Изобретение относится к машиностроению, в частности к технологии и оборудованию для лазерной резки, сварки, формирования канавок и др.
Известен способ лазерной обработки (резки, сварки), при котором сфокусированное излучение лазера направляют на движущуюся относительно луча лазера заготовку.
Недостатком данного способа является низкое качество обработки по криволинейной траектории при малых радиусах кривизны. Это объясняется тем, что точки облучаемой поверхности получают разное количество энергии облучения, так как скорости их перемещения на криволинейных участках зависят от расстояния до центра кривизны траектории.
Известен способ лазерной обработки, выбранный в качестве прототипа, при котором плотность мощности в пятне нагрева лазерного излучения, предварительно пропускаемого через диафрагму, изменяют пропорционально скорости перемещения обрабатываемой заготовки, корректируя расстояние между поверхностью последней и фокусом лазерного излучения.
Недостатком данного способа является низкое качество обработки по криволинейной траектории с малым радиусом кривизны. Это объясняется тем, что точки облучения поверхности получают разное количество энергии облучения, так как скорости их перемещения на криволинейных участках зависят от расстояния до центра кривизны траектории.
Цель изобретения - повышение качества обработки по криволинейной траектории с малым радиусом кривизны.
Поставленная цель достигается тем, что в способе лазерной обработки материалов, при котором плотность мощности в пятне нагрева лазерного излучения, прдварительно пропускаемого через диафрагму, изменяют пропорционально скорости перемещения обрабатываемой заготовки, корректируя расстояние между поверхностью последней и фокусом лазерного излучения, согласно изобретению плотность мощности в зоне обработки поддерживают пропорциональной расстоянию от этой зоны до центра кривизны траектории перемещения луча, для чего луч смещают относительно отверстия диафрагмы в направлении от центра кривизны траектории его перемещения.
На чертеже показана схема распределения плотности мощности Р в зоне облучения; I - на прямолинейном участке; II, III - на криволинейных участках; ab - сечение зоны по диаметру в направлении, перпендикулярном радиусу кривизны; S - направление к центру кривизны; Pо - величина плотности мощности в геометрическом центре О зоны обслуживания.
Способ осуществляется следующим образом. Заготовка, подлежащая обработке, устанавливается на рабочем столе. Установка включается, и стол выводится в исходную позицию. Включается режим "Обработка", и на движущуюся в заданном программой направлении заготовку подается излучение лазера. На участках с ускорением (заземлением) скорости движения плотность мощности (Ро на графике I) проходящего через диафрагму излучения пропорционально увеличивается (уменьшается) путем изменения расстояния между поверхностью заготовки и фокусом излучения. При обработке по криволинейной траектории плотность мощности в пятне нагрева дополнительно перераспределяется (графики II и III) пропорционально расстоянию до центра кривизны траектории обработки. Это достигается тем, что сканатором луч смещается относительно диафрагмы в направлении от центра кривизны траектории его перемещения.
Проводилось формирование канавок шириной 0,2 мм и глубиной 0,1 мм в стеклотекстолите типа СТЭК толщиной 1 мм. Использовался СО2-лазер ИЛНГ-802 с мощностью непрерывного излучения 30 Вт. Качество канавок проверялось визуально с применением микроскопа МБС-9 после предварительной очистки в ультразвуковой установке типа УЗУ-0,25. Диаметр отверстия диафрагмы составил 4 мм. Величина угла отклонения луча сканирования и смещение расстояния фокуса до поверхности заготовки подбирались опытным путем для радиуса закругления, равного 0,6 мм, с корости реза 0,6 м/мин и заносились в программу системы управления. Затем производилась обработка. На участках с закруглениями, выполненными без дополнительного перераспределения плотности мощности, наблюдались дефекты, связанные с изменением ширины канавки (примерно на 30% ), и неравномерность глубины, кромка канавки, ближняя к центру кривизны, "вспенивалась" и имела большой нагар. Применение дополнительного перераспределения плотности мощности позволило получить параметры канавки на закруглениях, практически одинаковые с параметрами на прямолинейных участках.
