Предлагаемое изобретение относится к области лазерной техники, машиностроения и электроники, в частности к оптическим и сварочным технологиям, а именно к способам предварительной обработки поверхности перед сваркой лучом лазера, и может найти применение в разных секторах машиностроения и металлургии, например, при подготовке перед диффузионной сваркой металлических заготовок для формирования посредством наноструктурирования поверхности предварительной обработкой импульсным лазерным лучом их поверхностных слоев с повышенными качеством соединения металлических заготовок при диффузионной сварке, в частности, для нано- и микромеханики и микроэлектроники.
Хотя осуществление диффузионной сварки в вакууме или в инертной газовой среде расширяет технологические возможности данного способа сварки, в настоящее время проблема повышения качества соединения и расширение допустимого температурного режима сварки [1-5] по-прежнему остается актуальной.
Улучшение механических характеристик сварных соединений при диффузионной сварке возможно за счет формирования на свариваемых поверхностях разных упорядоченных структур, в том числе микронного и субмикронного масштаба [1-3]. Для их создания могут применяться такие технологические приемы, как лазерная модификация свариваемых поверхностей заготовок. В работе [6] было показано, что создание на свариваемых поверхностях периодического рельефа при их лазерной обработке с оплавлением при диффузионной сварке в условиях горячего изостатического прессования (ГИП) приводит к повышению предела прочности сварного соединения сталей марок 09X17H-Ш и 08Х18Н10Т. В работах [7-9] рассмотрен механизм процесса диффузионного роста в металлах.
Перспективным методом формирования наноструктуры на металлической поверхности может стать прямое лазерное наноструктурирование наносекундными импульсами в ультрафиолетовой области спектра [10-13]. Эффективное воздействие лазерного излучения на тонкий (~1 мкм) приповерхностный слой позволяет получать разные микро- и наноструктуры с заданными параметрами.
Для формирования наноструктурных слоев необходим сверхскоростной нагрев поверхностного слоя и малая глубина расплавленного слоя, что позволяет охлаждать в режиме теплопроводности поверхностный слой со скоростью V °С/с, приводящей к образованию наноструктуры, т.е.
Vкр<V<Vmax,
где Vкр - критическая скорость охлаждения, приводящая к образованию субмикроструктуры (>100 нм); Vmax - скорость охлаждения, приводящая к образованию аморфных структур (стеклованию), (Vmax=106…1010 °С/с).
Наноразмерные структуры характеризуются особенностями, заключающимися в том, что рассматриваемые процессы и совершаемые действия происходят в нанометровом диапазоне пространственных размеров, где исходным материалом являются отдельные атомы, молекулы, молекулярные системы. Поэтому, в отличие от традиционной технологии, для нанотехнологии характерен «индивидуальный» подход, при котором внешнее управление достигает отдельных атомов и молекул, что позволяет создавать из них наноразмерные материалы с контролируемой структурой и принципиально новыми физико-химическими свойствами - оптическими, электрическими, магнитными, коррозионностойкими, в том числе обеспечивающими улучшение механических и триботехнических свойств поверхности.
Известен способ получения наноструктурированной поверхности сплавов лазерной обработкой, осуществляемый энергетическим воздействием лазерным излучением с частотой следования импульсов не менее 4 кГц и максимальной плотностью мощности (q<4,88λ(T)⋅Tпл/Df) и временем воздействия не менее 30 с, где λ(Т) - коэффициент теплопроводности материала; Тпл - температура плавления материала; Df - апертура лазерного излучения в плоскости обработки [14].
Недостатком данного технического решения является ограниченный класс обрабатываемых материалов и длительность технологического процесса, так для образцов толщиной 2 мм время воздействия составляет более 5 мин.
Известен способ получения наноструктурированной поверхности стали лазерной обработкой, включающий структурирование поверхности поляризацией лазерного излучения и между поляризацией в жидкой или газообразной среде посредством лазерного устройства с длиной импульса в нано- и фемтосекундном диапазонах для создания решетчатых структур типа кода, шрифта, логотипа и/или изображения или аутентификационного признака в нанометровом диапазоне (LIPPS), при этом поверхность подвергают облучению лазерным излучением с длительностью импульса в диапазоне от наносекунд до фемтосекунд таким образом, что воздействие лазерного луча на твердые поверхности ребер решетчатых структур для создания гребневых наноструктур осуществляют путем регулировки соответствующего лазерного энергопотребления в диапазоне от порогов отвода материала до 1000 Дж/см2 включительно и интегрированной регулировки заданных направлений поляризации лазерного луча посредством оптической системы и системы управления лазерным излучением с регулировкой соответствующих относительных скоростей между сфокусированным лазерным лучом и поверхностностью в диапазоне от 0,1 мм/с до 1000 мм/с с интервалами (периодами) ребер и глубиной траншеи ребер соответственно в диапазоне от 100 нм до 1000 нм и по отдельности за счет относительного движения [15].
