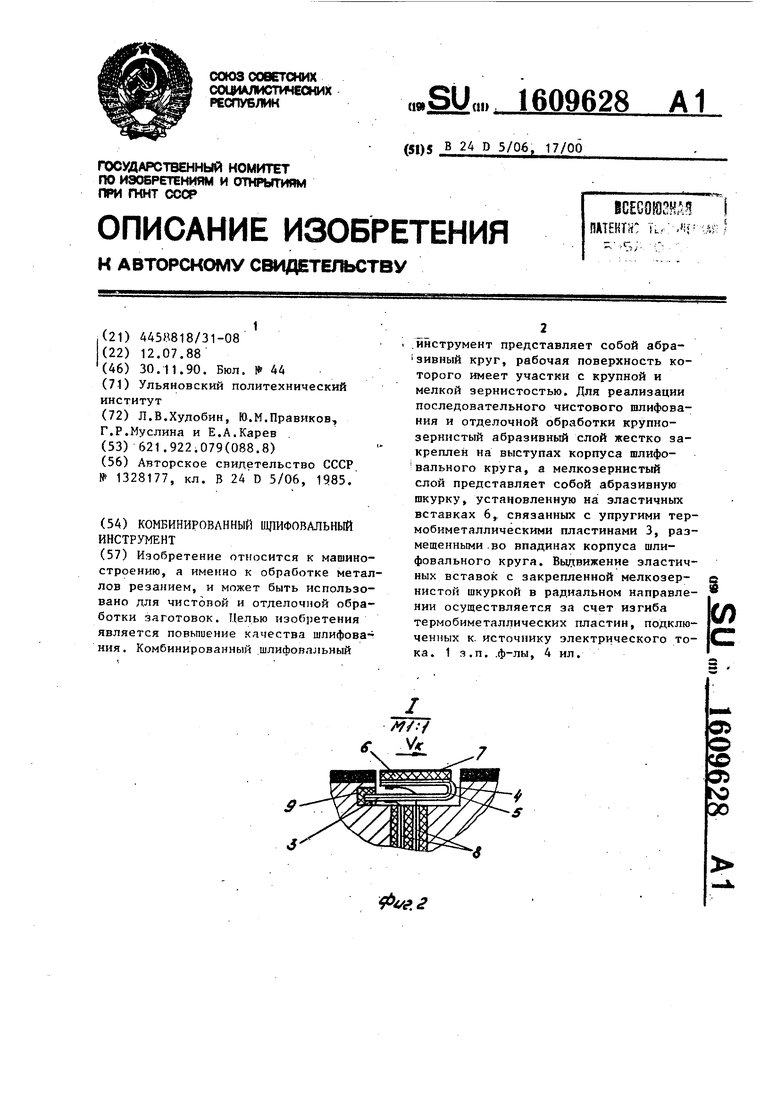
t/f.f
Фиг. 3
сригЛ
6 3
| Устройство для комбинированного шлифования | 1985 |
|
SU1328177A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
