Изобретение относится к изготовлению металлоконструкций, используемых в качестве несущих элементов перекрытий и покрытий зданий
Известен способ изготовления облегченной металлической балки, в котором роспуск исходного двутавра производится по ломанной линии с образованием шестиугольных отверстий в стенке изготавливаемой балки.
Недостатком данного способа является то, что высота образованной балки ограничена и составляет максимально 1,5 высоты исходного двутавра, вследствие того, что в поясах балки в зонах отверстий возникают изгиВ ающие моменты, что снижает несущую способность балки Кроме того, в образованной балке не допускается произвольное приложение нагрузок на верхний пояс балки.
Наиболее близким к изобретению является способ изготовления облегченных балок, в котором производят резку вертикальной стенки исходной балки по пилообразной линии с образованием полубалок с выступами и впадинами, стыковку и сварку полубалок по выступам. При этом пилообразную линию выполняют с равносторонним зубом, а стыковку и сварку по выступам осуществляют после смещения полубалок относительно друг друга вдоль линии реза.
Недостатком известного способа является недостаточная несущая способность изготовления балки вследствие ее ограниченной высоты. При использовании вставок увеличивается расход стали.
Целью изобретения является увеличение несущей способности балки.
Указанная цепь достигается тем, что согласно способу изготовления облегченной металлической балки при котором произво 1
СО 00
о о ел
дят резку вертикальной стенки исходной балки по зигзагообразной линии с образованием полубалок с выступами и впадинами и осуществляют их стыковку и сварку по выступам, зигзагообразную линию выполняют с прямоугольными выступами с отношением высоты выступа к его длине, равным 0,6-0,75, Затем вырезают прямоугольные треугольники с меньшим катетом, равным половине длины выступа, и с углом наклона его к нижнему поясу балки, равным
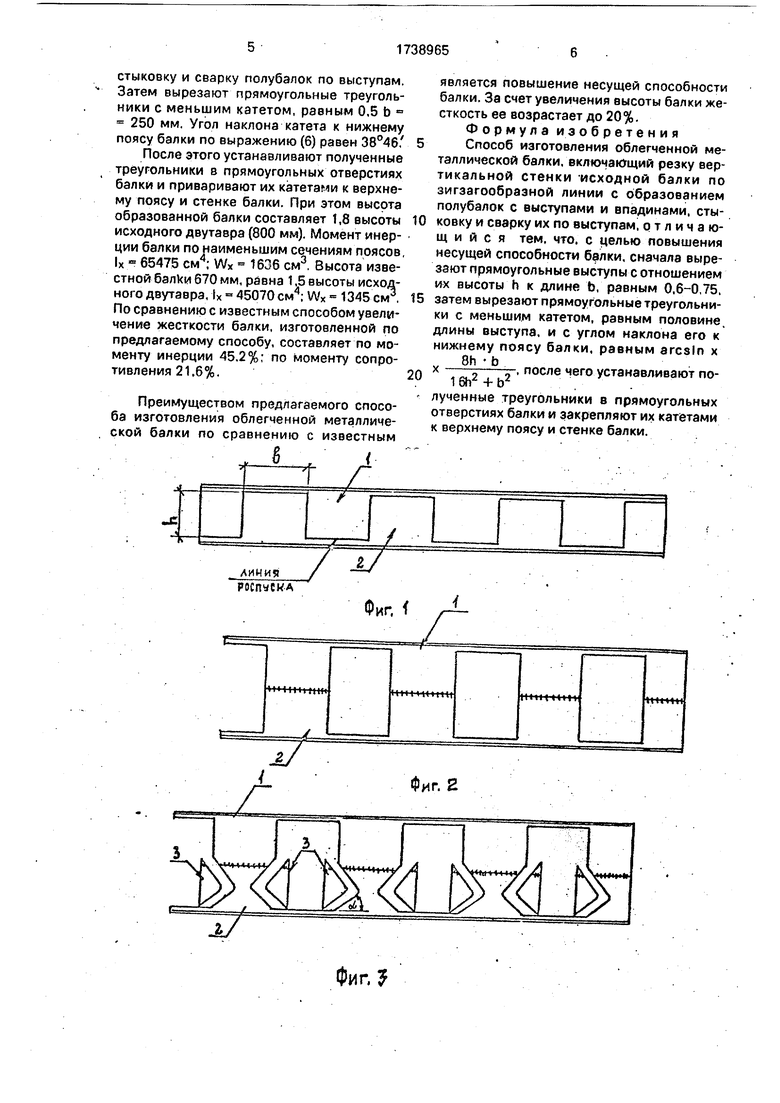
можна постановка ребер 5 жесткости (фиг.5).
