со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ХИМИЧЕСКОГО ПОЛИРОВАНИЯ ТИТАНОВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015206C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ | 1999 |
|
RU2196848C2 |
| Устройство для химической обработки стеклоизделий | 1986 |
|
SU1379259A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355829C2 |
| СПОСОБ ОБЕЗВРЕЖИВАНИЯ ПУЛЬПЫ ГИПОХЛОРИТА КАЛЬЦИЯ | 2016 |
|
RU2636082C1 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЙ ИЗ НИТРИДА ТИТАНА С ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2471017C1 |
| СПОСОБ МНОГОЭТАПНОГО ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2373306C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
| Установка для химической обработки стеклоизделий | 1974 |
|
SU533562A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2168565C1 |
Использование: для химического полирования титановых изделий. Сущность: способ включает травление и полирование изделий в растворе кислот-с промежуточной и окончательной промывками в воде, причем процесс ведут в камере, снабженной системой улова токсичных выбросов, при этом предварительно изделия помещают в емкость с водой, камеру герметизируют и продувают водяным паром при давлении 1,1-1,3 атм, а перед промывками изделия обдувают водяным паром. 2 фиг.
Изобретение относится к технологии химической обработки изделий из цветных металлов и может быть использовано в машиностроении.
Преимущественно данное изобретение предназначено для химического полирования титановых изделий.
Известен способ химического полирования титановых изделий, включающий предварительное травление в растворе серной, азотной, плавиковой и соляной кислот, с промывкой в воде и полирование в водном растворе азотной,серной и плавиковой кислот, нагретом до температуры 80-90°С, с последующей промывкой в воде в кислотостойких ваннах (см., например, Грихилес С.Я, Электрохимическое и химическое полирование - Л.: Машиностроение, 1987,-с. 149).
Недостатками известного способа являются выделение большого количества вредных выбросов.
Наличие вредных выбросов обусловлено тем, что в процессе предварительного травления и полирования выделяются токсичные окислы и пары кислот. Проведение процесса полирования при повышенной температуре увеличивает объем испаряющихся паров, улов которых затруднен и требует наличие громоздкого и дорогостоящего оборудования.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ химического полирования титановых изделий, включающий предварительное травление в водном растворе плавиковой, азотной и соляной кис мот с промывкой в воде, и полирование в растворе плавиковой и азотной кислот с последующей промывкой в воде, в кислотостойких ваннах, расположенных в камере, сообщенной с системой улова токсичных выбросов (см. Регламент Типовой технолоVIN К W СЛ
ON
гический процесс механического и химического полирования титановых трубок).
Недостатками известного способа являются наличие токсичных выбросов.
Наличие токсичных выбросов обусловлено бурным выделением вредных окислов и паров, вследствие экзотермичности реакции. Более полный улов образовавшихся паров требует наличие дорогостоящего оборудования, вследствие чего в существующих системах имеются токсичные выбросы,
Целью изобретения является снижение степени токсичности выбросов.
Указанная цель достигается тем, что в известном способе, включающем травление и полирование в растворе кислот с промежуточной и окончательной промывками в воде, причем процесс ведут в камере, снабженной системой улова токсичных выбросов, согласно изобретению, изделия .предварительно помещают в емкость с водой, камеру герметизируют и продувают водяным паром при давлении 1,1-1,3 атм, а перед промывками изделия обдувают водяным паром.
Это позволяет полностью предотвратить вредные выбросы в окружающую среду. Предварительная продувка герметичной гэ.меры и обдув изделий после травления и полирования водяным паром позволяют удалить из системы инертные газы, которые ухудшают условия конденсации интенсивно образующихся в процессе реакций токсичных паров. В результате, образующиеся токсичные выбросы имеют близкую к 100% сонцентрацию и легко абсорбируются водой.
