СО
С


Изобретение относится к точному машиностроению и может быть использовано при сборке групповых резьбовых соединений. Цель изобретения - повышение производительности и надежности. Для этого в способе сборки групповых резьбовых соединений, заключающемся в выборе параметра затяжки, учете влияния на него последовательности сборки и поочередной затяжки, в качестве параметра затяжки выбирают угол затяжки, а степень влияния на него последовательности сборки учитывают по предложенной формуле. В результате затяжку каждого резьбового соединения, начиная со второго, производят с учетом изменения угла затяжки, вызванного деформацией стягиваемых деталей от затяжки предыдущей гайки. 5 ил.
Изобретение относится к точному машиностроению и может быть использовано при сборке групповых резьбовых соединений, состоящих из равномерно расположенных по плоскости разъема деталей болтов с гайками.
Известен способ сборки групповых резьбовых соединений, включающий операции предварительной затяжки гаек с одновременным определением коэффициентов податливости стягиваемых участков в резьбовых соединениях и окончательной затяжки крутящим моментом с учетом разницы моментов затянутого и затягиваемого резьбовых соединений, определяемой по расчетной зависимости.
Наиболее близким к изобретению по технической сущности является способ сборки групповых резьбовых соединений,
состоящих из равномерно расположенных по плоскости разъем деталей болтов, заключающийся в выборе параметра затяжки, учете влияния на него последовательности сборки и поочередной затяжке с контролем величины крутящего момента.
Недостатками известного способа являются невысокие производительность и надежность.
Цель изобретения - повышение производительности и надежности.
Данная цель достигается тем, что по способу сборки групповых резьбовых соединений, состоящих из равномерно расположенных по плоскости разъема деталей болтов, заключающемуся в выборе параметра затяжки, учете влияния на него последовательности сборки и поочередной затяжке с контролем величины крутящего момента,
