этот способ неприемлем из-за того, что сварной шов будет попадать на ослабленное сечение балки СЗЗ.
Цель изобретения - получение экономии металла и обеспечение оптимальной несущей способности по всей длине облегченной балки при ее изготовлении.
Указанная цепь достигается тем, что обрезают оба торца каждой полубалки до середины ближайших к концам выступов полубалки, стыкуют по этим обрезанным горцам и сваривают в непрерывную плеть, а затем отрезают от плети полубалки заданной длины перед стыковкой и сваркой полубалок.
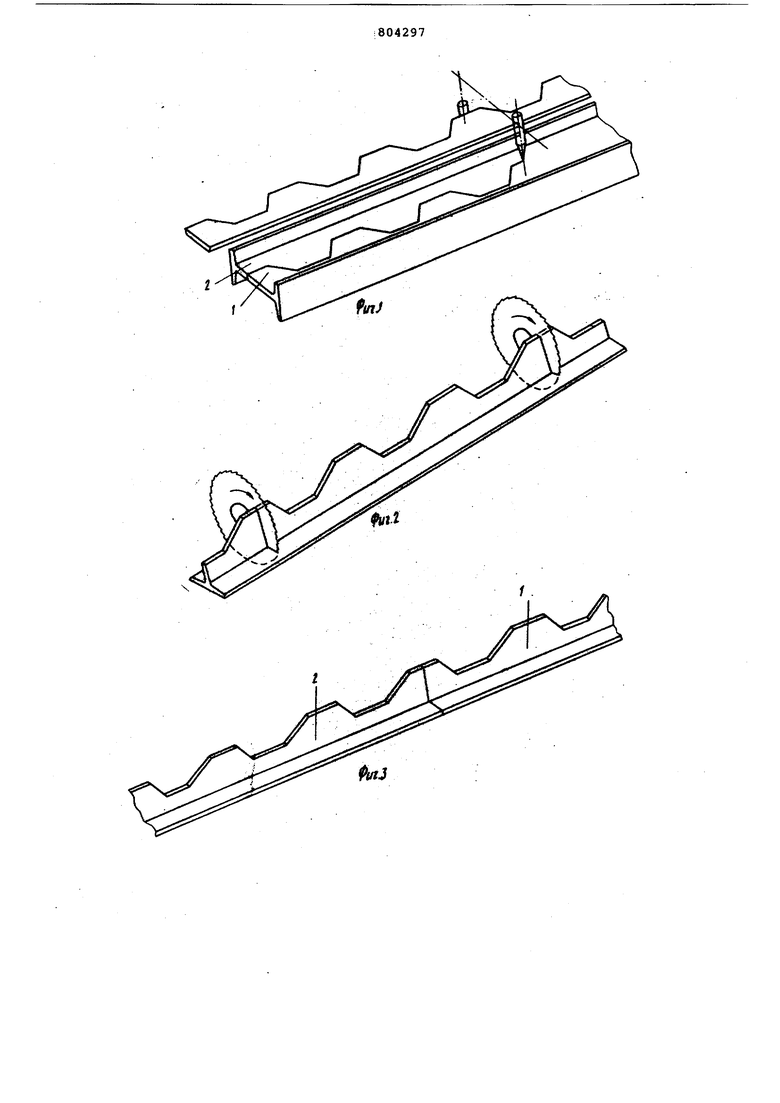
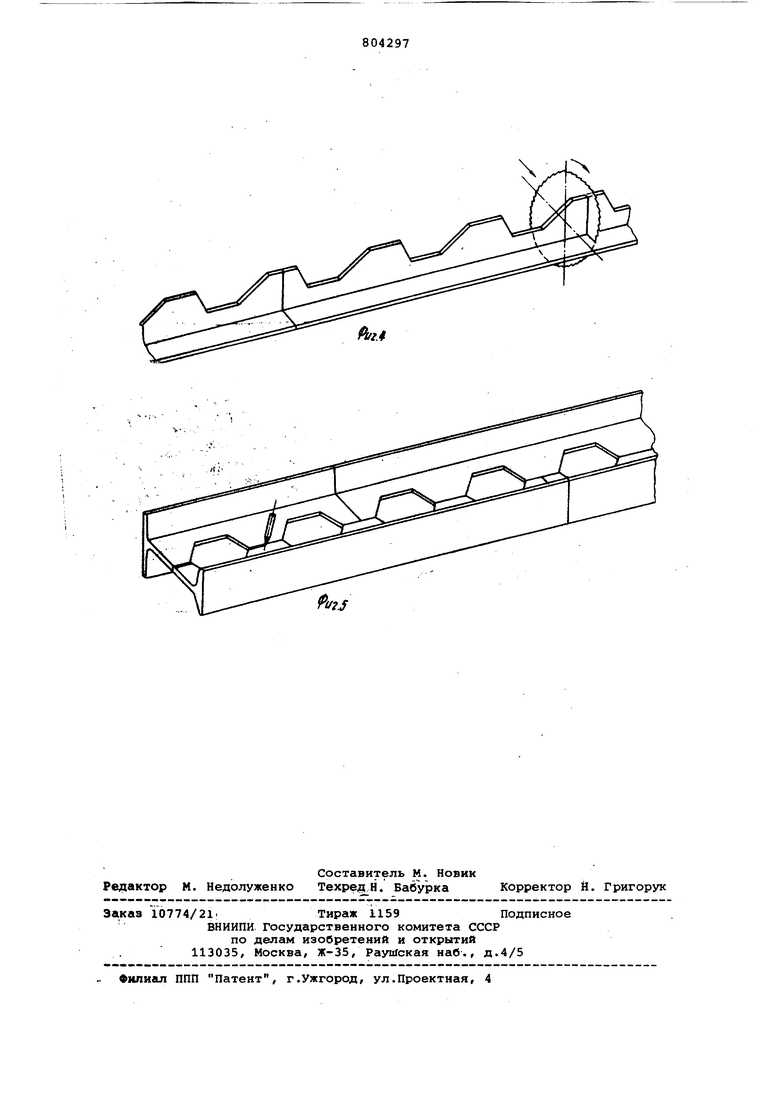
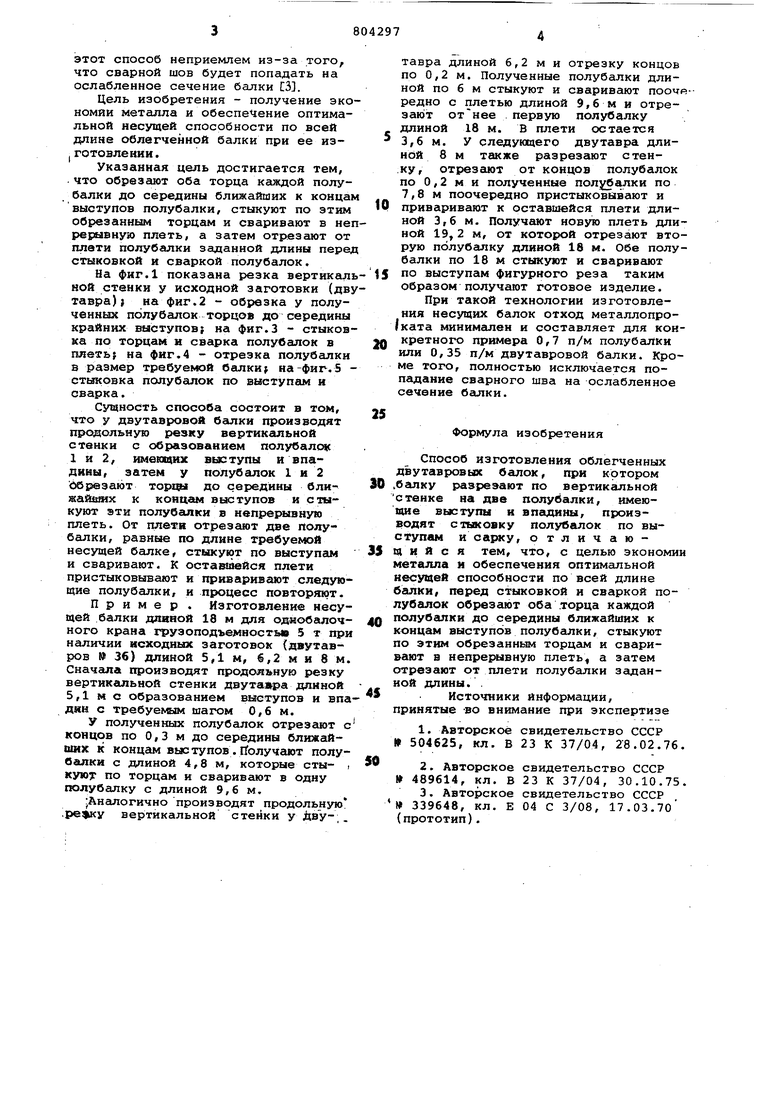
На фиг.1 показана резка вертикальной стенки у исходной заготовки (двутавра); на фиг.2 - обрезка у полученных полубалок торцов до середины крайних выступов} на фиг.З - стыковка по торцам и сварка полуСалок в анвть} на фиг.4 - отрезка полубалки в размер требуемой балки на-фиг.5 стыковка полубсшок по выступам и сварка.
Сущность способа состоит в том, что у двутавровой башки производят продольную резку вертикальной стенки с образованием полубалсчс 1 и 2, имеЕощих вьютупы и впадины, затем у полубалок I и 2 