Известен способ повышения чистоты газовой атмосферы футерованного углеродными материалами реактора, заключающийся в заполнении реактора инертным газом до избыточного давления с последующей продувкой им в ходе проведения нагрева заготовок [B.C. Чередниченко. Дистилляционные электропечи. Новосибирск, 2009 г.].
Недостатком способа является низкая степень металлирования заготовок в сравнительно низкотемпературном интервале при использовании паро-жидкофазного метода силицирования из-за низкой скорости испарения металлов при атмосферном давлении в реакторе.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ чистки газовой атмосферы футерованного углеродными материалами реактора, заключающийся в вакуумировании реактора в холодном состоянии и при нагреве в ходе проведения процесса металлирования [B.C. Чередниченко. Дистилляционные электропечи. Новосибирск, 2009 г.].
Способ позволяет несколько повысить степень металлирования заготовок в сравнительно низкотемпературном интервале паро-жидкофазным методом благодаря более высокой (чем при атмосферном давлении) скорости испарения металлов в вакууме;
Способ не всегда обеспечивает получение требуемых результатов по степени металлирования заготовок паро-жидкофазным методом в сравнительно низкотемпературном интервале из-за запирания паров металла в тиглях. Обусловлено это постоянным, по мере прогрева футеровки выделением из нее таких газов как СО, N2, CO2, что связано с термическим разложением таких функциональных групп как карбонильная, карбоксильная, гидроксильная, содержащихся на углеродной поверхности из-за адсорбирования ею атмосферных газов. Адсорбированные (в период сборки и разборки садки металлируемых заготовок, когда футеровка элементов реактора контактирует с атмосферой) углеродной поверхностью атмосферные газы при вакуумировании большей частью остаются на ней и при последующем нагреве до 300°C хемосорбируются ею с образованием указанных выше функциональных групп, которые по достижении температуры ~900°C разлагаются с образованием в основном СО, N2 и в небольшом количестве CO2).
Запирание паров Si и Ti в тиглях в интервале соответственно 1300-1550°C и 1500-1750°C установлено нами экспериментально. О чувствительности испарения из жидкой фазы к загрязнению зеркала металла, в частности, меди указывается в [Металлургия сталей и сплавов в вакууме, Киев. Техника, 1974, с. 87], где сказано, что загрязнение зеркала расплава меди приводит к уменьшению скорости испарения в несколько раз и даже на несколько порядков.
Еще одним недостатком способа является то, что он не всегда обеспечивает получение требуемых результатов по степени металлирования карбидообразующими металлами крупногабаритных заготовок как классическим, так и альтернативным жидкофазным и комбинированным методами из-за науглероживания и/или частичной карбидизации частиц металла (или частиц прекурсора жидкого металла например, частиц нитрида кремния, являющегося прекурсором жидкого кремния), следствием чего является поверхностный (а не объемный) характер металлирования.
Обусловлено это опять-таки наличием в реакторном пространстве СО и CO2.
Известна футеровка корпуса, крышки и днища реактора установки для металлирования заготовок, выполненная в виде засыпки углеродного порошка и/или укладки матов из волокнистого углеродного наполнителя низкой теплопроводности в контейнеры, образованные обечайками и/или чашами из плотного углеродного материала и соответствующими корпусными деталями реактора [Мармер Э.М. Углеграфитовые материалы. Справочник. М.: Металлургия, 1973 г.].
Данная конструкция футеровки реактора выбрана нами в качестве прототипа.
Недостатком футеровки является выделение из нее в реакторное пространство СО, Н2 и CO2, происходящее по мере ее прогрева в процессе металлирования заготовок. Из-за этого не всегда получаются требуемые результаты по степени металлирования заготовок жидкофазным, паро-жидкофазным и комбинированным методами, что подробно рассмотрено выше.
Известен способ изготовления углеродсодержащей футеровки реактора установки для металлирования, включающий изготовление из плотного термостойкого материала оболочек и/или чаш, монтаж их в корпусных деталях реактора с образованием в совокупности с последними контейнеров, засыпку в них углеродного порошка и/или укладку матов из волокнистого углеродного наполнителя низкой теплопроводности указанный способ усматривается из конструкции футеровки вакуумных высокотемпературных установок [Мармер Э.М. Углеграфитовые материалы. Справочник. М.: Металлургия, 1973 г]. Указанный способ выбран нами в качестве прототипа.
Недостатком способа является то, что он не обеспечивает возможность изготовления углеродсодержащей футеровки реактора установки для металлирования, которая бы при нагреве не загрязняла рабочий объем реактора углеродсодержащими газами. Из-за этого не всегда получаются требуемые результаты по степени металлирования заготовок жидкофазным, паро-жидкофазным и комбинированным методами, что подробно рассмотрено выше.
Задачей изобретений является повышение вероятности получения положительных результатов по степени металлирования крупногабаритных заготовок любым из указанных выше методов.
Поставленная задача решается за счет того, что в способе повышения чистоты газовой атмосферы футерованного углеродными материалами реактора, заключающемся в вакуумировании реактора в холодном состоянии и при нагреве в ходе проведения процесса металлирования, в соответствии с заявляемым техническим решением в ходе проведения процесса металлирования осуществляют раздельное вакуумирование теплоизоляционного материала, размещенного в герметичных камерах (образованных герметичными элементами футеровки крышки, корпуса и днища реактора и самими элементами реактора) и рабочего реакторного пространства, а после завершения процесса металлирования вплоть до очередного его проведения производят консервацию теплоизоляционного материала путем создания в герметичных камерах атмосферы инертного газа с избыточным давлением 0,025-0,03 атм, осуществляя подачу инертного газа в герметичные камеры одновременно с подачей воздуха в рабочий объем реактора и поддерживая в камерах и рабочем объеме реактора близкое по значению давление вплоть до создания в них атмосферного давления, после чего создавая в герметичных камерах указанное избыточное давление.
Осуществление в ходе проведения процесса металлирования заготовок раздельного вакуумирования теплоизоляционного углеродного материала, размещенного в герметичных контейнерах (образованных герметичными элементами футеровки крышки, корпуса и днища реактора с самими элементами реактора) и рабочего реакторного пространства работает на исключение попадания выделяющихся из теплоизоляционного материала газов в рабочее реакторное пространство.
Осуществление (после завершения процесса металлирования и вплоть до очередного его проведения) процедуры консервации углеродного теплоизоляционного материала путем создания в герметичных камерах атмосферы инертного газа с избыточным давлением 0,025-0,03 атм позволяет исключить адсорбцию атмосферных газов теплоизоляционным углеродным материалом в период между проведением процессов металлирования, следствием чего является если не исключение, то по крайней мере существенная минимизация выделения СО и CO2 при нагреве теплоизоляционного материала. Это в свою очередь позволяет (при незначительном наличии указанных газов) легко удалить их перед и в процессе металлирования из герметичных камер путем вакуумирования последних.