со
|00
о
IGJ
14
поочередную затяжку производят с различной величиной крутящего момента, в качестве параметра затяжки выбран угол затяжки, а степень влияния на него учитывают по формуле
п -1 ri 2 1
( . Li }
где - степень влияния на угол затяжки n-й гайки (изменение угла затяжки);
- номер резьбового соединения;
d г - опорный диаметр гайки;
h- шаг резьбы;
fip - требуемое значение угла затяжки i-й гайки;
U - расстояние между осями резьбовых соединений.
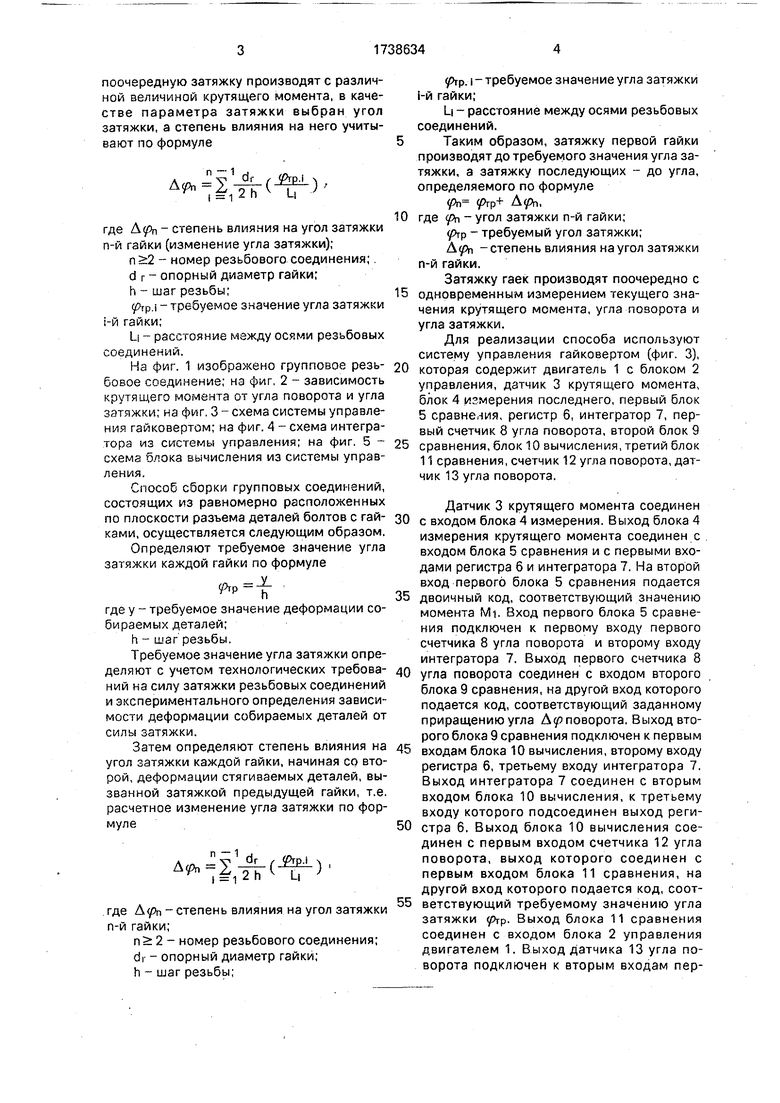
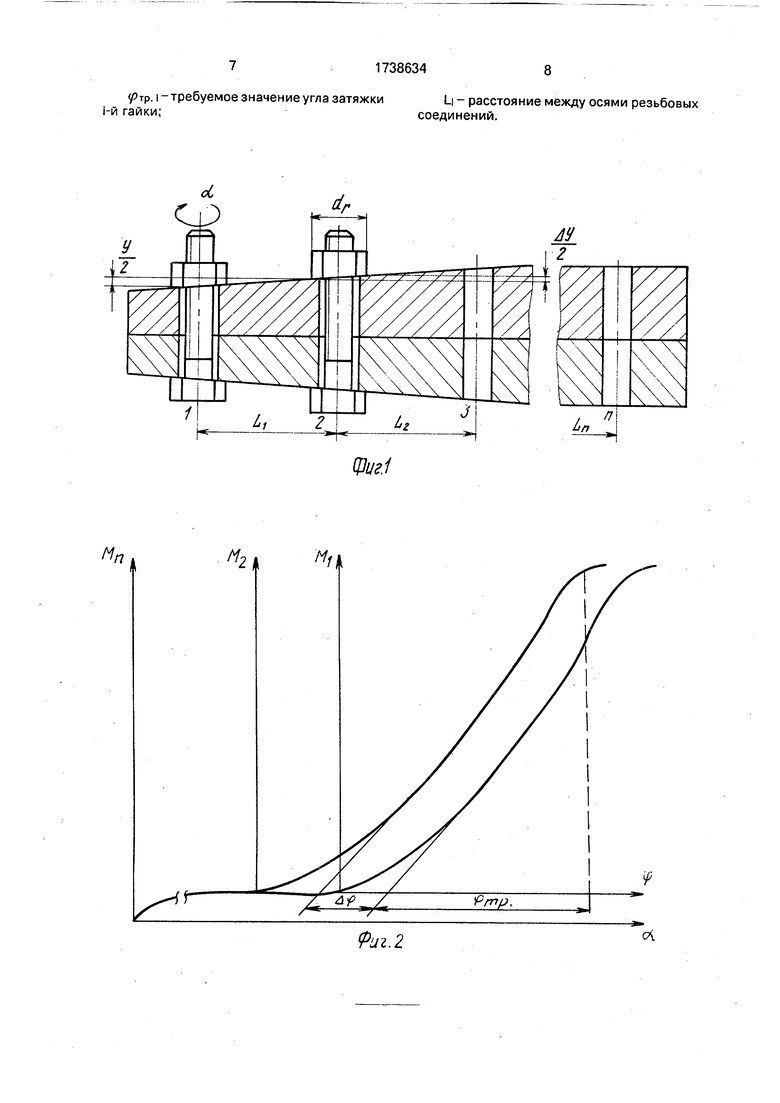
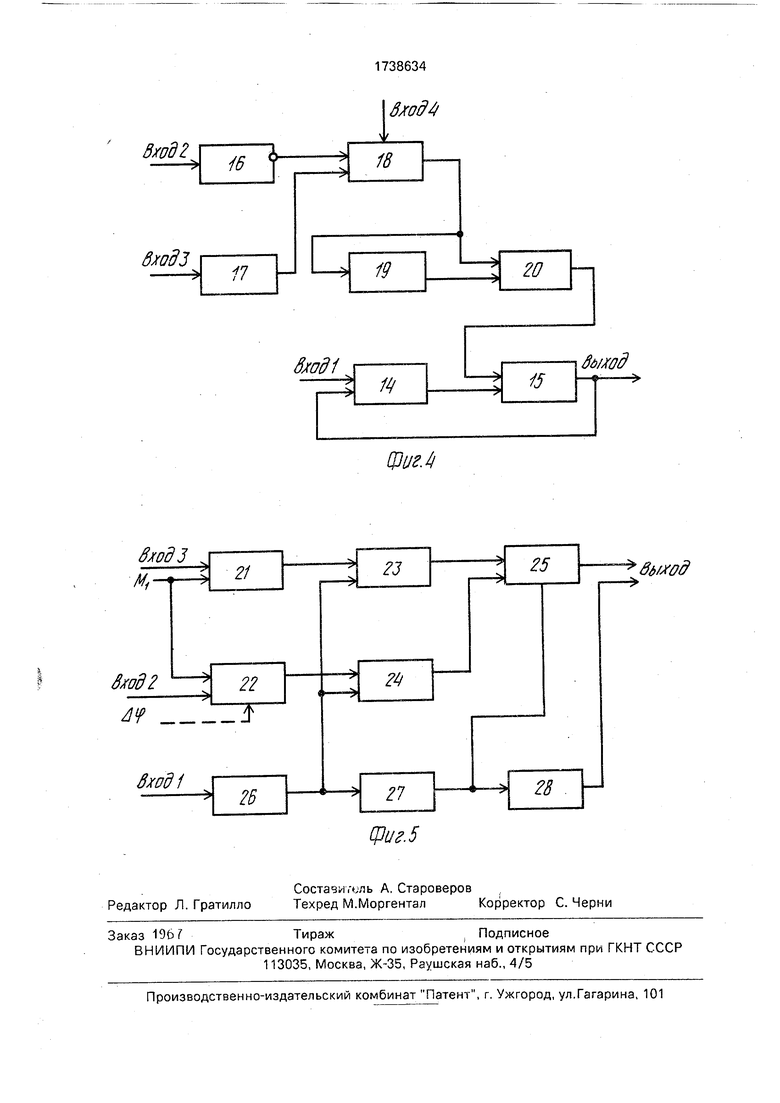
На фиг. 1 изображено групповое резьбовое соединение; на фиг, 2 - зависимость крутящего момента от угла поворота и угла затяжки; на фиг. 3 - схема системы управления гайковертом; на фиг, 4 - схема интегратора из системы управления; на фиг. 5 - схема блока вычисления из системы управления.
Способ сборки групповых соединений, состоящих из равномерно расположенных по плоскости разъема деталей болтов с гайками, осуществляется следующим образом.
Определяют требуемое значение угла затяжки каждой гайки по формуле
Jгде у - требуемое значение деформации собираемых деталей;
h - шаг резьбы.
Требуемое значение угла затяжки определяют с учетом технологических требований на силу затяжки резьбовых соединений и экспериментального определения зависимости деформации собираемых деталей от силы затяжки.
Затем определяют степень влияния на угол затяжки каждой гайки, начиная со второй, деформации стягиваемых деталей, вызванной затяжкой предыдущей гайки, т.е. расчетное изменение угла затяжки по формуле
п -1
Лрп 2
i 1
dr
2 h
где - степень влияния на угол затяжки n-й гайки;
п 2 - номер резьбового соединения;
di - опорный диаметр гайки;
h - шаг резьбы;
frp. i - требуемое значение угла затяжки i-й гайки;
U - расстояние между осями резьбовых соединений.
Таким образом, затяжку первой гайки
производят до требуемого значения угла затяжки, а затяжку последующих - до угла, определяемого по формуле