Недостатком данного технического решения является ограниченный набор получаемых структур, а именно: только в виде решетчатых структур типа кода, шрифта, логотипа и/или изображения или аутентификационного признака. Это связано с тем, что возникновение и развитие рельефов в данном случае определяется интерференцией падающего луча с излучением, рассеянным вдоль границы раздела поверхностными неоднородностями. При этом нельзя получить рельефы с периодом менее половины длины волны падающего на материал лазерного излучения. Кроме этого, для осуществления данного способа может быть применен ограниченный класс источников излучения - лазеры с фемтосекундной длительностью импульса, отличающиеся сложной системой фокусировки.
Наиболее близким к заявляемому способу по своей технической сути (прототипом) является способ получения наноструктурированной поверхности стали лазерной обработкой, включающий размещение заготовки в герметичной камере, заполненной инертным газом и газом-модификатором при давлении газов в камере 1,5-2 атм, воздействие на обрабатываемую поверхность заготовки перемещаемым по обрабатываемой поверхности скоростью, равной 0,1-2 м/с лазерным лучом с плотностью мощности лазерного пятна на поверхности детали, равной (106-107) Вт/см2, обеспечивающим образование в парах расплавленного металла приповерхностной плазмы оптического разряда [16].
Недостатком данного технического решения является использование непрерывного лазера, который позволяет развить не очень высокую плотность мощности на поверхности обрабатываемых образцов по сравнению с пиковой плотностью мощности у импульсно-периодических лазеров. Другой немаловажной проблемой для непрерывных лазеров является теплоотвод с поверхности облучаемого образца, из-за чего высокой температурной нагрузке подвергаются большие объемы обрабатываемого материала, что в некоторых случаях может негативно сказываться на его механических свойствах (могут возникать термодеформации, искажающие форму поверхности, что зачастую неприемлемо для точных деталей). Также получение твердой поверхности известным техническим решением, приводит к понижению ее адгезионных свойств, что негативно скажется при проведении диффузионной сварки деталей с подобной обработкой.
Новым достигаемым техническим результатом предполагаемого изобретения является повышение качества соединения разнородных металлических заготовок при диффузионной сварке.
Новый технический результат достигается тем, что в способе получения наноструктурированной поверхности металлической заготовки лазерной обработкой, включающем размещение обрабатываемой металлической заготовки в герметичной камере, заполненной инертным газом до давления 151-203 кПа, воздействие на обрабатываемую поверхность с образованием расплавленного металла перемещаемым по обрабатываемой поверхности лазерным лучом с плотностью мощности лазерного пятна на поверхности детали, обеспечивающей образование в парах расплавленного металла приповерхностной плазмы, и наноструктурирование обрабатываемой поверхности, в отличие от прототипа, наноструктурирование осуществляют лазерным лучом наносекундного импульсного лазера с плотностью мощности энергии в диапазоне от 1,0 до 5 Дж/см2 до формирования на наноструктурируемой поверхности рельефных структур в виде микроборозд, микропор, искривленных каналов, микроконусов с поперечными размерами от 1 до 5 мкм, а также шарообразных структур диаметром около 500 нм на цилиндрических подставках-ножках шириной около 300 нм, при этом количество лазерных импульсов, приходящихся на единичное пятно облучения, определяют по формуле:
N=D2⋅ν/(u⋅b),
где N - количество лазерных импульсов, приходящихся на единичное пятно облучения; D - диаметр пятна облучения; ν - частота следования лазерных импульсов; u - скорость сканирования лазерного луча по поверхности обрабатываемой заготовки; b - шаг перемещения лазерного луча по вертикали,
а после наноструктурирования осуществляют диффузионную сварку металлических заготовок на наноструктурированной поверхности во второй герметичной камере воздействием давления и нагревом свариваемых металлических заготовок в атмосфере инертных газов, при этом в качестве материала свариваемых металлических заготовок используют разнородные металлы, или их сплавы.
Лазерный луч могут перемещать относительно обрабатываемой поверхности по предварительно заданной в зависимости от формы и свойств обрабатываемой металлической заготовки траектории непрерывно или дискретными шагами со временем пребывания в каждом положении 0,01 с и перехода между положениями 10 мкм, при этом луч сфокусирован на поверхности металлической заготовки и имеет диаметр пятна облучения D, и при смене направления движения смещается на расстояние b.
В качестве источника излучения могут использовать высокоинтенсивный твердотельный Nd:YaG-лазер, или эксимерный ArF-лазер, или волноводный лазер, или другой лазерный источник, имеющий аналогичные временные и мощностные характеристики.
В качестве инертных газов могут использовать аргон, или гелий, или их смесь, или другие инертные газы.
Наноструктурирование могут осуществлять, по крайней мере, одной из поверхностей каждой из свариваемых металлических заготовок.
Наноструктурирование могут осуществлять на торцевой поверхности металлических заготовок.
Необходимое значение скорости охлаждения приповерхностного слоя расплава металла могут осуществлять за счет температуропроводности материала металлической заготовки, равной 10-5÷10-4 м2/с.
Общее число центров кристаллизации М, включающее число искусственно созданных лазерно-плазменной модификацией центров кристаллизации Ма и число центров самопроизвольной кристаллизацией Ms в жидкой фазе расплава поверхностного слоя металлической заготовки на момент его перехода в твердую фазу, могут обеспечивать из условия:

где V - объем закристаллизовавшегося поверхностного слоя, нм3; V0 - наибольший объем нанокристалла размером 100 нм.
Перед заполнением герметичной камеры инертным газом в ней могут обеспечивать вакуум.
В качестве материала заготовки могут использовать черные или цветные металлы, или их сплавы.
Перемещение лазерного луча относительно обрабатываемой поверхности дискретными шагами могут осуществлять управляемым, заранее заданным образом.
Способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой реализуют следующим образом.
Обработку поверхности металлической заготовки осуществляют в герметичной камере, из которой откачивают воздух и напускают инертный газ (аргон, гелий) или их смесь.
В качестве источника излучения могут быть использованы наносекундные импульсные твердотельный Nd:YaG-лазер, генерирующий третью гармонику с длиной волны 355 нм, например, HR2731 (Opotec Inc., USA), или эксимерный ArF-лазер, например, CL5200 (ООО «Оптосистемы», РФ), или волноводный лазер, например, YLPN-0.5-25-10-М (LPG Photonics, USA), отличающиеся доступностью и простотой эксплуатации, а также достаточно простой системой фокусировки лазерного луча. В качестве источника излучения могут быть использованы также другие лазерные источники, имеющие аналогичные вышеописанные временные и мощностные характеристики.
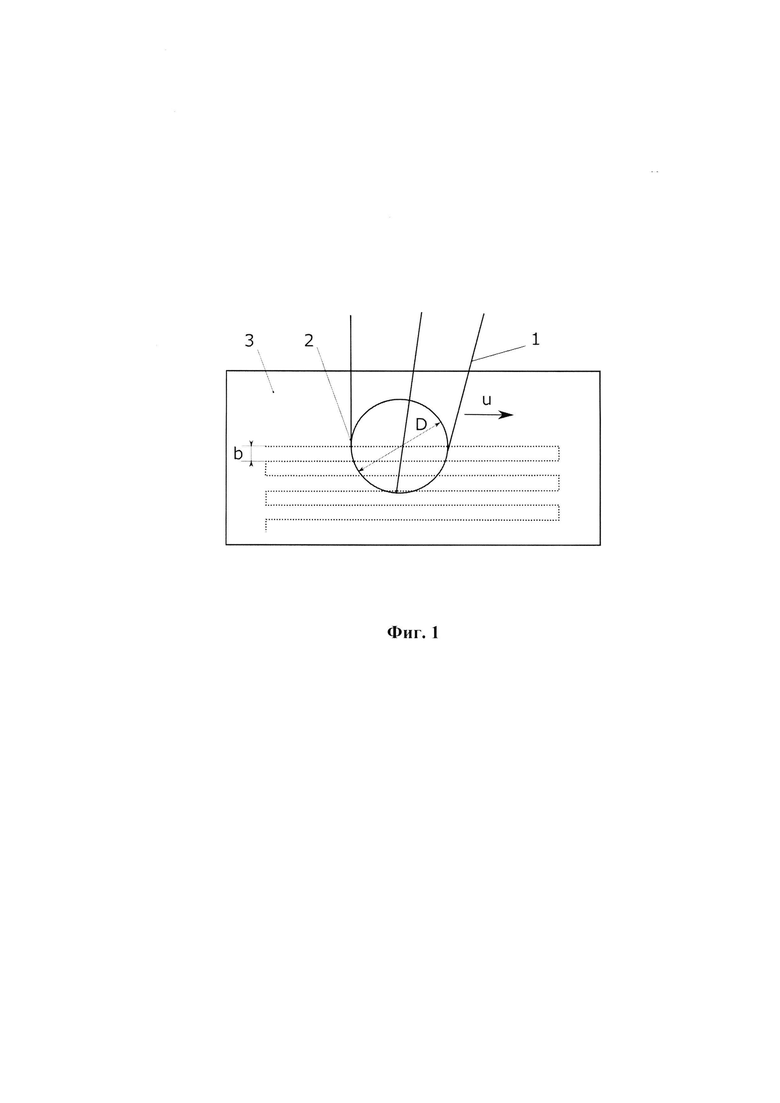
Излучение от выходного отверстия наносекундного импульсного твердотельного лазера проходит через круглую (или иной, необходимой по технологии, формы) диафрагму, затем лазерный луч фокусируют и одиночным сфокусированным лазерным лучом, создающим в локальной зоне пятно облучения круглой (или иной, заранее заданной) формы, сканируют по поверхности металлической заготовки. Лазерный луч 1 перемещается по обрабатываемой поверхности заготовки 3 по траектории, обозначенной пунктирной линией. При этом лазерный луч сфокусирован на поверхности 2 металлической заготовки и имеет диаметр D, и при смене направления движения смещается на расстояние b (фиг. 1).
Перемещение пятна по поверхности заготовки производят непрерывно, или дискретными шагами по определенной траектории, предварительно заданной в зависимости от формы и свойств обрабатываемой металлической заготовки. Лазерные импульсы имеют длительность не более 30 не и плотность энергии в диапазоне от 1,0 до 5 Дж/см2. Длину волны лазерного излучения подбирают таким образом, чтобы значение коэффициента поглощения для материала металлической заготовки было не менее 2⋅104 см-1, и значение коэффициента отражения было близким к минимальному.