Осуществление подачи инертного газа в герметичные камеры одновременно с подачей воздуха в рабочий объем реактора и поддержание в камерах и рабочем объеме реактора близкого по значению давления вплоть до создания в них атмосферного давления, позволяет исключить образование между ними значительного перепада давления. Наличие же значительного перепада давлений в лучшем случае может привести к диффузионному проникновению небольшого количества воздуха в герметичные камеры, а в худшем случае - к существенной разгерметизации герметичных камер с попаданием в них значительного количества воздуха из-за разрушения.
Создание (после сравнивания давлений в герметичных камерах и реакторе) избыточного давления 0,025-0,03 атм позволяет исключить попадание воздуха в герметичные камеры в период между процессами металлирования.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность существенно уменьшать содержание СО и CO2 в рабочем пространстве реактора за счет минимизации попадания их из футеровки реактора.
Благодаря новому свойству решается поставленная задача, а именно: повышается вероятность получения положительных результатов по степени металлирования крупногабаритных заготовок жидкофазным, паро-жидкофазным и комбинированным методами.
Поставленная задача решается также за счет того, что футеровка корпуса, крышки и днища реактора установки для металлирования заготовок, выполненная из углеродного порошкового и/или волокнистого наполнителя низкой теплопроводности, расположенного в контейнерах, образованных обечайками и/или чашами из плотного термостойкого материала и соответствующими корпусными деталями реактора, в соответствии с заявляемым техническим решением, она дополнительно содержит 2-ю группу (аналогичную 1-й) обечаек и/или чаш, образующих с соответствующими корпусными деталями реактора камеры для размещения в них контейнеров, заполненных теплоизоляционным материалом, а также резьбовые втулки для соединения 2-й группы обечаек и/или чаш с таковыми 1-й группы; в качестве плотного термостойкого материала обечаек и/или чаш, в том числе с криволинейным дном, а также соединительных резьбовых втулок, использован армированный углеродными волокнами композиционный материал на основе углеродной или углерод-карбидметаллической матрицы типа C-SiC, C-TiC, пригодный к герметизации в составе детали; при этом 1-я группа обечаек и/или чаш выполнена зацело с необходимыми для исполнения реактором своих функций и снабженными по внутренней поверхности резьбой, втулками с возможностью их соединения через уплотнения с соответствующими корпусными деталями реактора, а 2-я группа из них выполнена с отверстиями, расположенными соосно с функциональными втулками, 1-й группы обечаек и/или чаш, и посадочными гнездами для укладки в них уплотнителя из материала соответствующей (температуре эксплуатации) термостойкости, в частности, из терморасширенного графита, уплотняемого за счет прижимных элементов; совместно с соответствующими корпусными деталями реактора, функциональными втулками, 1-й группы обечаек и/или чаш и резьбовыми соединительными втулками образует камеры с возможностью соединения их с вакуумной системой и системой подачи в них инертного газа.
В частности, футеровка корпуса реактора содержит собранную в процессе монтажа из отдельных секторов герметичную обечайку, выполненную зацело с герметичными втулками, служащими для оформления каналов для замера через них температуры и соединенными через уплотнения с соответствующими элементами корпуса реактора; указанная обечайка, корпус и часть днища реактора образуют контейнер для заполнения его порошковым и/или волокнистым наполнителем; указанный контейнер расположен внутри герметичной камеры, образованной оболочкой с фланцем, соединенной через уплотнения и/или герметик с днищем и корпусом реактора, а также соединенной через отверстия в ней со втулками сборной оболочки посредством резьбовых втулок.
В частности, футеровка днища реактора содержит контейнер (для засыпки в него углеродного порошка и/или углеродного волокнистого наполнителя) в виде закрытой крышкой чаши с выполненным зацело с ней и расположенными внутри нее центральной втулкой, соединяющей рабочий объем реактора с вакуумной системой, а также периферийными втулками для прохода через них токоподводов нагревателя; контейнер расположен внутри герметичной камеры, образованной перевернутой чашей, днищем реактора и резьбовыми втулками, ввернутыми в функциональные втулки через соответствующие отверстия в перевернутой чаше и днище реактора; при этом все элементы герметичной камеры снабжены соответствующими температуре эксплуатации уплотнениями.
В частности, футеровка крышки реактора содержит контейнер (для засыпки в него углеродного порошка и/или укладки углеродного волокнистого наполнителя) в виде закрытой крышкой чаши с выполненной заодно с ней и расположенной внутри нее центральной втулкой, соединяющей рабочий объем реактора с системой подачи инертного газа; контейнер расположен внутри герметичной камеры, образованной дополнительной (охватывающей 1-ю чашу), крышкой реактора и резьбовыми втулками, ввернутыми в центральную втулку 1-й чаши через соответствующие отверстия в дне дополнительной чаши и крышке реактора; при этом все элементы герметичной камеры снабжены соответствующими температуре эксплуатации уплотнениями.
Дополнительное снабжение футеровки 2-й группой (аналогичной первой) оболочек и/или чаш, а также резьбовыми втулками для соединения 2-й части оболочек и/или чаш с таковыми 1-й части, образующими с корпусными деталями реактора камеры для размещения в них контейнеров, заполненных теплоизоляционным материалом, создает предпосылки для выполнения их герметичными и исключения тем самым доступа атмосферных газов в поры теплоизоляционного материала как в процессах металлирования заготовок, так и в промежутке между ними.
Использование в качестве плотного термостойкого материала обечаек и/или чаш, в том числе с криволинейным дном, а также резьбовых втулок, армированного углеродными волокнами композиционного материала на основе углеродной или углерод-карбидометаллической матрицей типа C-SiC, C-TiC и т.п., пригодного к герметизации в составе детали, позволяет придать и сохранить в процессе эксплуатации реактора их герметичность и тем самым создает предпосылки для изготовления на их основе герметичных емкостей (камер).
Выполнение первой группы обечаек и/или чаш зацело с необходимыми для исполнения реактором своих функций (и снабженными по внутренней поверхности резьбой) втулками, патрубками и т.п., с возможностью их соединения через уплотнения с соответствующими корпусными деталями реактора позволяет использовать их в качестве элементов контейнеров для заполнения теплоизоляционным материалом; причем обеспечить возможность проведения этой операции (заполняя контейнеры теплоизоляционным материалом) перед тем как он окажется в герметичной камере (ее образование обеспечивается следующими признаками формулы изобретения).
В совокупности с предыдущим признаком (использованием в качестве плотного термостойкого материала обечаек и/или чаш материалов, пригодных к герметизации) рассматриваемый признак позволяет создать предпосылки для создания герметичных камер в футеровке корпусных деталей реактора.
Выполнение второй группы обечаек и/или чаш с отверстиями, расположенными соосно с функциональными втулками, патрубками первой группы обечаек и/или чаш и посадочными гнездами для укладки в них уплотнителя из материала соответствующей (температуре эксплуатации) термостойкости, в частности из терморасширенного графита, уплотняемого за счет прижимных элементов, создает предпосылки для создания в футеровке корпусных деталей реактора герметичных камер.
Выполнение второй группы обечаек и/или чаш так, что она совместно с соответствующими корпусными деталями, функциональными втулками, патрубками и т.п., первой группы обечаек и/или чаш и резьбовыми соединительными втулками - образует камеры, позволяет расположить в них заполненные теплоизоляционным материалом контейнеры, а в совокупности с выполнением элементов камер из металлов (которые сами по себе являются герметичными) и пригодных к герметизации композиционных материалов - придать камерам герметичность под вакуумом и избыточным давлением небольшой величины.
