(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2250816C2 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 2006 |
|
RU2323078C2 |
| УСТАНОВКА ДЛЯ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ, ФОРСУНКА ДЛЯ НЕЕ (ВАРИАНТЫ), СПОСОБ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ И СОСТАВ ДЛЯ НЕЕ | 2010 |
|
RU2450906C2 |
| СПОСОБ ОЧИСТКИ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2381096C2 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2013 |
|
RU2539241C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СПЛАВОВ ТИТАНА | 2020 |
|
RU2754622C1 |
| СПОСОБ ГИДРОГАЗОАБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2001 |
|
RU2223167C2 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ ПУТЕМ УДАЛЕНИЯ ТОНКИХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2009 |
|
RU2413602C2 |
| Способ гидроабразивной очистки поверхностей от загрязнений | 2018 |
|
RU2690454C1 |
| СПОСОБ АБРАЗИВНО-ГАЗОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СОПЛОВОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2246391C2 |
Изобретение относится к гидроабразивной обработке деталей, в частности к способу очистки поверхностей гидроабразивной аэрозольной струей от нагара, окалины, ржавчины и т.п. загрязнений. Цель изобретения - повышение эффективности очистки поверхностей. Из резервуара на обрабатываемую поверхность детали при помощи сверхзвукового сопла подают гидроабразивную суспензию струей сжатого газа, скорость которой выбирают а пределах 200-500 м/с. В результате взаимодействия сверхскоростной струи газа и гидроабразивной суспензии происходит газодинамическое распыление последней с образованием аэрозольных частиц, включающих в себя абразивные частицы, при этом соотношение массовых расходов суспензии и газа не превышает 1:10. 2 ил., 2 табл.
Изобретение относится к гидроабразивной обработке деталей, в частности к способу очистки поверхностей гидроабразивной аэрозольной струей от нагара, окалины, ржавчины и т.п. загрязнений.
Цель изобретения - повышение эффективности очистки-поверхностей.
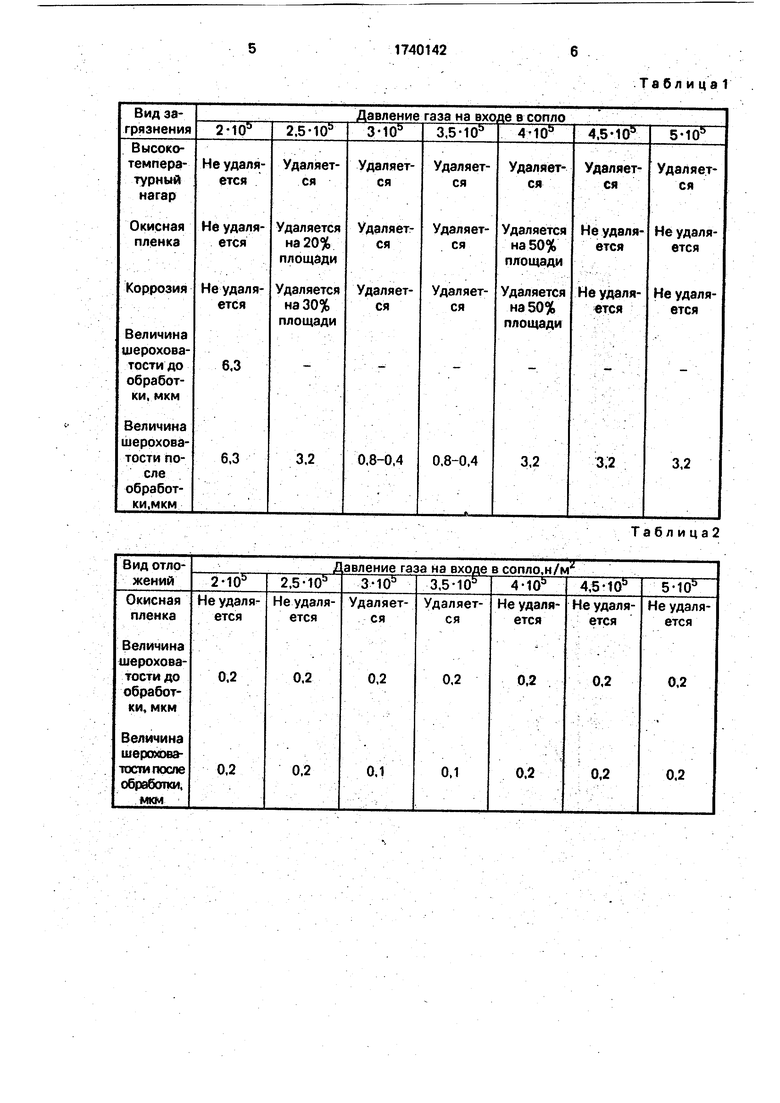
На фиг. 1 представлена схема установки для реализации способа очистки; на фиг. 2 - график изменения скорости струи газа от величины давления газа на входе в сопло.