рп fip+ Лузп, где ( - угол затяжки n-й гайки;
ртр - требуемый угол затяжки; -степень влияния на угол затяжки n-й гайки.
Затяжку гаек производят поочередно с одновременным измерением текущего значения крутящего момента, угла поворота и угла затяжки.
Для реализации способа используют систему управления гайковертом (фиг. 3), которая содержит двигатель 1 с блоком 2 управления, датчик 3 крутящего момента, блок 4 измерения последнего, первый блок 5 сравнения, регистр 6, интегратор 7, первый счетчик 8 угла поворота, второй блок 9 сравнения, блок 10 вычисления, третий блок 11 сравнения, счетчик 12 угла поворота, датчик 13 угла поворота.
Датчик 3 крутящего момента соединен
с входом блока 4 измерения. Выход блока 4 измерения крутящего момента соединен с входом блока 5 сравнения и с первыми входами регистра 6 и интегратора 7. На второй вход первого блока 5 сравнения подается
двоичный код, соответствующий значению момента ML Вход первого блока 5 сравнения подключен к первому входу первого счетчика 8 угла поворота и второму входу интегратора 7. Выход первого счетчика 8
угла поворота соединен с входом второго блока 9 сравнения, на другой вход которого подается код, соответствующий заданному приращению угла Д поворота. Выход второго блока 9 сравнения подключен к первым
входам блока 10 вычисления, второму входу регистра 6, третьему входу интегратора 7, Выход интегратора 7 соединен с вторым входом блока 10 вычисления, к третьему входу которого подсоединен выход регистра 6. Выход блока 10 вычисления соединен с первым входом счетчика 12 угла поворота, выход которого соединен с первым входом блока 11 сравнения, на другой вход которого подается код, соответствующий требуемому значению угла затяжки (fip. Выход блока 11 сравнения соединен с входом блока 2 управления двигателем 1. Выход датчика 13 угла поворота подключен к вторым входам первого и второго счетчиков 8 и 12 угла поворота и четвертому входу интегратора 7.
