Изобретения относятся к строительной технике, в частности к устройствам, предназначенным для очистки поверхности от различных покрытий, отложений, ржавчины, разрушения особопрочных покрытий, материалов и подготовки поверхности для нанесения нового защитного покрытия, в частности крупногабаритных металлических конструкций, строительных сооружений и транспортных средств.
Известны способ и устройство (см. сборник промышленного оборудования "Эконика-Техно" за 1998 г. 3, 111395, Москва, а/я 181) для гидроабразивной обработки поверхностей на базе гидронасосов высокого давления с пистолетом-распылителем, имеющим сопловую насадку с боковым патрубком подвода рабочего тела (абразива), который подается самовсасыванием. К недостаткам данного устройства можно отнести недостаточную производительность и значительный абразивный боковой износ сопла насадки.
Наиболее близким техническим решением к заявляемому изобретению является способ и сопло для гидроабразивной очистки (см. Справочник по лакокрасочным покрытиям в машиностроении. // Под редакцией Гольдберга М.М. - М.: Машиностроение, 1964, с. 165-172), состоящее из центрального штуцера подачи абразива, бокового штуцера подачи воды, корпуса и сопла.
К недостаткам данного устройства можно отнести значительный абразивный износ внутренней поверхности сужающегося сопла (конфузора) и кольцевую форсунку впрыска воды в воздушно-абразивную струю. Поперечное сечение конусного факела воды имеет значительные размеры, что не позволяет при фиксированном расходе, определяемом характеристиками гидроагрегата, добиться повышения давления в струе и, как следствие, скорости гидроструи. Боковая поверхность факела воды имеет развитую геометрию, что приводит к преждевременному раздроблению и распылению компактной части струи, что также приводит к потере динамики и разлету результирующего гидроабразивного потока.
Задачей создания изобретения является повышение производительности абразивной обработки крупногабаритных объектов, повышение износостойкости установки, возможность снятия и разрушения особопрочных покрытий и материалов.
Поставленная задача решается с помощью совокупности признаков, указанных в пункте 1 формулы изобретения, общих с прототипом, таких как способ гидроабразивной обработки поверхности, включающий смешение газоабразивной смеси с рабочей жидкостью высокого давления, и отличительных существенных признаков, таких как предварительная подача потока топливной смеси, состоящей из газообразного окислителя и жидкого топлива, образование при сгорании топливной смеси высокотемпературного потока газообразных продуктов сгорания, далее осуществление взаимодействия газоабразивной смеси и продуктов сгорания и истечение двухкомпонентного потока через сверхзвуковое сопло с образованием высокотемпературной газоабразивной струи со сверхзвуковой скоростью и последующее взаимодействие двухкомпонентной высокотемпературной газоабразивной струи с рабочей жидкостью высокого давления, прошедшей через ускоряющие форсунки с образованием высокоскоростной трехкомпонентной гидрогазоабразивной струи с повышенным динамическим напором. Взаимодействие сверхзвуковой газоабразивной струи и высокоскоростной гидроструи позволяет максимально использовать их кинетическую энергию для достижения абразивными частицами величин скоростей, достаточных для выcокопроизводительной обработки поверхностей металлов и особотвердых и особопрочных материалов. Также расширяется область применения гидроабразивного способа, например, при обработке твердых сплавов и горных пород.