П р и м е р . Из резервуара 1, содержащего устройство 2 для перемешивания гид- роабразивной суспензии с целью поддержания абразивных частиц во взвешенном состоянии, абразивно-жидкостная суспензия в результате эжекции поступает через иглу 3 в зону распиливания, расположенную в сверхзвуковой части газового сопла 4. Скорость газа Vr на выходе из сопла изменяется в пределах от 200 до 500 м/с (фиг. 2), что соответствует изменению давления газа Рг на входе в сопло 4 в пределах (1.5-5,0) -105 м/м2. Контроль величины газа на входе в сопло осуществляется с помощью манометра 5.
В указанном диапазоне скоростей обеспечивается дробление суспензии на капли диаметром (8-50) Ю76 м с заключенными внутри капель абразивными частицами с диаметром не более м.
Как показывают эксперименты, с уменьшением размеров капель суспензии увеличиваются их удельная поверхность и их количество в единице объема потока, что приводит к повышению эффективности очистки.
VI
4 О
Ј ГО
В качестве абразивных частицы используются: глина, мел, бытовые пасты типа Чистоль и др. С целью получения устойчивых суспензий, в рабочую жидкость (воду) добавляется поверхностно-активное вещество (ПАВ) с концентрацией 2-5%. Использование в качестве ПАВ Аэрол-1 одновременно с эффектом очистки позволяет производить также мойку и антикоррозионную обработку поверхности, что связано с наличием ингибитора в составе указанного ПАВ, предотвращающего коррозию очищаемых поверхностей. Эксперименты показывают, что время очистки является функцией скорости газового потока.
С увеличением скорости струи газа до значения 500 м/с растет кинетическая энергия абразивных частиц и уменьшается время очистки. Дальнейшее повышение скорости газового потока приводит к увеличению времени очистки, так как при высоких скоростях, превышающих 500 м/с, время контакта капель суспензии с поверхностью мало. В результате абразивные частицы, находящиеся внутри капли, не успевают полностью преодолеть окружающую их пленку жидкости, что снижает эффективность очистки.
Наличие в суспензии частиц размером более , например, мелкого песка, ухудшает состояние поверхности и не способствует повышению эффективности очистки по сравнению с частицами диаметром менее м.
Установлено также, что в увеличением расхода суспензии по отношению к расходу сжатого воздуха время очистки уменьшается. Однако при соотношении массовых расходов суспензии и воздуха МС/МГ 1:10 дальнейшего уменьшения времени очистки не наблюдается, что обусловлено появлением сплошной пленки жидкости на обрабатываемой поверхности.