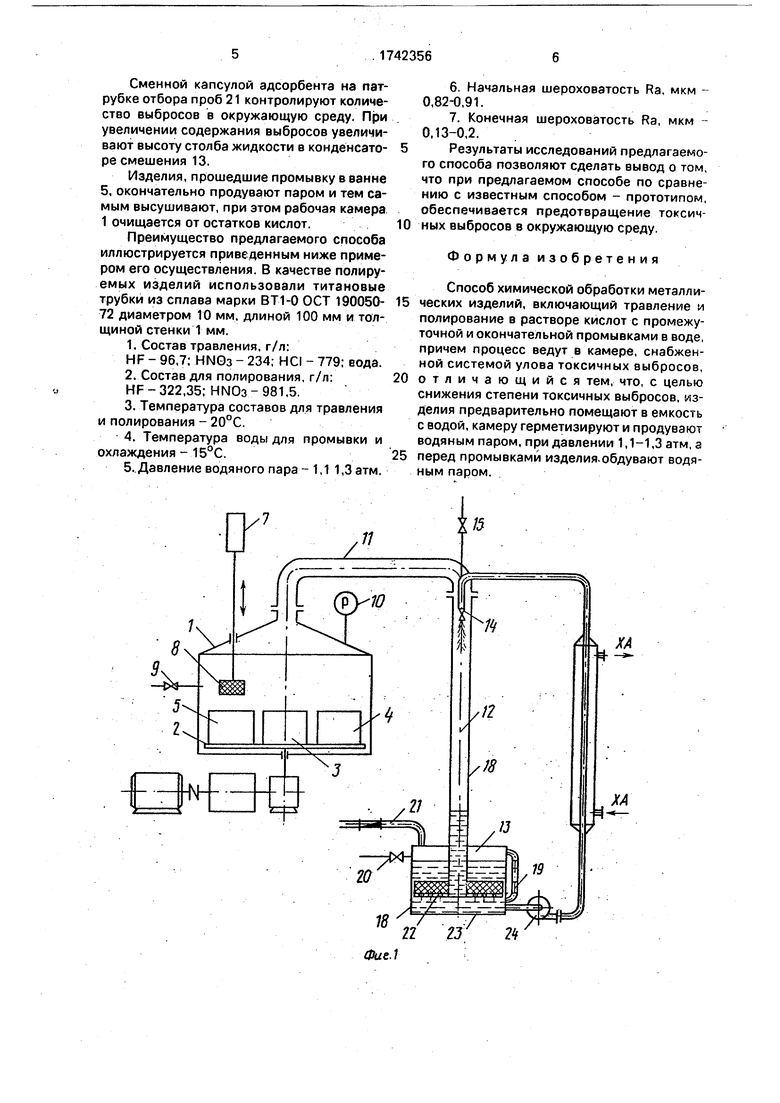
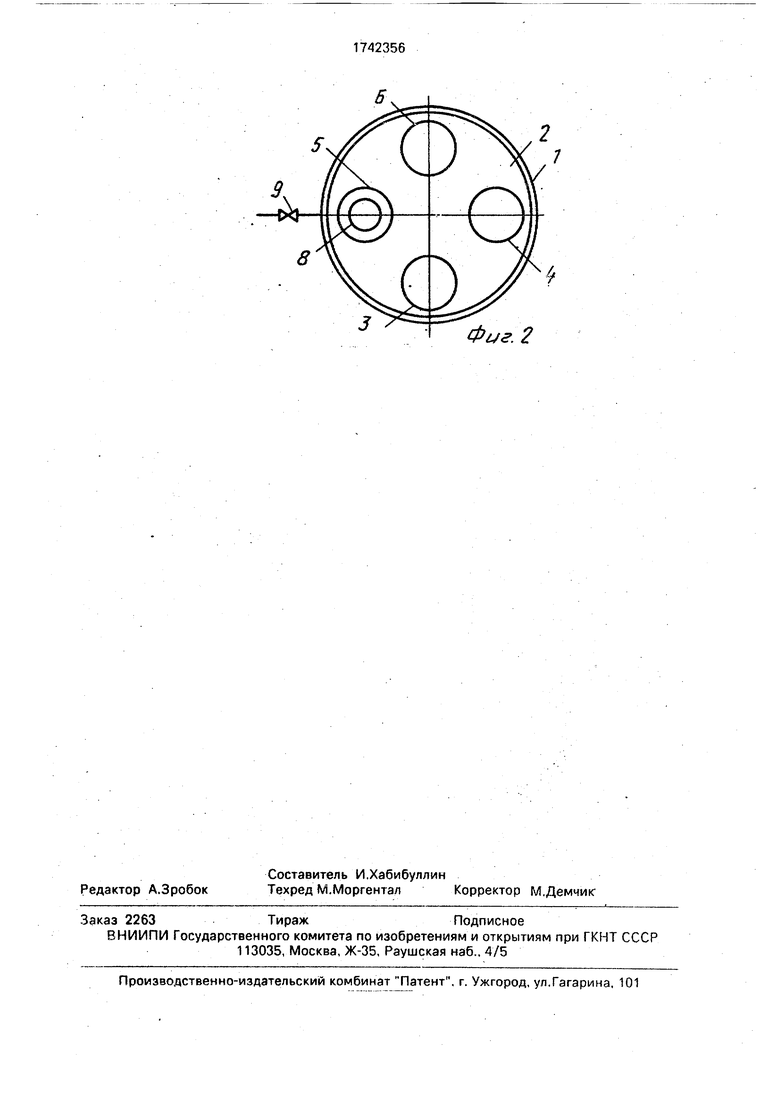
На фиг. 1 изображена принципиальная схема установки по осуществлению предлагаемого способа; на фиг, 2 - разрез рабочей ьамеры.