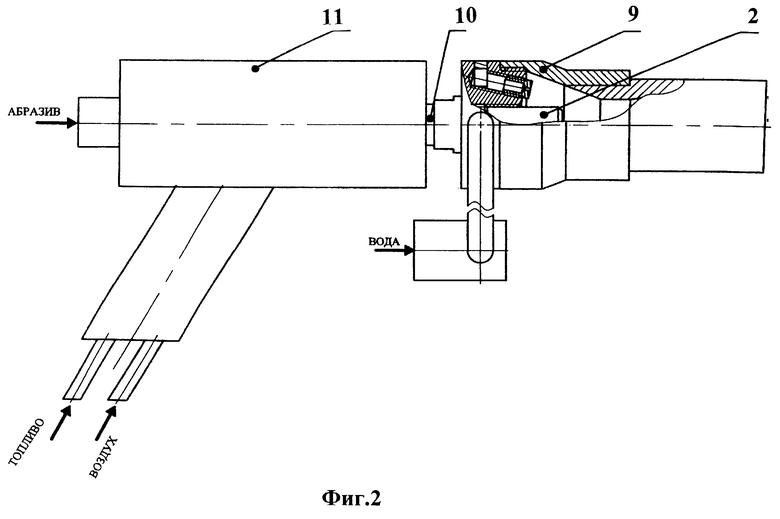
Поставленная задача также решается с помощью конструкции устройства для абразивной обработки поверхности, совокупность общих признаков которого отражена в пункте 2 формулы изобретения, таких как коллектор с патрубками для подвода рабочей жидкости высокого давления, центральным патрубком подачи абразивного материала, приемная и смесительная камеры, разгонная труба-ствол, коллектор с кольцевой камерой для рабочей жидкости, по периметру которой расположены форсунки, оси выходных отверстий которых направлены внутрь смесительной камеры и пересекаются в точке, лежащей на центральной оси устройства.
Благодаря наличию кольцевой камеры давление воды на всех форсунках имеет одинаковое значение, чем гарантируется точность фокусировки гидроструй. Исходя из характеристик имеющегося гидроагрегата, для получения максимальной скорости гидроструи выбираются соответствующие диаметры отверстий форсунок. Благодаря малым поперечному сечению и площади боковой поверхности гидроструй не происходит преждевременной аэрации, обжатие центрального воздушно-абразивного потока водяными струями осуществляется компактной, а не раздробленной ее частью. Благодаря конструкции коллектора с расположенными по периметру форсунками, оси выходных отверстий которых направлены внутрь смесительной камеры, фокусировка струй и смешение с воздушно-абразивным потоком осуществляется в смесительной камере, не подвергая внутреннюю поверхность корпуса приемной камеры (конфузора) абразивному износу.
Конструкция и работа устройства для абразивной обработки поверхности показана на фиг.1.
От гидроагрегата высокого давления вода по патрубкам для подвода рабочей жидкости 8 поступает в кольцевую камеру 3 коллектора 1 и далее через форсунки 4 в приемную камеру 5. Оси выходных отверстий форсунок под одним и тем же углом к центральной оси устройства направлены внутрь смесительной камеры 6 и пересекаются в точке, лежащей на центральной оси устройства. По центральному патрубку подачи абразивного материала 2 подается абразивный материал в виде песка, колотой дроби, шлака и т.п. Абразивный материал подается либо самовсасыванием, благодаря создаваемому в приемной камере высокоскоростными гидроструями разрежению, либо потоком воздуха под давлением. Способ подачи абразивного материала выбирается в зависимости от характеристик снимаемых покрытий и задаваемой степени (качества) подготовки поверхности. В смесительной камере происходит смешение и разгон потока абразивного материала высокоскоростными гидроструями, исходящими из форсунок. Дополнительное формирование и разгон гидрогазоабразивного потока осуществляется в разгонной трубе-стволе 7.
Поставленная задача также решается с помощью совокупности признаков, указанных в пункте 3 формулы изобретения, отличающихся от признаков по п.2 тем, что подается газоабразивная смесь, предварительно прошедшая через устройства для термоабразивной обработки поверхности и обладающая сверхзвуковой скоростью и повышенным динамическим напором. В качестве устройства для термоабразивной обработки поверхности используется "Газодинамический металлизатор-термоотбойник" по патенту 2163864.
Конструкция и работа устройства для абразивной обработки поверхности показана на фиг.2.