Использование предлагаемого способа по сравнению с известными значительно улучшает качество обработки участков с криволинейными контурами, имеющих величину отношения радиуса кривизны к ширине сечения зоны облучения через центр зоны в направлении радиуса кривизны меньше 10. (56) Авторское свидетельство СССР N 1358242, кл. B 23 K 26/00, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ХАРАКТЕРИСТИК СВЕТОРАССЕЯНИЯ ОПТИКО-ЭЛЕКТРОННЫХ ПРИБОРОВ | 2007 |
|
RU2329475C1 |
| СПОСОБ РЕЗКИ ПИРОГРАФИТА | 2007 |
|
RU2344027C1 |
| СПОСОБ СОВМЕСТНОЙ ПРОШИВКИ ДВОЙНЫХ СЕТОЧНЫХ СТРУКТУР МЕТОДОМ ЛАЗЕРНОЙ АБЛЯЦИИ | 2024 |
|
RU2831606C1 |
| Способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой | 2020 |
|
RU2752821C1 |
| Способ и устройство для лазерной резки материалов | 2016 |
|
RU2634338C1 |
| Способ многолучевой лазерной полировки алмазной поверхности и устройство для реализации | 2021 |
|
RU2797105C2 |
| СПОСОБ РЕЛЬЕФНОЙ ЛАЗЕРНОЙ ГРАВИРОВКИ | 2008 |
|
RU2472629C2 |
| ЛАЗЕРНОЕ ГЕНЕРАТОРНО-УСИЛИТЕЛЬНОЕ УСТРОЙСТВО ОДНОМОДОВОГО ИЗЛУЧЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2044065C1 |
| ЛАЗЕРНОЕ УСТРОЙСТВО МАЛОМОДОВОГО ИЗЛУЧЕНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА | 1992 |
|
RU2016089C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2113332C1 |
Использование: машиностроение, в частности технология и оборудование для лазерной резки, сварки, формирования канавок и др. Сущность изобретения: обработку осуществляют с регулированием мощности лазерного излучения, проходящего через диафрагму, пропорционально скорости перемещения обрабатываемой заготовки. При этом корректируют расстояние между поверхностью заготовки и фокусом лазерного излучения. Луч смещают относительно отверстия диафрагмы в направлении от центра кривизны траектории его перемещения. 1 ил.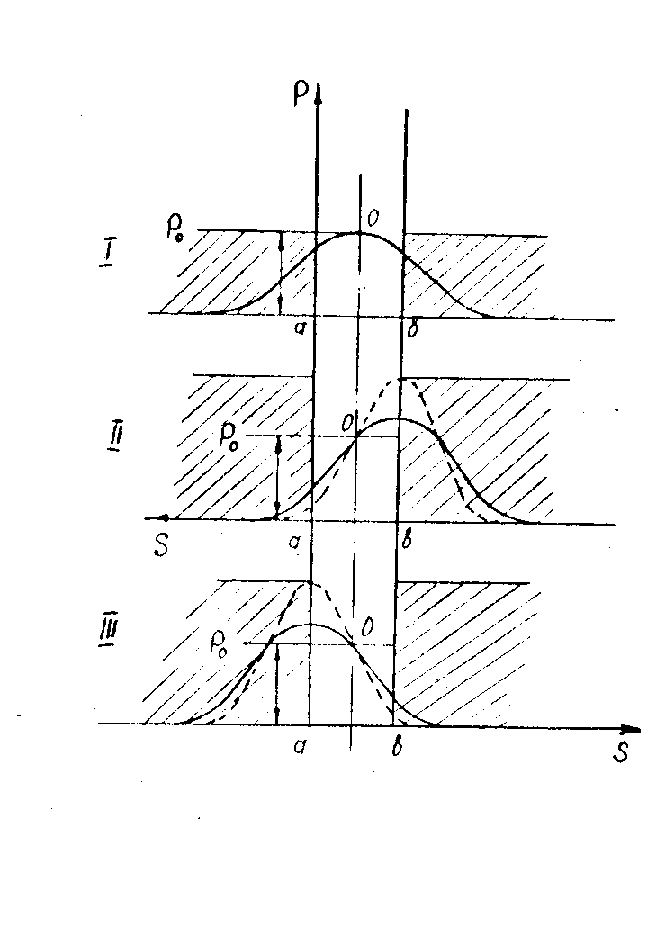
СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ, при котором плотность мощности в пятне нагрева лазерного излучения, предварительно пропускаемого через диафрагму, изменяют пропорционально скорости перемещения обрабатываемой заготовки, корректируя расстояние между поверхностью последней и фокусом лазерного излучения, отличающийся тем, что, с целью повышения качества обработки по криволинейной траектории с малым радиусом кривизны, плотность мощности в зоне обработки поддерживают пропорциональной расстоянию от этой зоны до центра кривизны траектории перемещения луча, для чего луч смещают относительно отверстия диафрагмы в направлении от центра кривизны траектории его перемещения.