Установка содержит рабочую камеру 1, i которой расположен поворотный стол 2 с ваннами для травления 3, полирования 4 и ваннами для воды 5, 6. Рабочая камера 1 снабжена подъемным устройством 7 для подвески и вертикального перемещения корзины 8 с изделиями, патрубком подачи водяного пара 9 с вентилем, мановакуум- метром 10 и сообщена через вытяжную трубу 11 с конденсатором. Конденсатор представляет собой двухступенчатую систему, включающую конденсатор орошения 12 и конденсатор смешения 13. Конденсатор орошения 12 состоит из эжектора 14, сообщенного через вентиль 15 с системой подучи эоды и соединенного с холодильником 15 системы охлаждения конденсата и барометрической трубы 17, соединенной с кон- дечглтором смешения 13. Конденсатор
смешения 13 состоит из емкости 18 снабженной уровнемером 19, сливном патрубком 20, патрубком отбора проб выхлопа 21 и распылительной системы, включающей
перфорированный диск 22 и фторопластовый фильтр 23. Система охлаждения конденсата состоит из холодильника 16 и центробежного насоса 24, сообщенного с емкостью 18 конденсатора смешения 13.
0 Способ осуществляют следующим образом.
Корзину 8 с титановыми изделиями подвешивают на подъемное устройство 7 и опускают в ванну 5 с водой. Предварительное
5 помещение изделий в ванну с водой позволяет охладить их и предотвратить их нагрев в процессе продувки паром, что снижает абсолютное количество выбросов в виду снижения температуры процессов травле0 ния и полирования. Рабочую камеру 1 герметизируют. Заполняют (открытием вентиля 15) водой емкость 18 конденсатора смешения 13. Включают центробежный насос 24 и орошают трубу 17 охлажденной
5 жидкостью. Продувают камеру 1 через паровой патрубок 9 насыщенным водяным паром при давлении 1,1-1.3 атм, тем самым вытесняют инертные газы из системы. При продувке паром давлением более 1,3 атм,
0 вследствие высокой температуры, повышается интенсивность парообразования смеси кислот, при давлении менее 1,1 атм затягивается процесс удалений инертного газа из камеры. Извлекают корзину 8 с из5 делиями из ванны 5 с водой и перемещением поворотного стола 2 подают ванну 3 с травильным раствором. Опускают корзину 8 в ванну 3. После проведения процесса травления корзину 8 вынимают из ванны 3 и
0 продувают водяным паром. Корзину 8 погружают в ванну 6 с водой. Затем погружением изделий в ванну 4 производят полирование. Продувкой водяным паром корзины 8 нагревают изделия и испаряют с
5 их поверхности остатки кислот. Пары, выделяющиеся в процессах полирования и травления, отводятся по вытяжной трубе 11 за счет разности давления в рабочей камере 1 и барометрической трубе 17 в первую сту0 пень конденсации - конденсатор орошения 12, где увлекаются струей воды. Несконденсировавшиеся пары отводят в конденсатор смешения 13, представляющий собой вторую ступень конденсации. Паровой поток
5 проходя через перфорированный диск 22, слой фторопластового фильтра 23 разбивается на отдельные пузырьки, которые смешиваются с водой. Конденсат, охлажденный а холодильнике 16. нагнетают центробежным насосом 24 в эжектор 14.
Сменной капсулой адсорбента на патрубке отбора проб 21 контролируют количество выбросов в окружающую среду. При увеличении содержания выбросов увеличивают высоту столба жидкости в конденсаторе смешения 13.
Изделия, прошедшие промывку в ванне 5, окончательно продувают паром и тем самым высушивают, при этом рабочая камера 1 очищается от остатков кислот.
Преимущество предлагаемого способа иллюстрируется приведенным ниже примером его осуществления. В качестве полируемых изделий использовали титановые трубки из сплава марки ВТ1-0 ОСТ 190050- 72 диаметром 10 мм, длиной 100 мм и толщиной стенки 1 мм.
HF - 96,7: НМОз - 234; HCI - 779; вода.
6 Начальная шероховатость Ra, мкм - 0,82-0,91.
Результаты исследований предлагаемого способа позволяют сделать вывод о том, что при предлагаемом способе по сравнению с известным способом - прототипом, обеспечивается предотвращение токсич- ных выбросов в окружающую среду.
Формула изобретения
Способ химической обработки металли- ческих изделий, включающий травление и полирование в растворе кислот с промежуточной и окончательной промывками в воде, причем процесс ведут в камере, снабженной системой улова токсичных выбросов, отличающийся тем, что, с целью снижения степени токсичных выбросов, изделия предварительно помещают в емкость с водой, камеру герметизируют и продувают водяным паром, при давлении 1,1-1,3 атм, а перед промывками изделия.обдувают водяным паром.
еП7 я
Фиг. 2
| Грилихес С.Я | |||
| Электрохимическое и химическое полирование | |||
| Л., Машиностроение, 1987, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| Типовой технологический процесс механического и химического полирования титановых трубок, № 04807201271,00015, 1985 г., с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