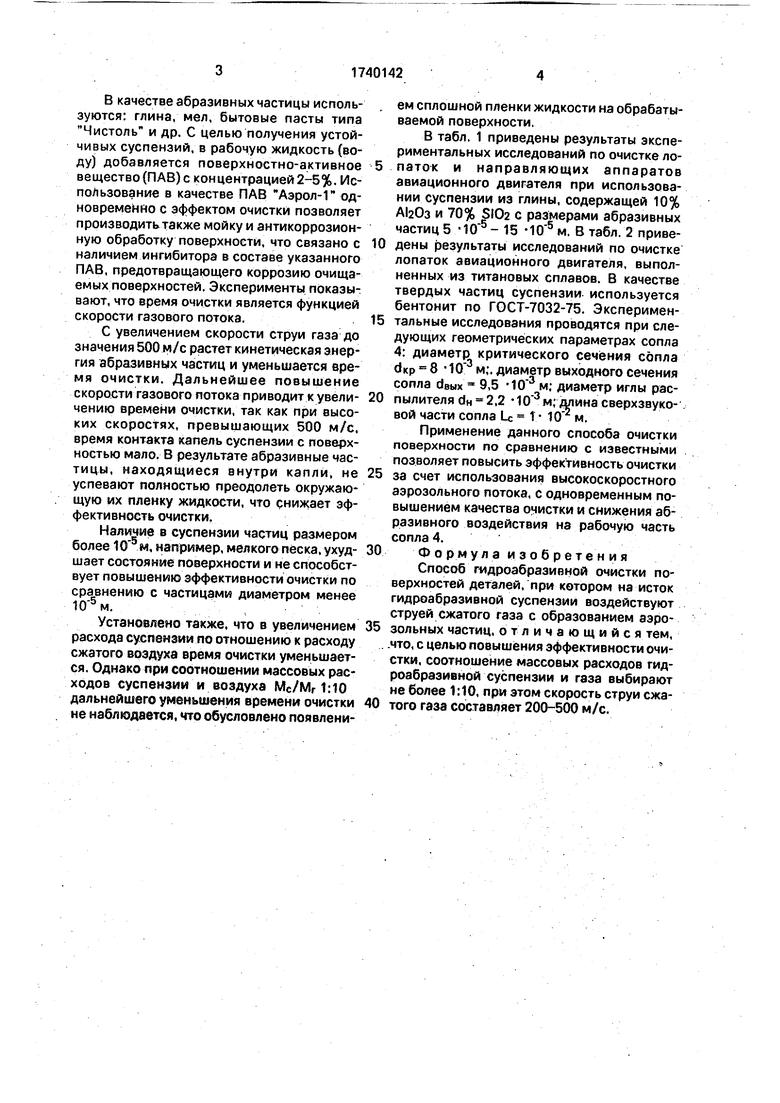
В табл. 1 приведены результаты экспериментальных исследований по очистке лолаток и направляющих аппаратов авиационного двигателя при использовании суспензии из глины, содержащей 10% АЬОз и 70% SI02 с размерами абразивных частиц 5 15 -10 5 м. В табл. 2 приведены результаты исследований по очистке лопаток авиационного двигателя, выполненных из титановых сплавов. В качестве твердых частиц суспензии используется бентонит по ГОСТ-7032-75. Экспериментальные исследования проводятся при следующих геометрических параметрах сопла 4: диаметр критического сечения сопла dicp 8 м;. диаметр выходного сечения сопла deux 9,5 м; диаметр иглы распылителя б - 2,2 м; длина сверхзвуковой части сопла U 1 10м.
Применение данного способа очистки поверхности по сравнению с известными позволяет повысить эффективность очистки
за счет использования высокоскоростного аэрозольного потока, с одновременным повышением качества очистки и снижения абразивного воздействия на рабочую часть сопла 4.
Формула изобретения
Способ гидроабразивной очистки поверхностей деталей, при котором на исток гидроабразивной суспензии воздействуют струей сжатого газа с образованием аэрозольных частиц, отличающийся тем, что, с целью повышения эффективности очистки, соотношение массовых расходов гид- роабраэивной суспензии и газа выбирают не более 1:10, при этом скорость струи сжатого газа составляет 200-500 м/с.
Таблица
Та бл и ц а 2
3
2ч. П
Vr, /с
Фие.1
| Способ формирования гидроабразивной струи | 1984 |
|
SU1237403A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