Углы наклона меньших катетов вырезанных прямоугольных треугольников к нижнему поясу балки выбирают по выражению (1) (фиг.5). Гипотенуза треугольного участка С (фиг.5) равна
10
0.5Ь sin «
(2)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1798457A1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1821536A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1997 |
|
RU2148131C1 |
| Способ изготовления облегченной металлической балки | 1991 |
|
SU1795035A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1997 |
|
RU2148132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2006 |
|
RU2339481C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1993 |
|
RU2113957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ БАЛКИ С ПЕРФОРИРОВАННОЙ СТЕНКОЙ | 1994 |
|
RU2087642C1 |
| Способ изготовления облегченныхдВуТАВРОВыХ бАлОК | 1979 |
|
SU804297A1 |
Использование: используется для изготовления облегченных металлических конструкций с перфорированной стенкой. Сущность изобретения, изобретение представляет собой способ изготовления облегченной металлической балки, включающий резку вертикальной стенки исходной балки по зигзагообразной линии с образованием лолубалок с выступами и впадинами, причем выступы и впадины выполнены прямоугольными с соотношением высоты h к длине Ь, равным 0.6-0,75. Затем из образовавшихся заготовок вырезают прямоугольные треугольники с меньшим катетом, равным половине длины выступа, и с углом наклона его к нижнему поясу балки, равным 8h о arcstn 16h2 +b2 -. После чего устанавливают полученные треугольники в отверстиях балки и закрепляют их катетами к верхнему поясу и стенке балки. 6 ил. со С
arcsln
8h b 16h2 + b2
(D
где h - высота выступа;
b - длина выступа.
После этого устанавливают полученные треугольники в прямоугольных отверстиях балки и приваривают их катетами к верхнему поясу и стенке балки.
Используют для увеличения высоты балки практически всю высоту плоской части стенки и получают облегченную балку высотой до 1,8 высоты исходной балки, что увеличивает ее несущую способность. Место приложения нагрузок к верхнему поясу балки - произвольно.
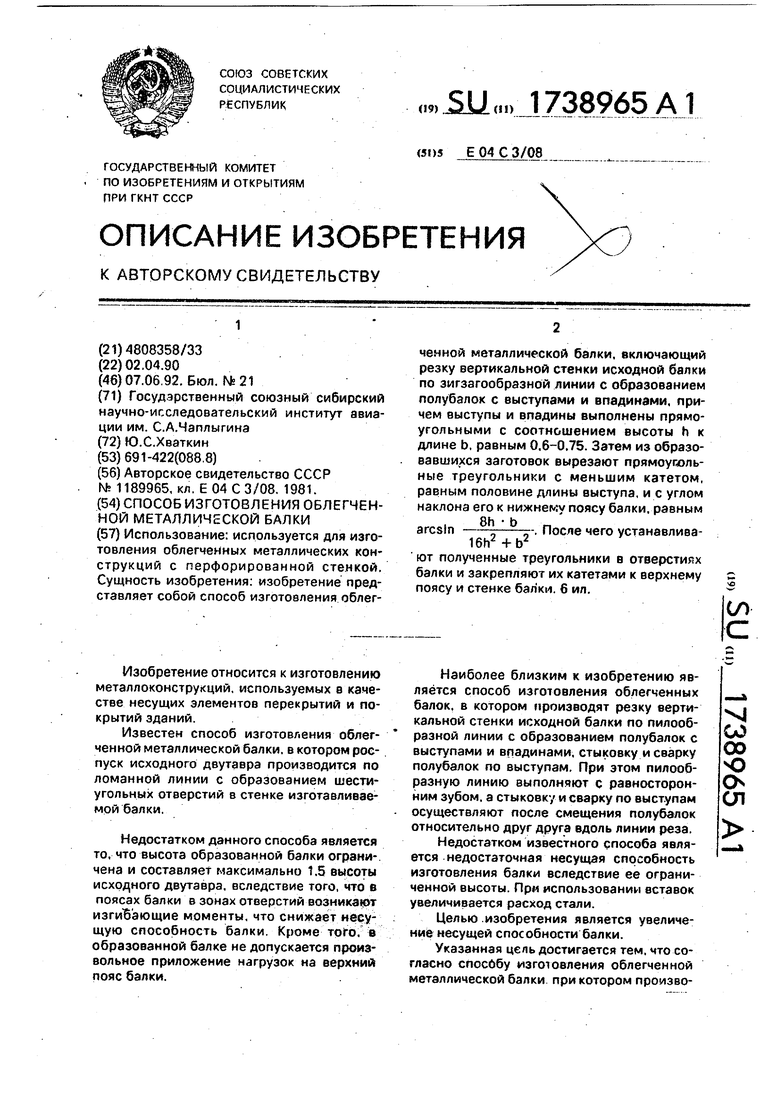
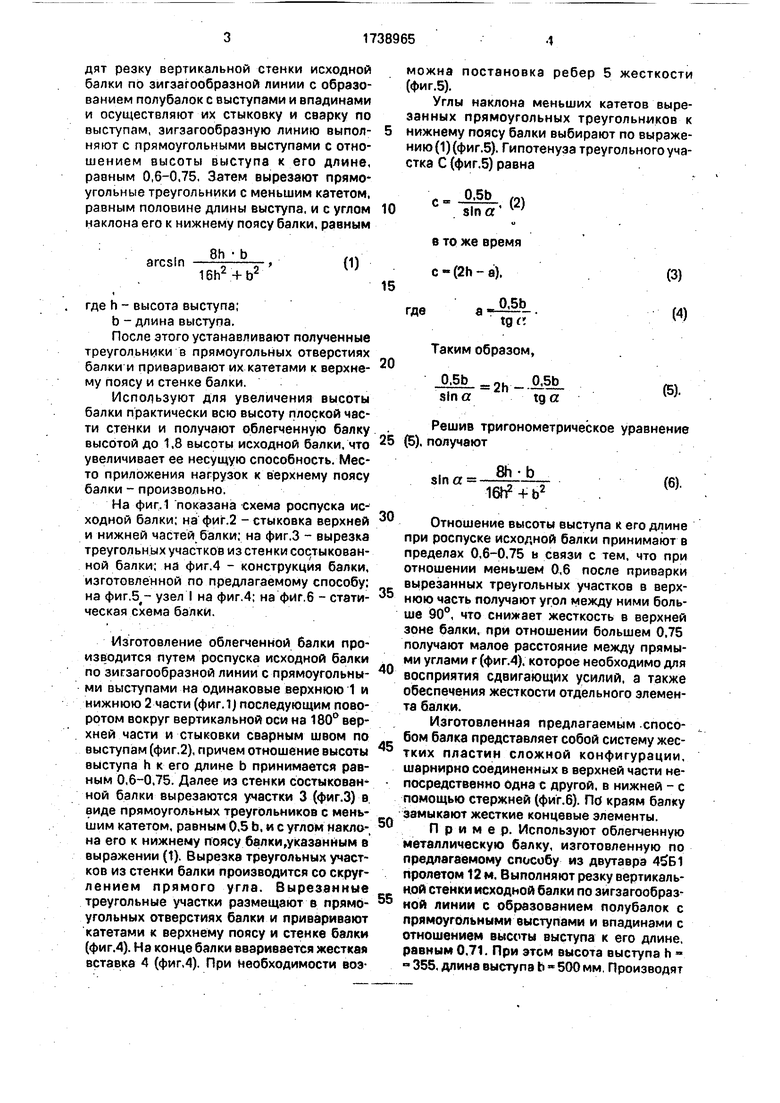
На фиг. 1 показана схема роспуска исходной балки; на фиг.2 - стыковка верхней и нижней частей балки; на фиг.З - вырезка треугольных участков из стенки состыкованной балки; на фиг.4 - конструкция балки, изготовленной по предлагаемому способу: на фиг.5,- узел I на фиг.4; на фйг.6 - статическая схема балки.
