Изобретение относится к обработке деталей гидроабразивной струей.
Цель изобретения - повышение эффективности гидроабразивной струи путем создания тонкой жидкой пленки на обрабатываемой детали.
Используя струю,, состоящую из жидкости, воздуха и абразивных частиц,, эффективность ее можно повысить, если ликвидировать сплошную пленку жидкости на обрабатываемой поверхности, а саму жидкость привести в такое энергетическое состояние, при котором она могла бы участвовать в обработке материала.
В предлагаемом способе жидкость до ее смешивания с абразивны.ми частицами переводят в аэрозоль,.а затем уже смешивают с абразивными частицами и подают на обрабатываемую поверхность. Сплошной поток жидкости переводят в аэрозоль известными способами; рассечением струи другой струей жидкости, например сжатым воздухом, или ударом о преграду и т.д. ЛСидкость в виде аэрозоли. имеет вид потока отдельных сферических частиц, размер которых можно регулировать временем нахождения жидкости в виде аэрозоли. Аэрозоль направляется в камеру смешивания, где смешивается с абразивными частицами, в результате чего получается трехкомпонент- ный поток, состоящий из мелких капель жидкости, воздуха и абраз.ивных частиц. Такая смесь направляется на обрабатываемую поверхность. Мелкие частицы жидкости проникают во все углубления микрорельефа и за счет кавитационного эффекта разрушают обрабатываемую поверхность. Абразивные частиизы, окруженные аэрозолью, не испытывают торможения со стороны жидкости и выполняют работу резания большую, чем при способе, по которому вместо аэрозоли используют жидкость. За счет большой скорости движения суспензии (30-100 м/с) частиц ы аэрозоли не успевают конденсировать в сплошной поток, так как скорость конденсации значительно меньше указанной .скорости потока. При такой схеме соударения каждая частица аэрозоли, и абразивные частицы соударяютс с обрабатываемой поверхностью и выполняют работу разрушения, после чего отражаются от детали, удаляясь из зоны соударения, уступая место
5
0
5
0
5
Q
0
последующим частицам потока. Важным фактором является установление раз- , мера частиц аэрозоли. Установлено, что слишком большие частицы приводят к тому, что абразивные частицы утопают Б капельках жидкости, что тормозит их продвижение к обрабатываемой поверхности. При соударении с поверхностью частицы абразива, помещенной в капле жидкости, сначала в со- прикосновение с поверхностью приходит частица жидкости, а затем твердая частица абразива. Слишком мелкие частицы аэрозоли приводят к тому, что более крупные абразивные частицы соударяют.ся между собой всухую. Слишком мелкие капельки аэрозоли расходуются на смачивание абразивных частиц и увлажнение воздуха. Если создать аэрозоль с частицами, состав- ляюшдми 0,2-0,4 размеров абразивных частиц, то они почти все будут при контакте с абразивом расходоваться на смачивание твердых частиц, что исключает положительное кавитацион- ное разрушение обрабатываемой поверхности, т.е. аэрозоль в процессе обработки участвовать rte будет.
При многочисленных испытаниях в лабораторных условиях установлено, что оптимальными ра.змерами частиц аэрозоли, при которых проявляется наибольший эффект обработки, являются размеры в пределах 0,5-1 от размера абразивных частиц.
Контроль размеров аэрозольных частиц можно осуществлять по эрозионным отпечаткам, которые остаются на поверхности заготовки после соударения капель аэрозоли с поверхностью. Для этого прекращают подачу абразивных частиц, чтобы соударялись только капельк,и, которые в результате кавитации оставляют эрозионные отпечатки.