Тем самым создаются предпосылки для вакуумирования и напуска в камеры инертного газа.
Образование герметичных камер с возможностью их соединения с вакуумной системой и системой подачи инертного газа позволяет произвести соответственно их автономное вакуумирование или напуск в них инертного газа.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность создать условия для исключения непосредственного контакта материалов камер (со стороны их внутренней поверхности) и содержимого их, в том числе контейнеров, заполненных углеродным теплоизоляционным материалом, с атмосферными газами (и присутствующей в них влагой) как во время проведения процессов металлирования, так и в промежутках между ними благодаря чему может быть повышена чистота рабочего пространства реактора и, как следствие, уменьшение негативного влияния углеродсодержащих реакторных газов на результаты металлирования различными металлами.
Благодаря новому свойству решается поставленная задача, а именно: повышается вероятность получения положительных результатов по степени металлирования крупногабаритных заготовок любым из указанных выше методов.
Поставленная задача решается также за счет того, что в способе изготовления углеродсодержащей футеровки реактора установки для металлирования, включающем изготовление из плотного термостойкого материала оболочек и/или чаш, монтаж их в корпусных деталях реактора с образованием в совокупности с последними контейнеров, засыпку в них углеродного порошка и/или укладку матов из волокнистого углеродного наполнителя низкой теплопроводности, в соответствии с заявляемым техническим решением оболочки и/или чаши изготавливают зацело с необходимым для исполнения реактором своих функций втулками с нарезанной по их внутренней поверхности резьбой (с функциональными втулками); кроме того, дополнительно изготавливают 2-ю группу оболочек и/или чаш с отверстиями, соосными с функциональными втулками, и резьбовые втулки, предназначенные для соединения оболочек и/или чаш 2-й группы с таковыми 1-й группы; причем указанные выше детали изготавливают из армированного углеродными волокнами композиционного материала на основе углеродной или углерод-карбидметаллической матрицы типа C-SiC или C-TiC, пригодного к герметизации; затем детали подвергают операции герметизации, после чего производят монтаж элементов футеровки в следующей последовательности: устанавливают оболочку и/или чашу с изготовленными зацело с ней функциональными втулками в соответствующую корпусную деталь реактора; причем в зоне водоохлаждаемой стенки реактора производят соединение оболочки и/или чаши с соответствующей корпусной деталью реактора на герметизирующий клеевой состав и/или через уплотнение, а функциональные втулки при необходимости соединяют с корпусными деталями реактора через уплотнения, после чего производят заполнение полученных при этом контейнеров теплоизоляционным углеродным материалом низкой теплопроводности, затем устанавливают 2-ю группу оболочек и/или чаш в соответствующие корпусные детали реактора (соединяя с последними на клеевой состав и/или через уплотнение) с таким расчетом, чтобы в совокупности с ним образовались емкости с расположением в них заполненных углеродным теплоизоляционным материалом контейнеров, после чего полученные емкости соединяют с контейнерами посредством резьбовых втулок, вкручиваемых до упора в уплотнительный материал, заложенный на упорную площадку, выполненную в функциональных втулках, а также в уплотнительный материал, размещенный в гнездах оболочек и/или чаш 2-й группы, выполненных под фланцы резьбовых втулок.
Изготовление первой группы оболочек и/или чаш зацело с необходимыми для исполнения реактором своих функций втулками, патрубками с нарезанной по их внутренней поверхности резьбой (зацело с функциональными втулками) обеспечивает возможность соединения оболочек и/или чаш с другими элементами футеровки и/или с соответствующими корпусными деталями реактора).
Дополнительное изготовление второй группы оболочек и/или чаш с отверстиями, соосными с функциональными втулками, а также резьбовых втулок, предназначенных для соединения оболочек и/или чаш второй группы с таковыми первой группы, создает предпосылки для размещения одних оболочек и/или чаш внутри других.
Изготовление указанных выше деталей из армированного углеродного волокнами композиционного материала на основе углеродной или углерод-карбидометаллической матрицы типа C-SiC или C-TiC, пригодных к герметизации, создает предпосылки для их герметизации.
Проведение операции герметизации указанных выше деталей обеспечивает их герметичность в составе сборок; тем самым создает предпосылки для придания футеровкам корпусных деталей реактора герметичности; другими словами создает предпосылки для превращения их в герметичные камеры.
Осуществление затем монтажа элементов футеровки (из отдельных герметичных деталей: оболочек, чаш, функциональных и резьбовых втулок) при соблюдении рассмотренной ниже последовательности обеспечивает превращение отдельных элементов футеровки в герметичные камеры с расположением в них контейнеров с теплоизоляционным материалом.
Так, то, что оболочку и/или чашу с изготовленными зацело с ней функциональными втулками устанавливают в соответствующую корпусную деталь реактора (причем в зоне водоохлаждаемой стены реактора производят ее (их) соединение с соответствующей корпусной деталью реактора на герметизирующий клеевой состав и/или через уплотнение, а функциональные втулки при необходимости соединяют с корпусными деталями реактора через уплотнения), позволяет тем самым получить контейнеры (емкости) для заполнения порошковым и/или волокнистым теплоизоляционным углеродным материалом, существенно ограничив его (углеродного теплоизоляционного материала) контакт с атмосферными газами в перерывах между процессами металлирования, а также обеспечить принципиальную возможность размещения углеродного теплоизоляционного материала в герметичных камерах.
Заполнение полученных при этом контейнеров теплоизоляционным углеродным материалом низкой теплопроводности обеспечивает возможность перехода к операции его помещения в герметичные камеры.
(При этом, естественно, обеспечивается возможность проведения в установке особо высокотемпературных процессов металлирования, т.к. углеродный материал обладает высокой термостойкостью).
Установка второй группы оболочек и/или чаш (охватывающих таковые первой группы) в соответствующие корпусные детали реактора (соединяя их с последними на клеевой состав и/или через уплотнение) с таким расчетом, чтобы в совокупности с ними образовались емкости с расположением в них заполненных углеродным теплоизоляционным материалом контейнеров, создает дополнительный барьер по ограничению контакта углеродного теплоизоляционного материала с атмосферными газами в перерывах между процессами металлирования, а также существенно ограничить выход выделяющихся из теплоизоляции (при ее нагреве) газов в рабочий объем реактора. Кроме того создаются дополнительные условия для обеспечения принципиальной возможности размещения углеродного теплоизоляционного материала в герметичных камерах.
Соединение полученных емкостей (смотри предыдущий признак) с контейнерами посредствам резьбовых втулок, вкручиваемых до упора в уплотнительный материал, заложенный на упорную площадку, выполненную в функциональных втулках, патрубках, а также в уплотнительный материал, размещенный в гнездах оболочек и/или чаш второй группы, выполненных под фланцы резьбовых втулок, в совокупности с тем, что входящие в сборку детали являются герметичными, придает герметичность полученным в результате сборки камерам, (камерам, внутри которых находится углеродный теплоизоляционный материал).