Изготовление облегченной балки производится путем роспуска исходной балки по зигзагообразной линии с прямоугольными выступами на одинаковые верхнюю 1 и нижнюю 2 части (фиг.1) последующим поворотом вокруг вертикальной оси на 180° верхней части и стыковки сварным швом по выступам (фиг.2), причем отношение высоты выступа h к его длине b принимается равным 0,6-0,75. Далее из стенки состыкованной балки вырезаются участки 3 (фиг.З) в виде прямоугольных треугольников с меньшим катетом, равным 0,5 Ь, и с углом наклона его к нижнему поясу балки,указаниым в выражении (1). Вырезка треугольных участков из стенки балки производится со скруг- лением прямого угла. Вырезанные треугольные участки размещают в прямоугольных отверстиях балки и приваривают катетами к верхнему поясу и стенке балки (фиг.4). На конце балки вваривается жесткая вставка 4 (фиг,4). При необходимости воз
в то же время с-(2п-а).
где
,5Ь tg«
Таким образом,
0.5Ь 2h 0,5b sin atg a
(3) (4)
(5).
Решив тригонометрическое уравнение 25 (5). получают
slna
8h-b 16tf +b2
(6).
0
5
0
5
0
5
Отношение высоты выступа к его длине при роспуске исходной балки принимают в пределах 0,6-0,75 ь связи с тем, что при отношении меньшем 0,6 после приварки вырезанных треугольных участков в верхнюю часть получают угол между ними больше 90°, что снижает жесткость в верхней зоне балки, при отношении большем 0,75 получают малое расстояние между прямыми углами г (фиг.4). которое необходимо для восприятия сдвигающих усилий, а также обеспечения жесткости отдельного элемента балки.
Изготовленная предлагаемым .способом балка представляет собой систему жестких пластин сложной конфигурации, шарнирно соединенных в верхней части непосредственно одна с другой, в нижней - с помощью стержней (фиг.6). Пб краям балку замыкают жесткие концевые элементы.
Пример. Используют облегченную металлическую балку, изготовленную по предлагаемому способу из двутавра 45Б1 пролетом 12 м. Выполняют резку вертикальной стенки исходной балки по зигзагообразной линии с образованием полубалок с прямоугольными выступами и впадинами с отношением высоты выступа к его длине, равным 0,71. При этом высота выступа h - 355, длина выступа b - 500 мм. Производят
стыковку и сварку полубалок по выступам. Затем вырезают прямоугольные треугольники с меньшим катетом, равным 0,5 b 250 мм. Угол наклона катета к нижнему поясу балки по выражению (6) равен 38°46, После этого устанавливают полученные треугольники в прямоугольных отверстиях балки и приваривают их катетами к верхнему поясу и стенке балки. При этом высота образованной балки составляет 1,8 высоты исходного двутавра (800 мм). Момент инерции балки по наименьшим сечениям поясов, 1Х 65475 см4; W 1636 см3. Высота известной балКи 670 мм, равна 1,5 высоты исходного двутавра, х - 45070 см4; Wx 1345 см3. По сравнению с известным способом увеличение жесткости балки, изготовленной по предлагаемому способу, составляет по моменту инерции 45,2%; по моменту сопротивления 21.6%.
Преимуществом предлагаемого способа изготовления облегченной металлической балки по сравнению с известным
0
5
0
является повышение несущей способности балки. За счет увеличения высоты балки жесткость ее возрастает до 20%.
Формула изобретения Способ изготовления облегченной металлической балки, включающий резку вертикальной стенки исходной балки по зигзагообразной линии с образованием полубалок с выступами и впадинами, стыковку и сварку их по выступам, отличающийся тем, что. с целью повышения несущей способности балки, сначала вырезают прямоугольные выступы с отношением их высоты h к длине Ь, равным 0.6-0,75. затем вырезают прямоугольные треугольники с меньшим катетом, равным половине, длины выступа, и с углом наклона его к нижнему поясу балки, равным arcsln x
х , после чего устанавливают по1 6h2 + b2
лученные треугольники в прямоугольных отверстиях балки и закрепляют их катетами к верхнему поясу и стенке балки.
Фиг, f
Фиг. 2
Фиг,
,
7 UV Ч-
I - °.g .. osЈ,
ЛfУ У
Фмг.5
/
z
ММ+чН
(MM Hf
7
V« I t t
Фиг, 4- I
| Способ изготовления облегченных балок с отверстиями в стенке | 1982 |
|
SU1189965A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