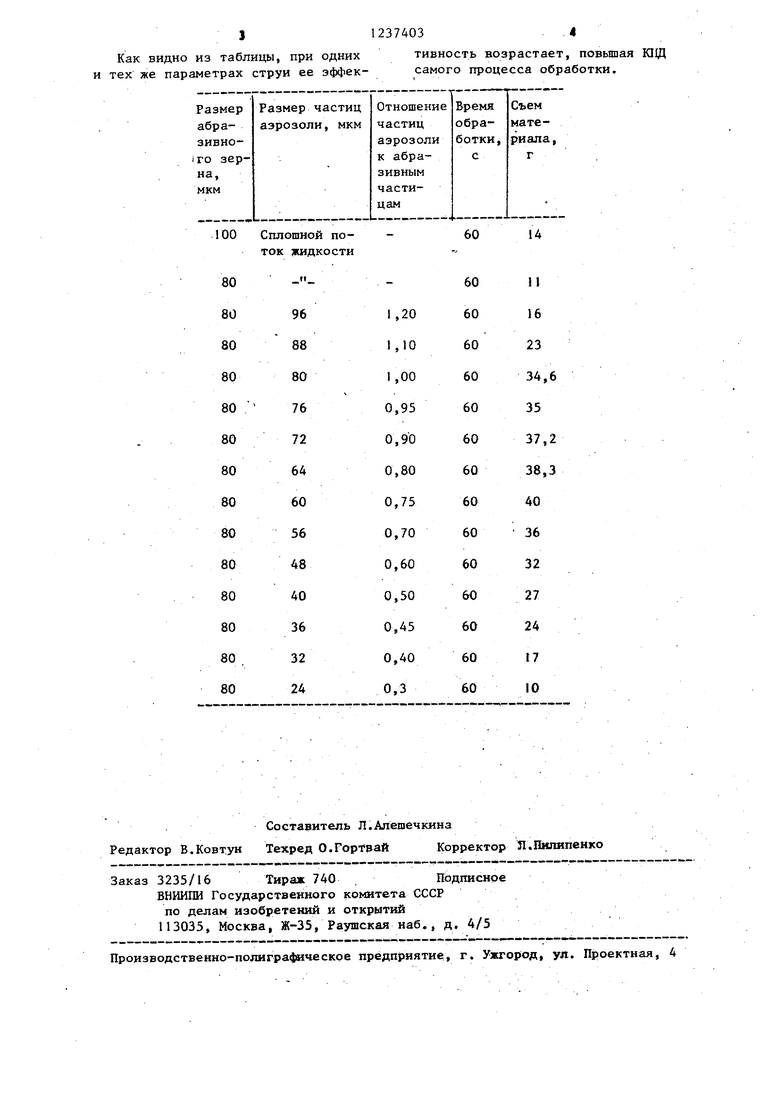
Многочисленные примеры обработки приведены в таблице.
Аэрозоль в предложенном способе была получена лобовым соударением потока жидкости с потоком воздуха, а затем этот поток направлялся в камеру смешивания, куда подавался абразив с воздухом.
Обработка проводилась при следую- ших режимах: площадь следа струи 24 мм ; давление струи 6 кг/см ; угол атаки струи 90.
Как видно из таблицы, при одних и тех же параметрах струи ее эффек100 Сплошной поток жидкости
Составитель Л.Алешечкина Редактор В.Ковтун Техред О.ГорТвай Корректор Я.Пияипенко
Заказ 3235/16 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытки 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полигра ческре предприятие, г. Ужгород, уя. Проектная, 4
тивность возрастает, повышая МЩ самого процесса обработки.
60
14
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2516326C2 |
| УСТАНОВКА ПОРТАТИВНАЯ И СПОСОБ ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ПОЖАРО-ВЗРЫВООПАСНЫЕ ВЕЩЕСТВА | 2021 |
|
RU2772366C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ХОЛОДНОГО МЕТАЛЛА ОТ ОКАЛИНЫ | 1991 |
|
RU2044616C1 |
| Способ обработки деталей | 1986 |
|
SU1653921A1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| Способ определения адгезионной и когезионной стойкости металлических покрытий | 2019 |
|
RU2717260C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2307938C1 |
| Способ гидроабразивной очистки поверхностей деталей | 1987 |
|
SU1740142A1 |
| СПОСОБ СТРУЙНОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167757C2 |
| Билик Ш.М | |||
| Абразивно-жидкостная обработка металлов | |||
| М.: Машгиз, 1960, с.168, фиг | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