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность так изготовить углеродсодержащую футеровку реактора установки для металлирования, что углеродный теплоизоляционный материал оказывается размещенным в герметичных камерах, которые можно либо отвакуумировать, либо создать в них избыточное давление инертного газа, исключив там самым адсорбцию теплоизоляционным материалом атмосферных газов в промежутках между процессами металлирования, а также исключив выход выделяющихся из теплоизоляционного материала газов в рабочий объем реактора.
Благодаря новому свойству решается поставленная задача, а именно: обеспечивается возможность изготовления углеродсодержащей футеровки реактора установки для металлирования, которая при нагреве не загрязняет рабочий объем реактора.
Изобретения настолько взаимосвязаны, что образуют единый изобретательский замысел: при разработке нового способа повышения чистоты газовой атмосферы футерованного углеродными материалами реактора установки металлирования изобретены новая конструкция футеровки для реализации способа, а также новый способ ее (футеровки) изготовления. Это свидетельствует о соблюдении единства изобретений.
Изобретения поясняются чертежами на футеровку корпуса, крышки и днища реактора установки для металлирования и примерами конкретного выполнения и способа ее изготовления.
В приведении примера конструктивного выполнения способа повышения чистоты газовой атмосферы футерованного углеродными материалами реактора установки для металлирования нет необходимости, т.к. он становится понятным из рассмотрения работы футеровок заявляемой конструкции.
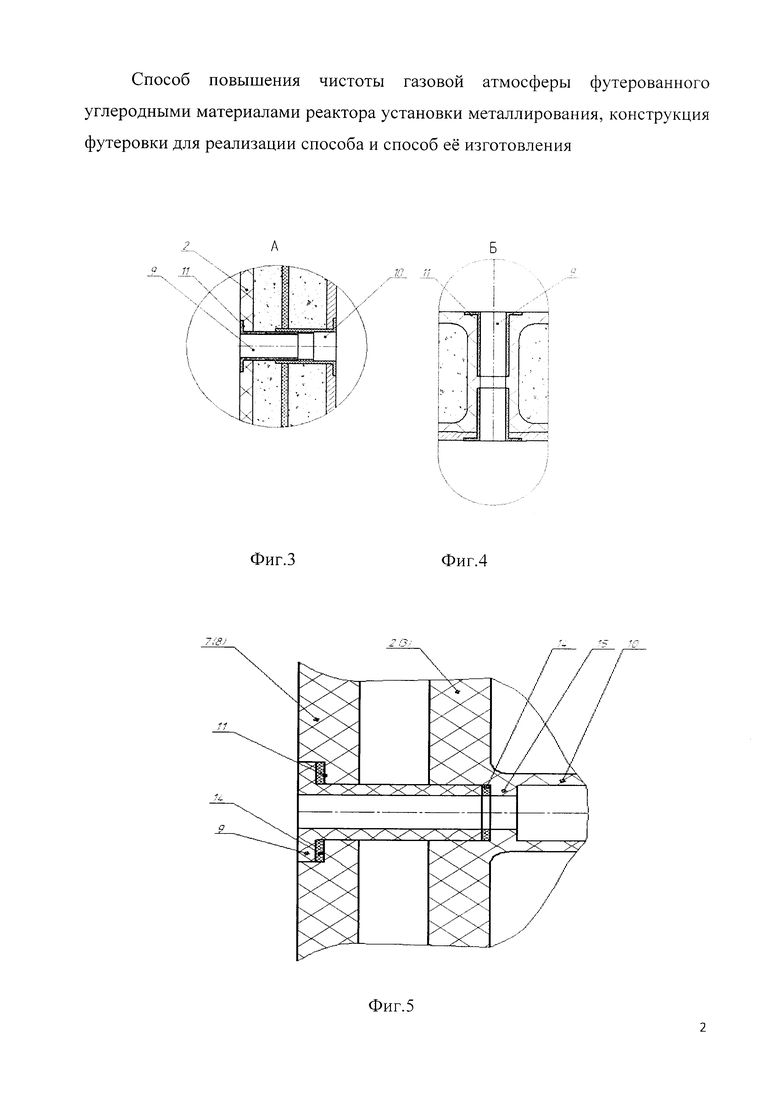
На фиг. 1 приведен общий вид футеровок корпуса и днища на фиг 2 - футеровки крышки реактора; на фиг. 3 и 4 приведено конструктивное исполнение посадочных гнезд соответственно в боковой футеровке и футеровке днища реактора (виды А и Б на фиг. 1 и 2); на фиг. 5 приведено конструктивное исполнение уплотнения функциональных втулок.
Футеровка корпуса, днища и крышки реактора установки для металлирования заготовок выполнена из углеродного порошкового и/или волокнистого наполнителя 1 низкой теплопроводности. Указанный наполнитель 1 расположен в контейнерах, образованных обечайками 2 или чашами 3 из плотного термостойкого материала и соответствующими корпусными деталями реактора (корпусом 4, днищем 5, крышкой 6).
Футеровка дополнительно содержит вторую группу (аналогичную первой) обечаек 7 и/или чаш 8, образующих с соответствующими корпусными деталями 4, 5 и 6 камеры для размещения в них контейнеров, заполненных теплоизоляционным материалом 1. Кроме того, футеровка дополнительно содержит резьбовые втулки 9.
В качестве плотного термостойкого материала обечаек 2, 7, чаш 3, 8, в том числе с криволинейным дном, а также соединительных резьбовых втулок 9 использован армированный углеродными волокнами композиционный материал на основе углеродной или углерод-карбидометаллической матрицы типа C-SiC, C-TiC, пригодный к герметизации в составе деталей.
При этом первая группа обечаек 2 или чаш 3 выполнена зацело с необходимыми для исполнения реактором своих функций и снабженными по внутренней поверхности резьбой втулками или патрубками 10 и т.п., с возможностью их соединения через уплотнения с соответствующими корпусными деталями 4, 5, 6.
При этом вторая группа обечаек 7 и/или чаш 8 выполнена с отверстиями, расположенными соосно с функциональными втулками 10 или патрубками 11 первой группы обечаек 2 или чаш 3.
Обечайки 7 и чаши 8 имеют посадочные гнезда 11 (см. фиг. 3 и 4) для укладки в них уплотнителя из материала с термостойкостью соответствующей температуре эксплуатации, в частности, из терморасширенного графита, уплотняемого за счет прижимных элементов (роль прижимных элементов могут выполнять, в частности, резьбовые втулки 9 при снабжении их фланцами, входящими в посадочные гнезда 11).
Вторая группа обечаек 7 или чаш 8 выполнена так, что совместно с соответствующими корпусными деталями 4, 5, 6 реактора, функциональными втулками 10, патрубками 11 первой группы обечаек 2 и чаш 3 и резьбовыми соединительными втулками 9 образует камеры с возможностью соединения их с вакуумной системой и системой подачи в них инертного газа (для этого они снабжены патрубками 13, выполненными на соответствующих корпусных деталях 4, 5, 6 реактора).