Ьбрезают торгул до середины ближайшшх к концам выступов и стыкуют эти полубалки в непрерывную плеть. От плети отрезают две полубалки, равные по длине требуемой несущей балке, стыкуют по выступам и сваривают. К оставшейся плети пристыковывают и приварившот следующие полубалки, и процесс повторяют.
Пример . Изготовление несущей балки длиной 18 м для одиобалочного крана грузоподъемность 5 т при наличии исходных заготовок (двутавров 36) длиной 5,1 м, 6,2 ми 8м. Сначала производят продольную резку вертикальной стенки двутавра длиной 5,1 м с образованием выступов и впадин с требуек&1м шагом 0,6 м.
У полученных полу балок отрез гиот с концов по О,3 м до середины ближайших к концам выступов .ГГолучают полубалки с длиной 4,8м, которые сты- , куют по торцам и сваривают в одну полубалку с длиной 9,6 м.
;Аналогично производят продольную . вертикальной стенки у Аву-;,
тавра длиной 6,2 м и отрезку концов по 0,2 м. Полученные полубалки длиной по 6 м стыкуют и сваривают поочередно с плетью длиной 9,6 м и отреза1от отнее первую полубалку длиной 18 м. В плети остается 5 3,6 м. У следующего двутавра длиной 8 м также разрезгиот стенку, отрезают от концов полубалок по 0,2 м и полученные по 7,8 м поочередно пристыковывают и
0 привариваю.т к оставшейся плети длиной 3,6 м. Получают новую плеть длиной 19,2 м, от которой отрезают вторую полубалку длиной 18 м. Обе полубалки по 18 м стыкуют и сваривают 5 по выступам фигурного реза таким образом получают готовое изделие.
При такой технологии изготовления несущих балок отход металлопро|ката минимален и составляет для конд кретного примера 0,7 п/м полубалки или 0,35 п/м двутавровой балки. Кроме того, полностью исключается попадание сварного шва на ослабленное сечение балки.
Формула изобретения
Способ изготовления облегченных двутавровых балок, при котором
.балку разрезают по вертикальной стенке на две полубалки, имеющие выступы и впадикы, производят cnatovKy полубалок по выступам и сарку, отличаюЩ и и с я тем, что, с целью экономии металла и обеспечения оптимальной несущей способности по всей длине балки, перед стыковкой и сваркой полубалок обрезают оба .торца каждой
полубалки до середины ближайших к концам выступов полубалки, стыкуют по этим обрезанным торцгьм и сваривают в непрерывную плеть а затем отрезают от плети полубалки згщанной длины. .