Устройство 9 по п. 2 настоящего изобретения крепится к выходной части сверхзвукового сопла 10 устройства 11 для термоабразивной обработки поверхности. В такой компоновке по центральному патрубку подачи абразивного материала 2 устройства 9 подается сверхзвуковая горячая газоабразивная смесь. В результате сложения сверхзвуковой горячей газоабразивной смеси с высокоскоростными гидроструями создается гидрогазоабразивный поток высокой динамики, достаточной для разрушения особотвердых покрытий и материалов, таких как прокатная окалина, солевые отложения, накипь и наросты, граниты, бетоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| СОПЛОВЫЙ ИНСТРУМЕНТ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222420C1 |
| Устройство термоабразивной обработки поверхностей изделий и материалов | 2023 |
|
RU2806459C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОАБРАЗИВНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ (ВАРИАНТЫ) | 2010 |
|
RU2451592C2 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234407C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2201329C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167756C2 |
| БУСТЕРНОЕ ПЕСКОСТРУЙНОЕ УСТРОЙСТВО | 2000 |
|
RU2175599C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154694C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТВЕРДЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2100520C1 |
Изобретения относятся к строительной технике и могут быть использованы для очистки поверхности от различных покрытий, отложений, ржавчины, разрушения особопрочных покрытий, материалов и подготовки поверхности для нанесения нового защитного покрытия, в частности крупногабаритных металлических конструкций, строительных сооружений транспортных средств. При обработке производят подачу потока топливной смеси, состоящей из газообразного окислителя и жидкого топлива. При сгорании топливной смеси и образовании высокотемпературного потока газообразных продуктов сгорания осуществляют взаимодействие газоабразивной смеси и продуктов сгорания и истечение двухкомпонентного потока через сверхзвуковое сопло с образованием высокотемпературной газоабразивной струи со сверхзвуковой скоростью. Для чего используют устройство термоабразивной обработки. После чего осуществляют последующее взаимодействие двухкомпонентной высокотемпературной газоабразивной струи с рабочей жидкостью высокого давления, прошедшей через ускоряющие форсунки с образованием высокоскоростной трехкомпонентной гидрогазоабразивной струи с повышенным динамическим напором. Оси выходных отверстий форсунок направлены внутрь смесительной камеры и пересекаются в точке, лежащей на центральной оси устройства. Взаимодействие сверхзвуковой газоабразивной струи и высокоскоростной гидроструи позволяет максимально использовать их кинетическую энергию для достижения абразивными частицами величин скоростей, достаточных для высокопроизводительной обработки поверхностей металлов и особотвердых и особопрочных материалов. 2 с. и 1 з.п. ф-лы, 2 ил.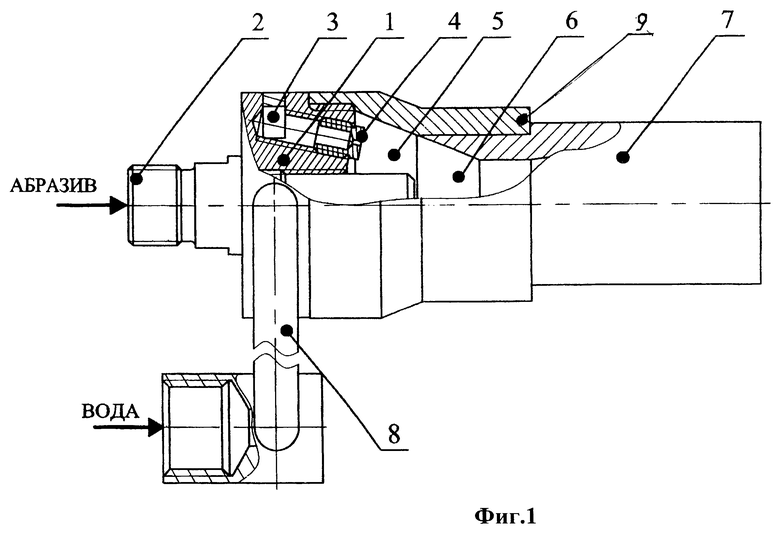
| ГОЛЬДБЕРГ М.М | |||
| Справочник по лакокрасочным покрытиям | |||
| - М.: Машиностроение, 1964, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| ГАЗОДИНАМИЧЕСКИЙ МЕТАЛЛИЗАТОР-ТЕРМООТБОЙНИК | 1997 |
|
RU2163864C2 |
| Сопло для абразивоструйной обработки деталей | 1972 |
|
SU861048A1 |
| 0 |
|
SU344977A1 | |
| US 3424386, 28.01.1969. | |||