Благодаря тому, что при изготовлении обечаек 2, 7, чаш 3, 8, функциональных втулок 10 и патрубков 11, выполненных зацело с обечайками 2 и чашами 3, и резьбовых соединительных втулок 9 использованы герметичные материалы, а также благодаря использованию для герметизации в необходимых местах сочленения деталей герметиков и/или уплотнений соответствующей термостойкости, полученные камеры являются герметичными (по крайней мере герметичными при перепаде давления в 0,025-0,03 атм).
Ниже приведено конструктивное выполнение футеровки конкретных корпусных деталей реактора, а именно: корпуса, днища и крышки реактора.
Футеровка корпуса 4 реактора содержит собранную в процессе монтажа из отдельных секторов или цельной конструкции герметичную обечайку 2, выполненную зацело с герметичными втулками 9, служащими для оформления каналов для замера через них температуры (поэтому мы их называем функциональными втулками) и соединенными через уплотнения с соответствующими элементами корпуса 4 реактора.
Обечайка 2, корпус 4 и часть днища 5 реактора образуют контейнер для заполнения его порошковым и/или волокнистым наполнителем 1. Указанный контейнер закрыт крышкой 13 и расположен внутри герметичной камеры, образованной оболочкой 7 с фланцем, соединенной через уплотнения и/или герметик с днищем 5 и корпусом 4 реактора (в его верхней зоне), а также соединенной (речь идет об оболочке 7) через отверстия в ней со втулками (функциональными втулками 10) сборной (или цельной) оболочки 2 посредствам резьбовых втулок 9.
Футеровка днища 5 реактора содержит контейнер (для засыпки в него углеродного порошка и/или углеродного волокнистого наполнителя 1) в виде закрытой крышкой 13 чаши 3 с выполненными зацело с ней втулками 10, соединяющей рабочий объем реактора с вакуумной системой, а также с периферийными втулками 10 для прохода через них токоподводов нагревателя (на фиг. 1 не показаны). Таким образом, периферийные и центральные втулки 10 являются функциональными втулками.
Контейнер расположен внутри герметичной камеры, образованной перевернутой чашей 8, днищем 5 реактора и резьбовыми втулками 9, ввернутыми в периферийные и центральную втулки 10 через соответствующие отверстия в перевернутой чаше 8 и днище 5 реактора. При этом все элементы герметичной камеры снабжены соответствующими температуре эксплуатации уплотнениями.
Футеровка крышки 6 реактора содержит контейнер (для засыпки в него углеродного порошка и/или укладки углеродного волокнистого наполнителя 1) в виде закрытой крышкой 13 чаши 3 с выполненной зацело с ней и расположенной внутри нее центральной втулкой 10, соединяющей рабочий объем реактора с системой подачи инертного газа. Контейнер расположен внутри герметичной камеры, образованной дополнительной (охватывающей первую чашу 3) чашей 8, крышкой 6 реактора и резьбовыми втулками 9, ввернутыми в центральную (функциональную) втулку 10 чаши 3 через соответствующие отверстия в дне дополнительной чаши 8 и крышке 6 реактора.
Ниже поясняется работа футеровки реактора.
Перед проведением процесса металлирования герметичные камеры футеровки реактора, которые перед этим были консервированы путем напуска в них до избыточного давления 0,025-0,03 атм инертного газа, и рабочий объем реактора вакуумируются синхронно друг с другом автономными вакуумными системами. В этот период из рабочего объема реактора удаляется воздух, а из герметичных камер футеровки корпуса 4, днища 5 и крышки 6 реактора - аргон и примесные газы, в том числе частично те, что были адсорбированы углеродным теплоизоляционным материалом 1.
В процессе нагрева происходит выход летучих и паров металла из реторты, в которой размещены металлируемые изделия (на чертеже не показаны), в объем реактора, а также летучих с внутренней поверхности герметичных оболочек 7 и чаш 8 из-за их частичного (и очень малого) окисления в результате подсоса в рабочий объем реактора воздуха. Они удаляются из рабочего объема реактора его автономной вакуумной системой.
Одновременно происходит выделение летучих в герметичных камерах, что обусловлено дальнейшим удалением из углеродного теплоизоляционного материала адсорбированных им газов, а также продуктов взаимодействия его с некоторыми из этих газов, а именно: с кислородом, с образованием СО.
Газы удаляются из герметичных камер футеровки своей автономной системой. Результатом этого является полное исключение или минимизация возможности попадания углеродсодержащих газов из футеровки в рабочий объем реактора.
После завершения процесса металлирования и охлаждения реактора до комнатной температуры производят напуск воздуха в рабочий объем реактора и синхронно с ним - напуск аргона в герметичные камеры до создания в рабочем объеме реактора атмосферного давления, а в герметичных камерах - избыточного давления 0,025-0,03 атм.
В результате атмосферные газы не имеют возможности заполнить герметичные камеры, расположенные в футеровке корпуса 4, днища 5, крышки 6 реактора.
Это позволяет исключить адсорбцию теплоизоляционным материалом 1 атмосферных газов в период между процессами металлирования, т.е. позволяет произвести консервацию теплоизоляционного материала. Тем самым минимизируется выделение летучих, в том числе углеродсодержащих газов, из теплоизоляционного материала 1 при его нагреве при проведении очередного процесса металлирования. Это опять-таки работает на устранение или - по крайней мере на существенное уменьшение вероятности - попадания углеродсодержащих газов из футеровки в рабочий объем реактора.
Ниже приведены конкретные примеры изготовления футеровки корпуса 4, днища 5, крышки 6 реактора.
Пример изготовления футеровки корпуса 4 реактора установки для металлирования.
Вначале изготовили оболочку 2. Оболочку 2 изготовили зацело с необходимыми для исполнения реактором своих функций втулками 10 с нарезанной по их внутренней поверхности резьбой (с функциональными втулками 10). Для снижения затрат на изготовление оболочки ее изготовление осуществили путем насыщения каркаса термоградиентным методом, используя принцип фрагментации и последовательной монолитизации в соответствии с пат. РФ №2515878, 2014 г. В данном случае через функциональные втулки 10 производится контроль температуры.
Кроме того изготовили оболочку 7 с отверстиями, соосными с функциональными втулками 10, а также резьбовые втулки 9, предназначенные для соединения оболочки 4 с оболочкой 2. Оболочку 7 изготовили зацело с фланцем. Для уменьшения затрат на изготовление оболочки ее изготовление произвели с использованием насыщения каркаса термоградиентным методом в соответствии с пат. РФ №2515878, 2014 г.
Указанные выше детали (оболочки 2 и 7, функциональные и резьбовые втулки 10 и 9) изготовили из армированного углеродными волокнами композиционного материала на основе углеродной или углерод-карбидокремниевой матрицы (для футеровки реактора установки для силицирования) или композиционного материала на основе матрицы типа С-TiC (для футеровки реактора установки титанирования), пригодных к герметизации. Затем оболочки 2, 7 и резьбовые втулки подвергли герметизации.
Герметизацию указанных деталей при выполнении их из УУКМ осуществили за счет формирования на них газофазного покрытия в виде пироуглерода или карбида кремния в соответствии с пат. РФ №2471707, 2013 г.
