Изобретение относится к металлургии, в частности к изготовлению рабочих валков для станов холодной прокатки
Цель изобретения - повышение качества валков путем устранения направленной текстуры в его поверхностном слое.
Способ осуществляется следующим образом.
П р и м е р 1. Рабочий валок из литой стали с содержанием основных компонентов, %: С 0,80-0,88; ,9-4,4; ,5-6,5; V 1,7-2,1; ,0-5,5, прокатывают на стане горячей продольной прокатки-на круглую заготовку с промежуточным диаметром 80 мм. Производят закалку заготовки с температуры 1220°С в масле при 300°С. Затем нагревают до 1040-1080°С и производят поперечно-винтовую прокатку до конечного размера диаметром 50 мм. Получают относительное обжатие при поперечно-винтовой прокатке ,5%. Далее
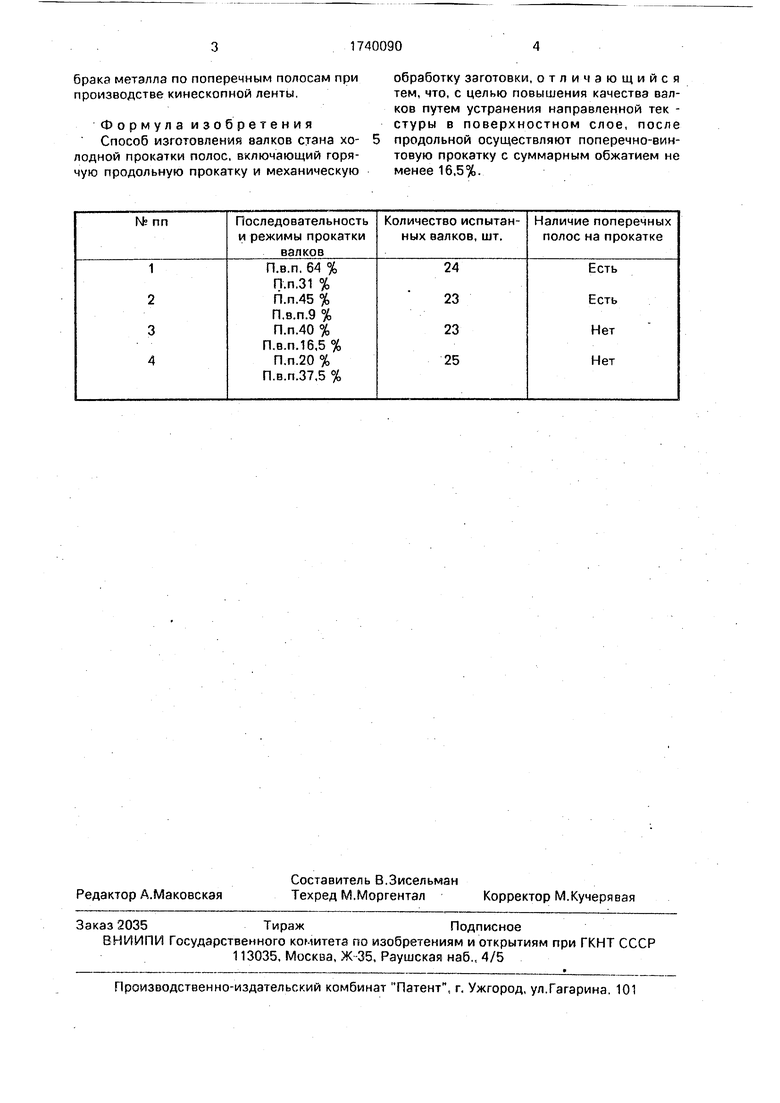
производят шлифовку до потребительского размера диаметром 45 мм и окончательную шлифовку для придания требуемой микрогеометрии поверхности. При прокатке на таких валках поперечные полосы на прокатке на появляются, что говорит об отсутствии направленной текстуры в поверхностном слое валка (таблица, № 4).
Пример2.То же, что и в примере 1. но на стане продольной прокатки прокатывают заготовку на промежуточный размер диаметром 60 мм. При поперечно-винтовой прокатке получают относительное обжатие
-KQ- 16,5%. При прокатке на таких валках поперечные полосы на прокатке не появляются (таблица, N 3).
При изготовлении валков с проведением поперечно-винтовой прокатки до продольной (таблица № 1) или с недостаточной от- пенью деформирования (таблица N 2} в поверхностном слое валка возникает направленная текстура, приводящая к возникновению поперечных полос на прокате.
Таким образом, преимущество рассматриваемого способа состоит в уменьшении
(Л
С
о ю
брака металла по поперечным полосам при производстве кинескопной ленты,
Формула изобретения Способ изготовлений аалков стана холодной прокатки полос, включающий горячую продольную прокатку и механическую
обработку заготовки, отличающийся тем, что, с целью повышения качества валков путем устранения направленной тек - стуры в поверхностном слое, после продольной осуществляют поперечно-винтовую прокатку с суммарным обжатием не менее 16,5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
| Способ асимметричной листовой прокатки | 2023 |
|
RU2811630C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2074776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2098493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| ОБРАБОТКА СПЛАВОВ ТИТАН-АЛЮМИНИЙ-ВАНАДИЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ЕЕ ПОМОЩЬЮ | 2004 |
|
RU2339731C2 |
Изобретение относится к металлургии и может быть использовано при изготовлении валков для станов холодной прокатки. Цель изобретения - повышение качества валков путем устранения направленной текстуры в поверхностном слое. Обработку валковой заготовки давлением производят прокаткой в два этапа - сначала продольной допроме- жуточного размера, а затем поперечно-винтовой до конечного с обжатием на втором этапе 16,5 - 38 %, 1 табл.
| Авторское свидетельство СССР № 1451947, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