Интегратор 7 (фиг. 4) системы управления содержит сумматор 14, регистр 15, первый и второй триггеры 16 и 17, схему ИЛИ 18, третий триггер 19, элемент И-ИЛИ 20.
На первый вход сумматора 14 подается сигнал с блока 4 измерения крутящего момента. Выход сумматора 14 соединен с первым входом регистра 15, выход которого подключен к второму входу сумматора 14. Инверсный выход первого триггера 16 соединен с первым входом схемы ИЛИ 18, к второму входу которой подключен выход второго триггера 17. Выход схемы ИЛИ 18 соединен с входом третьего триггера 19 и первым входом элемента И-НЕ 20. Выход третьего триггера 19 подключен к второму входу элемента И-НЕ 20, выход которого соединен с вторым входом регистра 15. Первый вход сумматора 14, входы первого и второго триггера 1 б и 17, третий вход схемы ИЛИ 18 являются соответственно первым, вторым, третьим и четвертым входами интегратора 7, а выход регистра 15 - выходом интегратора 7.
Блок 10 вычисления (фиг. 5) системы управления содержит сумматоры 21 и 22, регистры 23 и 24, блок 25 деления, первый, второй и третий одновибраторы 26 - 28 соответственно.
Значение момента Mi в обратном коде подается на первые входы сумматоров 21 и 22, выходы которых подключены соответственно к первым входам регистров 23 и 24. Выходы регистров 23 и 24 подключены соответственно к первому и второму входам блока 25 деления. Выход первого одновиб- ратора 26 соединен с вторыми входами регистров 23 и 24 и входом второго одновибратора 27, Выход последнего подключен к третьему входу блока 25 деления и входу третьего одновибратора 28. Вход первого одновибратора 26 и вторые входы сумматоров 21 и 22 являются соответственно первым, вторым и третьим входами блока 10 вычисления, а выход блока 25 деления и третьего одновибратора 28 - выходом этого блока. Пунктирная стрелка, обозначенная символом Ду, подразумевает, что умножение MI производится простым сдвигом разрядов первого входа сумматора 22.
Система управления гайковертом работает следующим образом.
После включения блока 2 управления на двигатель 1 подается напряжение, соответствующее требуемому значению скорости вращения двигателя 1, который приводит во вращение гайку резьбового соединения.
Датчик 3 крутящего момента контролирует значение крутящего момента, приложенного к гайке резьбового соединения, а блок 4 измерения крутящего момента преобразует
сигнал датчика 3 крутящего момента в цифровой код. На этапе затяжки резьбового со- единения при достижении крутящим моментом значения М1 срабатывает блок 5 сравнения и выдает сигнал на включение
интегратора 7 и счетчика 8 угла поворота. При достижении приращением угла поворота на выходе счетчика 8 угла поворота значения срабатывает второй блок сравнения, который выдает сигнал на запись в регистр 6 значения момента М2, соответствующего значению угла затяжки уъ, включение блока 10 вычисления и выключение интегратора 7, который к этому времени формирует на своем выходе код значений,
пропорциональных значению Md(p . Блок 10 вычисления через интервал времени порядка нескольких десятков микросекунд выдает на вход предварительной установки счетчика 11 угла поворота вычисленное по формуле значение
2 Syf M d (р - Mi
М2 - Ml
После чего счетчик 11 угла поворота отсчитывает угол затяжки, начиная ее со значения (pi. При достижении углом затяжки значения гр срабатывает третий блок 12 сравнения и выдает сигнал на вход блока 2
управления двигателя 1, который управляет торможением и остановкой двигателя 1. Формула изобретения Способ сборки групповых резьбовых соединений, состоящих из равномерно расположенных по плоскости разъема деталей болтов, заключающийся в выборе параметра затяжки, учете влияния на него последовательности сборки и поочередной затяжке с контролем величины крутящего момента,
отличающийся тем, что, с целью повышения производительности и надежности, поочередную затяжку производят с различной величиной крутящего момента, в качестве параметра затяжки выбирают угол
затяжки, а степень влияния на него учитывают по формуле
п - 1
(-), 55i 1 z где степень влияния на угол затяжки n-й гайки (измерение угла затяжки);
- номер резьбового соединения; От - опорный диаметр гайки; h - шаг резьбы;
. i -требуемое значение угла затяжкиLI - расстояние между осями резьбовых
i-й гайки;соединений.
Фиг.2
IT
см
- э
i
тог
40
fO
«
Sxodl
1738634
I вход4
ф
fpl/f.4
выход
| Способ сборки групповых резьбовых соединений | 1982 |
|
SU1289665A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ сборки групповых резьбовых соединений | 1983 |
|
SU1289666A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