Герметизацию указанных деталей при выполнении их из углерод-карбидокремниевого материала осуществили в соответствии с пат. РФ №2480433,2013 г.
Герметизацию указанных деталей при выполнении их из КМ с матрицей типа C-TiC осуществили аналогично КМ с матрицей типа C-SiC, используя процесс титанирования вместо процесса силицирования. В случае крупногабаритных оболочек их можно изготовить из УУКМ, а затем сформировать на них герметичное газофазное покрытие из SiC или TiC.
После изготовления и герметизации элементов футеровки (оболочек 2, 7 и резьбовых втулок 10) произвели монтаж футеровки в следующей последовательности.
Вначале в корпус 4 реактора установили оболочку 2. При изготовлении оболочки 2 из отдельных секций функциональные втулки 10 завели в соответствующие отверстия, выполненные на корпусе 4 реактора, и герметизировали их с помощью уплотнений из вакуумной резины или фторопласта.
При изготовлении оболочки 2 монолитной конструкции ее функциональные втулки 10, доходящие только до внутренней стенки корпуса 4 реактора, соединили с корпусом 4 посредством резьбовых втулок, аналогичных втулкам 9, через соответствующие уплотнения.
При установке оболочки 2 в корпусе 4 реактора ее нижний торец разместили в углублении утолщения, выполненного в днище 5 реактора; место контакта их между собой герметизировали с помощью кремнийорганического герметика. В результате получили контейнер для заполнения его теплоизоляционным материалом 1. Контейнер образован оболочкой 2, корпусом 4 и частью днища 5 реактора.
Полученный контейнер заполнили теплоизоляционным материалом 1, представляющим собой углеродный порошковый или волокнистый наполнитель. После заполнения контейнер закрыли крышкой 13 для исключения вытягивания наполнителя вакуумной системой.
Затем в корпус 4 реактора установили оболочку 7, совместив выполненные в ней отверстия с отверстиями в функциональных втулках 10. Оболочку 7 установили в корпусе 4 реактора с небольшим зазором по отношению к оболочке 2 с тем, чтобы оболочки выполнили роль радиационных тепловых экранов. При установке оболочки 7 в корпусе 4 реактора ее нижний торец разместили в углублении утолщения, выполненного на днище 5 реактора; место контакта их между собой герметизировали с помощью кремнийорганического герметика и уплотнительного шнура на основе фторопласта.
Имеется принципиальная возможность размещения торцев оболочек 2 и 7 в одном углублении с последующей герметизацией их места контакта с днищем 5 реактора.
Установку оболочки 7 на днище 5 реактора произвели таким образом, чтобы край ее фланца лег на утолщение, выполненное со стороны внутренней поверхности корпуса 4 реактора. Место их контакта между собой уплотнили, используя фторопластовый уплотнитель и кремнийорганический герметик.
При большой высоте футеровки корпуса 4 реактора отдельные части оболочек 2 и 7 могут быть соединены между собой посредством замковых стыков с заполнением зазоров в стыках композицией на основе порошка кремния или титана. После расплавления кремния или титана происходит прочное соединение частей оболочек между собой с одновременной герметизацией объектов.
После завершения монтажа оболочки 7 в корпусе 4 реактора образовалась емкость с расположением в ней заполненного углеродным материалом 1 контейнера.
Полученную емкость соединили с расположенным в ней контейнером посредством резьбовых втулок 9, вкручиваемых до упора в уплотнительный материал 14 на основе терморасширенного графита, заложенный на упорную площадку 15, выполненную в функциональных втулках 10, а также в уплотнительный материал, размещенный в гнездах 11 оболочки 7, выполненных под фланцы резьбовых втулок 9 (смотри фиг. 5).
В результате получили футеровку корпуса 4 реактора в виде герметичной емкости, образованной оболочкой 7, корпусом 4 и частью днища 5 реактора, функциональными и резьбовыми соединительными втулками 10, 9. В этой емкости размещен контейнер, заполненный теплоизоляционным материалом 1. Контейнер образован оболочкой 2, корпусом 4 и частью днища 5 реактора, а также функциональными втулками 10.
Следует отметить, что при большой высоте футеровки корпуса 4 реактора возникает существенная разница в удлинениях оболочки 7 и корпуса 4 реактора, следствием чего может быть нарушение целостности (а значит герметичности) указанной емкости.
Таким образом, заявляемое техническое решение в основном направлено на изготовление реакторов сравнительно небольшой высоты. При изготовлении футеровки высоких реакторов для компенсации разницы в удлинениях оболочки 7 и корпуса 4 оболочка 7 снабжается компенсатором, выполненным в виде сильфона на ее концевом участке со стороны контакта с днищем 5 реактора.
Но это уже предмет другого технического решения, развивающего заявляемое техническое решение
Пример изготовления футеровки днища 5 реактора (фиг. 1).
Вначале изготовили чашу 3. Чашу 3 изготовили зацело с необходимыми для исполнения реактором своих функций втулками 10 (центральной и периферийными) с нарезанной по их внутренней поверхности резьбой (т.е. с функциональными втулками 10).
Для снижения затрат на изготовление чаши 3 ее изготовление осуществили путем насыщения пироуглеродом каркаса термоградиентным методом, используя принцип фрагментации и последовательной монолитизации в соответствии с пат. РФ №2515878, 2014 г.
В данном случае центральная втулка 10 выполняет функцию вакуумпровода, а периферийные втулки 10 предназначены для прохождения через них токоподводов установки (на чертеже не показаны).
Кроме того изготовили чашу 8 (внутренним диаметром немного больше, чем наружный диаметр чаши 3, и высотой, выполненной с таким расчетом, чтобы между донными участками чаш 3 и 8 был небольшой зазор, благодаря которому донные участки чаш служат тепловыми экранами) с отверстиями в дне, соосными с функциональными втулками 10, а также резьбовые втулки 9 (с наружной резьбой), предназначенные для соединения между собой чаши 8 с чашей 3 и чаши 3-е днищем 5 реактора.
Указанные выше детали изготовили из тех же материалов и подвергли герметизации так же, как в предыдущем примере.
После изготовления и герметизации элементов футеровки (чаш 3, 8 и резьбовых втулок 10) произвели монтаж футеровки в следующей последовательности.
Вначале на днище 5 реактора установили чашу 3. Посредством резьбовых втулок 9 чашу 3 соединили с днищем 5 реактора через соответствующие уплотнения.
Затем чашу 3 (как контейнер) заполнили теплоизоляционным материалом 1 и закрыли крышкой 13.
После этого на днище 5 реактора установили чашу 8 дном вверх, совместив отверстия в дне чаши 8 с отверстиями в функциональных втулках 10.
При установке чаши 8 на днище 5 реактора ее нижний торец разместили в углублении утолщения, выполненного на указанном днище; место контакта их между собой герметизировали с помощью кремнийорганического или иного герметика и уплотнительного шнура на основе фторопласта. В результате чаша 3, выполняющая роль контейнера для заполнения теплоизоляционным материалом 1, оказывается внутри емкости, образованной чашей 8 и днищем 5 реактора.