Источники информации,
принятые -во внимание при экспертизе
1. Авторское свидетельство СССР 504625, кл. В 23 К 37/04, 2-8.02.76.
свидетельство СССР
23 К 37/04, 30.10,75.
свидетельство СССР 04 С 3/08, 17.03.7o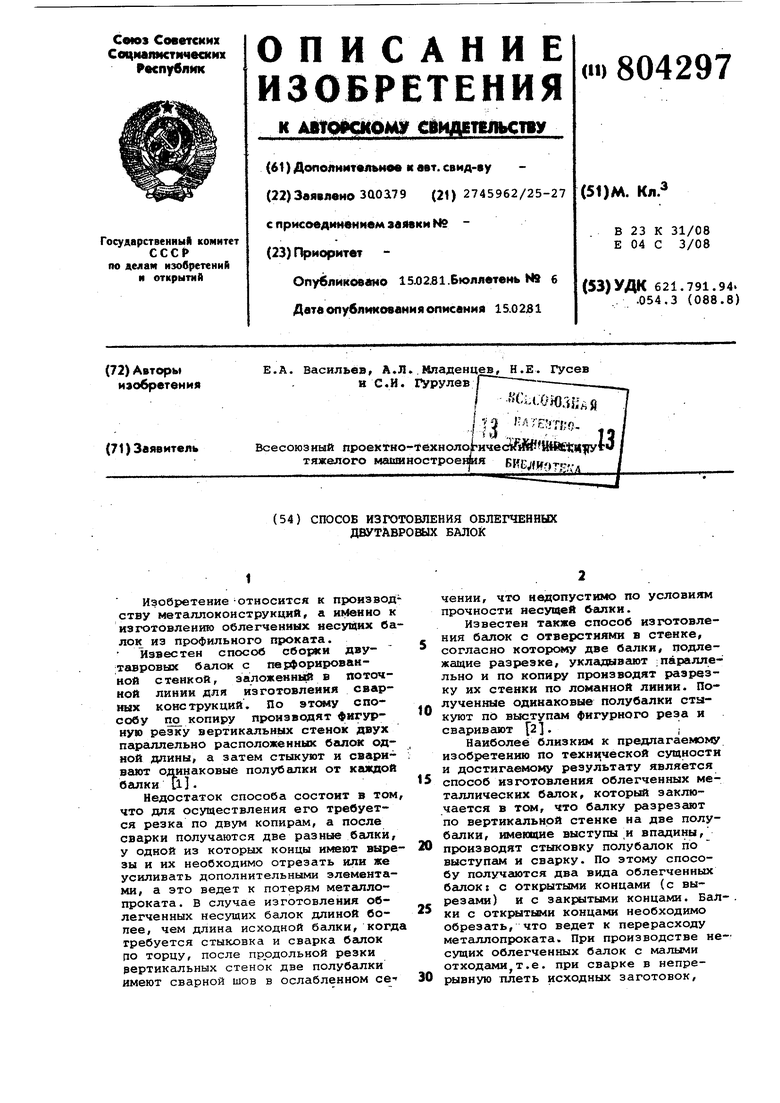
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления облегченных двутавровых балок | 1987 |
|
SU1488167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| Способ изготовления облегченной металлической балки | 1991 |
|
SU1795035A1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1798457A1 |
| Способ электродуговой сварки под флюсом изделий из двух частей,имеющих чередующиеся выступы и впадины | 1981 |
|
SU1031679A1 |
| Способ изготовления облегченных балок с отверстиями в стенке | 1982 |
|
SU1189965A1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1821536A1 |
| Способ изготовления балок с отверстиями в стенке | 1989 |
|
SU1722752A1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| Установка для сборки и сварки балок с вырезами в стенке из двух полубалок | 1983 |
|
SU1140921A1 |