Затем чашу 8 соединили с чашей 3 посредством резьбовых втулок 9, вкручиваемых до упора в уплотнительный материал 14 на основе терморасширенного графита, уложенный на упорную площадку 15, выполненную в функциональных втулках 10, а также в уплотнительный материал, размещенный в гнездах 11 чаши 8, выполненных под фланцы резьбовых втулок 9 (смотри фиг. 5).
В результате получили футеровку днища 5 реактора в виде герметичной емкости, образованной перевернутой чашей 8, днищем 5 реактора, функциональными и резьбовыми соединительными втулками 10, 9. В этой емкости размещен контейнер в виде чаши 3 с крышкой 13, заполненный теплоизоляционным материалом 1.
Пример изготовления футеровки крышки 6 реактора (фиг. 2)
Вначале изготовили чашу 3. Чашу изготовили с центральной втулкой, выполняющей функцию подачи через нее инертного газа в рабочий объем реактора (т.е. с функциональной втулкой 10). На дне чаши 3 выполнили несколько упоров (ножек) с тем, чтобы при размещении ее внутри охватывающей ее чаши 8 между их донными участками сформировался небольшой зазор (3-10 мм), т.е. чтобы донные участки чаш 3 и 8 выполнили роль радиационных тепловых экранов.
Кроме того изготовили чашу 8 (внутренним диаметром немного больше, чем наружный диаметр чаши 3) с центральным отверстием в ее дне, соосным с функциональной втулкой 10, а также резьбовые втулки 9 (с наружной резьбой), предназначенные для соединения между собой чаши 3 с крышкой 6 и чаши 3-е чашей 8.
Указанные выше детали изготовили из тех же материалов и подвергли герметизации так же, как в одном из предыдущих примеров.
После изготовления и герметизации элементов футеровки (чаш 3, 8 и резьбовых втулок 10) произвели монтаж футеровки в следующей последовательности. Вначале чашу 3 заполнили теплоизоляционным материалом 1 и закрыли крышкой 13 с выполненными на ней утолщениями 16, играющими роль упоров.
Затем на дно перевернутой крышки 6 реактора установили чашу 3 (на упоры 16, выполненные на ее крышке 13).
Затем на дно перевернутой крышки 6 реактора установили чашу 8, совместив отверстие в дне чаши 8 с отверстием в функциональной втулке 10. При установке чаши 8 на дно перевернутой крышки 6 реактора ее нижний торец разместили в углублении утолщения, выполненного на указанной крышке 5; место контакта их между собой герметизировали с помощью кремнийорганического (или иного) герметика и уплотнительного шнура на основе фторопласта.
Под наружный диаметр дна чаши 8 установили упор 16, смонтированный на цилиндрическом участке крышки 6 реактора со стороны ее внутренней поверхности.
В результате чаша 3, выполняющая роль контейнера для заполнения теплоизоляционным материалом 1, оказывается внутри емкости, образованной чашей 8 и крышкой 6 реактора.
Затем чашу 8 соединили с чашей 3 посредством резьбовой втулки 9, вкрученной до упора в уплотнительный материал 14 на основе терморасширенного графита, уложенный на упорную площадку 15, выполненную в функциональной втулке 10, а также в уплотнительный материал, размещенный в гнезде 11 чаши 8, выполненной под фланец резьбовой втулки 9 (см. фиг. 5).
Затем крышку 6 реактора перевернули.
После этого чашу 8 соединили с крышкой 6 реактора в зоне прохождения центральной втулки 10, для чего в функциональную втулку 10 ввернули резьбовую соединительную втулку 9 до упора в уплотнительный материал 14 на основе терморасширенного графита, уложенный на упорную площадку 15, выполненную в функциональной втулке 10, а так же в уплотнительный материал, размещенный в соответствующем гнезде, выполненном в крышке 6 реактора под фланец резьбовой втулки 9 (см. фиг. 2 и 5).
В результате получили футеровку крышки 6 реактора в виде герметичной емкости, образованной чашей 8, крышкой 6 реактора, функциональными и резьбовыми соединительными втулками 10, 9. В этой емкости размещен контейнер в виде чаши 3 (с центральной функциональной втулкой 10), заполненный теплоизоляционным материалом 1 и закрытый крышкой 13.

Изобретение относится к способу и реактору для металлирования крупногабаритных заготовок в высокотемпературном реакторе установки для объемного металлирования паро-жидкофазным, альтернативным жидкофазным и комбинированным методами. Способ включает вакуумирование реактора в холодном состоянии и при нагреве в ходе проведения процесса металлирования. Причем в ходе проведения процесса металлирования осуществляют раздельное вакуумирование теплоизоляционного материала, размещенного в герметичных камерах, образованных герметичными элементами футеровки крышки, корпуса и днища реактора и самими элементами реактора, и рабочего реакторного пространства, а после завершения процесса металлирования вплоть до очередного его проведения производят консервацию теплоизоляционного материала путем создания в герметичных камерах атмосферы инертного газа с избыточным давлением 0,025-0,03 атм, путем подачи инертного газа в герметичные камеры одновременно с подачей воздуха в рабочий объем реактора и поддержания в камерах и рабочем объеме реактора близкого по значению давления до создания в них атмосферного давления, с последующим созданием в герметичных камерах избыточного давления. Раскрыт также реактор, в котором футеровка корпуса, крышки и днища реактора установки для металлирования заготовок выполнена из углеродного порошкового и/или волокнистого наполнителя низкой теплопроводности, расположенного в контейнерах, образованных обечайками и/или чашами из армированного углеродными волокнами композиционного материала на основе углеродной или углерод-карбидметаллической матрицы типа C-SiC, C-TiC и соответствующими корпусными деталями реактора. Футеровка выполнена из двух групп обечаек и чаш, образующих с соответствующими корпусными деталями реактора камеры для размещения в них контейнеров, заполненных теплоизоляционным материалом. Также раскрыт способ изготовления углеродсодержащей футеровки упомянутого реактора. Обеспечивается объемный характер металлирования карбидообразующими металлами крупногабаритных заготовок. 3 н.п. ф-лы, 5 ил.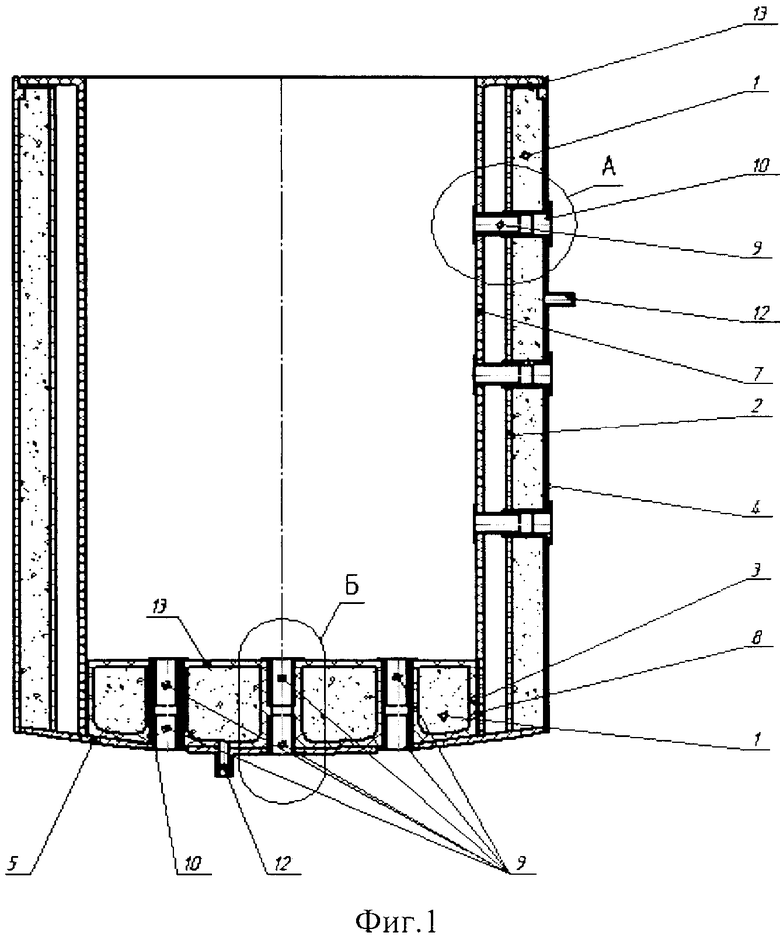
1. Способ металлирования крупногабаритных заготовок в реакторе установки для объемного металлирования, содержащем водоохлаждаемый корпус, днище, крышку, футеровку обечаек и чаш, состоящую из теплоизоляционного материала в виде углеродного порошкового и/или волокнистого углеродного наполнителя низкой теплопроводности, размещенного в контейнерах, образованных корпусом и обечайками, и днищем, крышкой и чашами реактора, нагреватели с токоподводами, вакуумную систему, включающий вакуумирование реактора в холодном состоянии, нагрев реактора и вакуумирование его при нагреве в ходе металлирования заготовки, отличающийся тем, что в рабочем пространстве реактора в процессе металлирования заготовок осуществляют раздельное вакуумирование упомянутого теплоизоляционного материала в упомянутых контейнерах, для чего их помещают в герметичные камеры, и рабочего пространства упомянутого реактора, после чего посредством системы подачи инертного газа и воздуха подают инертный газ в герметичные камеры и одновременно подают воздух в рабочий объем реактора с обеспечением поддержания в герметичных камерах и рабочем объеме реактора близкого по значению давления до создания в них атмосферного давления, а затем создают в герметичных камерах атмосферу инертного газа с избыточным давлением 0,025-0,03 атм для консервации упомянутого теплоизоляционного материала.
2. Реактор установки для объемного металлирования крупногабаритных заготовок, содержащий водоохлаждаемый корпус, днище, крышку, обечайки, размещенные в корпусе реактора, чаши, размещенные в днище и крышке реактора, и футеровку из теплоизоляционного материала в виде углеродного порошкового и/или волокнистого наполнителя низкой теплопроводности, размещенного в контейнерах, образованных корпусом и обечайками и днищем, крышкой и чашами реактора, нагреватели с токоподводами, вакуумную систему и систему подачи газа, отличающийся тем, что обечайки и чаши выполнены в виде двух, первой и второй, групп, при этом обечайки и чаши первой группы снабжены выполненными зацело с ними резьбовыми втулками с резьбой на внутренней поверхности для соединения через уплотнения с корпусом, днищем и крышкой реактора, а обечайки и чаши второй группы выполнены с отверстиями, расположенными соосно с втулками обечаек и чаш первой группы, и посадочными гнездами для укладки в них уплотнителя из терморасширенного графита, уплотняемого за счет прижимных элементов, и установлены с образованием совместно с втулками обечаек и чаш первой группы, корпусом, днищем и крышкой упомянутого реактора герметичных камер, выполненных с возможностью соединения их с вакуумной системой и системой подачи в них инертного газа, причем обечайки, чаши и втулки реактора изготовлены из армированного углеродными волокнами композиционного материала на основе углеродной или углерод-карбидметаллической матрицы типа C-SiC, C-TiC, пригодного к герметизации в составе детали.
3. Способ изготовления реактора установки для объемного металлирования крупногабаритных заготовок, содержащего водоохлаждаемый корпус, днище, крышку, обечайки, размещенные в корпусе реактора, чаши, размещенные в днище и крышке реактора, и футеровку, выполненную из теплоизоляционного материала в виде углеродного порошкового и/или волокнистого наполнителя низкой теплопроводности, размещенного в контейнерах, образованных корпусом и обечайками реактора, и днищем, крышкой и чашами реактора, нагреватели с токоподводами, вакуумную систему и систему подачи инертного газа, включающий изготовление оболочек и чаш, монтаж обечаек в корпусе, и чаш в днище и крышке реактора с образованием совместно с ними контейнеров, размещение в них углеродного порошкового и/или волокнистого наполнителя низкой теплопроводности, отличающийся тем, что обечайки и чаши выполняют в виде двух, первой и второй, групп, из которых первую группу обечаек и чаш изготавливают зацело с втулками с нарезанной по их внутренней поверхности резьбой, а затем изготавливают вторую группу обечаек и чаш с выполненными в них отверстиями, соосными с втулками, и с резьбовыми втулками для соединения обечаек и чаш второй группы с обечайками и чашами первой группы, при этом обечайки, чаши и втулки изготавливают из армированного углеродными волокнами композиционного материала на основе углеродной или углерод-карбидметаллической матрицы типа C-SiC или C-TiC с последующей их герметизацией, устанавливают первую группу обечаек и чаш с изготовленными зацело с ними втулками, соответственно, в корпус, днище и крышку реактора, причем в зоне водоохлаждаемой стенки корпуса реактора соединяют обечайки и чаши первой группы соответственно с корпусом, днищем и крышкой реактора герметизирующим клеевым составом и/или через уплотнение, а втулки соединяют соответственно с корпусом, днищем и крышкой реактора через уплотнения с образованием контейнеров, затем заполняют полученные контейнеры углеродным порошковым и/или волокнистым наполнителем низкой теплопроводности, устанавливают обечайки и чаши второй группы соответственно в корпус, днище и крышку реактора, соединяют с ними клеевым составом и/или через уплотнение с обеспечением образования камер для размещения в них заполненных теплоизоляционным материалом контейнеров с последующим соединением образованных камер с контейнерами посредством резьбовых втулок, вкручиваемых до упора в уплотнительный материал, заложенный на упорную площадку, выполненную во втулках, и в уплотнительный материал, размещенный в гнездах оболочки и чаш второй группы, выполненных под фланцы резьбовых втулок.
| RU 574947 C1, 10.02.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2490238C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ ПАРОМ | 2007 |
|
RU2449049C2 |
| US 6109209 A, 29.08.2000 | |||
| КРЕПЕУКЛАДЧИК СБОРНОЙ ЖЕЛЕЗОБЕТОННОЙ КРЕПИ | 1957 |
|
SU110089A1 |
| Прибор для контроля работы автомобиля | 1956 |
|
SU107848A1 |