При необходимости перемещение лазерного луча относительно обрабатываемой поверхности дискретными шагами могут осуществлять управляемым, заранее заданным образом при написании программы для контроллера моторизованных подвижек, на которых крепится герметичная камера с обрабатываемой лазерным лучом металлической заготовкой.
Физический механизм формирования микро- и нанорельефов состоит в том, что поглощение импульсного лазерного излучения поверхностью твердого тела приводит к ее нагреву. Когда плотность падающей лазерной энергии достаточна для оплавления поверхности, образуется приповерхностный тонкий слой расплава металла и испаренного металла над его поверхностью. После действия лазерного импульса за счет отвода тепла из слоя расплава вглубь твердой фазы вследствие теплопроводности или отвода тепла наружу материала металлической заготовки каким-либо иным путем, происходит быстрое остывание, конденсированние испаренного металла и затвердевание расплава. Такое затвердевание происходит неравномерно по объему расплава в виде роста множества зародышей твердой фазы, имеющих вид кристаллов, возникающих в разных точках исходного расплава и растущих в объеме по мере охлаждения расплава. Полное затвердевание расплава в результате охлаждения соответствует тому, что эти многочисленные кристаллиты занимают весь объем исходного расплава. На поверхности это выражается в виде формирования того или иного рельефа с субмикронным либо нанометровым размером характерных шероховатостей. Средний размер образующихся из расплава кристаллитов уменьшается с ростом скорости охлаждения. Необходимое значение скорости охлаждения осуществляют в данном случае за счет температуропроводности материала металлической заготовки, равной 10-5÷10-4 м2/с (диапазон значений коэффициента температуропроводности, который характерен для металлов и их сплавов), и начальной толщины расплава около 1 мкм. Данная величина начальной толщины расплава соответствует длине тепловой диффузии, определяемой согласно условию, что длительность лазерного импульса τ обычно (за исключением специальных случаев) должна быть не более 30 не при выбранной длительности импульса в 10 не и коэффициенте температуропроводности около 10-4 м2/с для того, чтобы обеспечить низкое значение длины проникновения тепловой диффузии d вглубь материала металлической заготовки, определяемой выражением:

где χ - температуропроводность материала металлической заготовки.
Одним из параметров, влияющих на дисперсность структуры поверхностного слоя металла, является общее число центров кристаллизации М, включающее число искусственно созданных лазерно-плазменной модификацией центров кристаллизации Ма, и число центров самопроизвольной кристаллизацией Ms в жидкой фазе расплава поверхностного слоя металлической заготовки на момент его перехода в твердую фазу. Это обеспечивают из условия:

где V - объем закристаллизовавшегося поверхностного слоя, нм3; V0 - наибольший объем нанокристалла размером 100 нм.
Для формирования поверхностных структур с субмикронными и микронными размерами количество наложенных друг на друга лазерных импульсов N, приходящихся на единичное пятно облучения, определяют по формуле:

где D - диаметр пятна облучения, мкм; ν - частота следования лазерных импульсов, Гц; u - скорость сканирования лазерного луча по поверхности обрабатываемой заготовки, мм/с; b - шаг перемещения лазерного луча по вертикали, мкм.
Пятно облучения может быть иной, заранее заданной конфигурации.
Описанные выше параметры являются взаимосвязанными и образуют устойчивую их совокупность, достаточную для получения требуемого технического результата в виде образования на обрабатываемой поверхности металлических заготовок перед диффузионной сваркой микронных и субмикронных квазипериодических структур (микроборозды, микропоры, червеобразные каналы, микроконусы, микроджеты) при облучении одиночным, сфокусированным оптической системой, сканирующим лазерным лучом.
Так как для большинства металлов коэффициент температуропроводности лежит в диапазоне 10-5÷10-4 м2/с, то длина тепловой диффузии приблизительно равна 500÷1500 нм.
Использование материалов металлической заготовки с достаточно высоким коэффициентом поглощения на выбранной длине волны лазерного излучения:

обеспечивает достаточно малую глубину поглощения лазерного излучения в обрабатываемом металле, потому что согласно выражению:

она составит не более чем 500 нм.
В случае наносекундных импульсов основными механизмами абляции служат поглощение лазерного излучения, глубина которого h не должна превышать нескольких микрон, и тепловое воздействие во время лазерного импульса, зона распространения которого также ограничена глубиной d в несколько микрон или меньше. Обычными условиями для лазерной микрообработки являются h<1 мкм и d<1 мкм, что обеспечивает микронный и субмикронный масштабы формирующихся из расплава при такой обработке поверхностных рельефов в виде микроборозд, микропор, червеобразных каналов, микроконусов, микроджетов.
Во время процесса абляции импульс лазерного излучения падает на высоко поглощающую поверхность. В результате испарения материала металлической заготовки образуется плазменный факел удаляемых молекул и частиц. После окончания лазерного импульса, тонкий слой материала металлической заготовки удаляется с поверхности на глубину L:

где Lmat - глубина поглощения материала металлической заготовки, определяемая максимальным значением d и h; F - плотность энергии лазерного импульса; Fth - пороговая плотность энергии для удаления материала металлической заготовки, определяемая соответствующим процессом и физико-химическими свойствами материала металлической заготовки.
В случае оплавления материала металлической заготовки под действием лазерного импульса вместо Fth в формуле (6) используется порог плавления Fm:

где lm - глубина расплава.
Величину порога плавления Fm в случае импульса излучения с прямоугольной временной формой можно оценить, зная теплофизические параметры материала металлической заготовки:

где А - поглощательная способность поверхности материала металлической заготовки, ρ -плотность материала металлической заготовки, С - удельная теплоемкость, Ti - начальная температура поверхности, Tm - температура плавления, qm - скрытая теплота плавления. Выражение позволяет определить порог плавления материала металлической заготовки для случаев, когда А, С, ρ, Tm не зависят от температуры или их температурной зависимостью можно пренебречь. Например, оценки порога плавления для бронзы дает величину около 1,4 Дж/см2, для нержавеющей стали - 0,6 Дж/см2. Чтобы обеспечить достижение порога плавления у большого количества обрабатываемых металлов и металлических сплавов плотность лазерной энергии в импульсе в указанном способе лежит в диапазоне от 0,1 до 10 Дж/см2.
Обработка достаточно протяженных участков поверхности, многократно превосходящих размеры отдельного лазерного пятна, осуществляется за счет непрерывного или дискретными шагами перемещения сфокусированного лазерного луча вдоль поверхности материала металлической заготовки.
Для оценки количества импульсов, приходящихся на одно пятно облучения, при заданной скорости перемещения и лазерного луча и поверхности относительно друг друга предположим, что пятно облучения имеет форму круга с диаметром D. Будем считать, что импульс попал в зону облучения, если в области находится хотя бы половина лазерного пятна. Тогда количество импульсов на единицу площади при одном горизонтальном проходе лазерного луча будет равно:

где ν - частота следования лазерных импульсов.
При условии, что b - шаг перемещения лазерного луча по вертикали, количество горизонтальных проходов лазерным лучом составляет:

Далее, перемножая выражения (9) и (10), получим выражение для общего количества наложенных друг на друга лазерных импульсов в пределах одного пятна облучения:

Подставляя в (11) уравнения (9) и (10), получим общее выражение (3) для количества импульсов на единицу площади облучения. Зная необходимое количество импульсов в пятне облучения, из формулы (3) можно определить скорость сканирования лазерным лучом по поверхности обрабатываемого материала металлической заготовки:

Скорость обработки поверхности в единицу времени w можно рассчитать следующим образом:

Для современных наносекундных импульсных твердотельных лазеров, для которых D=1000 мкм, N=100 и ν=20000 Гц, скорость обработки площади поверхности будет составлять 2 см2/с.
После наноструктурирования осуществляют диффузионную сварку на наноструктурированной поверхности в герметичной камере воздействием давления и нагревом свариваемых металлических заготовок в атмосфере инертных газов.
Пример осуществления диффузионной сварки.
Предназначенные для диффузионной сварки металлические заготовки, например, из сталей марок 08Х18Н10Т и 09X17H имеют форму цилиндров диаметром 22 мм и длиной 15 мм. После необходимой механической обработки заготовки помещают в герметичную камеру. Перед началом экспериментов из герметичной камеры откачивают воздух (в данном эксперименте до давления порядка 10-2 Па (это давление объясняется конструкционными особенностями использованной в данном эксперименте герметичной камеры), затем камеру наполняют инертным газом (в данном примере - аргоном) под давлением 1,5 атм, чтобы избежать окисления поверхности и возникновения нежелательных эффектов - цветов побежалости.
Обработку лазерным лучом проводят на длине волны 355 нм (ультрафиолетовый диапазон), с длительностью импульса 10 не, с частотой следования импульсов ν=100 Гц, плотностью энергии в пятне на поверхности заготовки 2,1 Дж/см2 и скоростью сканирования u=1 мм/с. Лазерный луч имел диаметр D около 200 мкм и перемещался по поверхности заготовки по растровой траектории (типа змейка) с шагом вдоль оси (х) - 10 мкм и шагом вдоль оси (у - b)=30 мкм. Учитывая формулу (1), количество импульсов в пятне облучения было около 150.
Образовавшийся на поверхности заготовок лазерно-индуцированный поверхностный рельеф, выявленный при исследовании с помощью профилометра марки Zygo NewView 7300, представлен на фиг. 2. Наблюдают оплавление поверхности заготовок, причем оставшиеся от механической обработки борозды в процессе оплавления начинают разбиваться на круглые холмообразные островки с поперечными размерами от 5 до 10 мкм и высотой приблизительно 500 нм.
После лазерной обработки две группы заготовок стали марки 08Х18Н10Т и сплава стали марки 09X17H укладывают в тонкостенный контейнер по схеме, представленной на фиг. 3, где 4 - сборка сталей марок (08Х18Н10Т - 09X17H) с поверхностями, обработанными импульсами лазерных лучей, 5 - контрольная (без лазерной обработки) сборка сталей марок (08Х18Н10Т - 09Х17Н). Таким образом заготовки из сплава стали марки 08Х18Н10Т и сплава стали марки 09X17H фиксируются в контейнере для обеспечения последующего процесса их сварки. Далее контейнер 6 закрывают крышкой 7. Окончательную заварку крышки к контейнеру осуществляют электронным лучом в вакууме, что обеспечивает герметизацию контейнера и вакуум внутри него.
После проверки герметичности шва контейнер помещают во вторую герметичную камеру для горячего изостатического прессования. Заготовки сваривают по их торцевым наноструктурированным лазерной обработкой поверхностям. Сварку всех групп заготовок осуществляют одновременно и при одинаковых условиях. Камеру заполняют аргоном под давлением 160 МПа при температуре 1160°С. Время сварки составляет несколько часов.
Герметичные камеры для лазерной обработки поверхности металлической заготовки и для диффузионной сварки металлических заготовок обычно разные, так как относятся к различным установкам. Это связано с тем, что герметичная камера для сварки металлических заготовок выдерживает давление до 200 МПа и температуру до 1200°С, а используемая герметичная камера для лазерной обработки поверхности металлической заготовки собрана независимо и предназначена для выдерживания давления до 203 кПа (2 атм) и температуры до 80°С, что достаточно для решения поставленной технической задачи.
После сварки проводят измерение предела прочности сварного шва. Из сваренного из заготовок изделия изготавливают необходимого габарита образцы (тип I по ГОСТ6996-66) и испытывают их на статическое растяжение при комнатной температуре.
За счет лазерной обработки поверхностей предел прочности сварного соединения сталей марок (08Х18Н10Т - 09X17H) увеличивается с 416 МПа до 474 МПа - на 14% (фиг. 4). Полученное значение предела прочности без лазерной обработки меньше, чем в ранних экспериментах НИКИЭТ (579 МПа) [6]. Наиболее вероятная причина - нарушение режима процесса диффузионной сварки. Однако и при нарушении режима процесса сварки лазерная обработка поверхностей улучшает механические свойства сварного шва.
В данном примере осуществления наноструктурированы сразу две контактирующие в процессе сварки поверхности заготовок из стали марки 08Х18Н10Т и стали марки 09X17H.
В качестве материала заготовки могут использовать черные или цветные металлы, или их сплавы. Эксперименты для других материалов металлических заготовок проводились при обработке как одной из предназначенных для сварки поверхностей металлических заготовок, так и обеих предназначенных для сварки поверхностей каждой из свариваемых металлических заготовок. Лучший результат по пределу прочности сварного соединения показывают металлические заготовки при нанострктурировании сразу двух соответствующих предназначенных для сварки поверхностей каждой из свариваемых металлических заготовок.
Варианты выполнения способа получения наноструктурированной поверхности металлической заготовки лазерной обработкой и результаты испытаний изделий, полученных в процессе сварки этих металлических заготовок, представлены в таблице 1.


На основании вышеизложенного новый достигаемый технический результат предполагаемого изобретения обеспечивается следующими по сравнению с прототипом техническими преимуществами.
1. Достигается повышение качества соединения разнородных (разных по химическому составу) металлических заготовок при диффузионной сварке - повышение не менее чем на 14% предела прочности сварного соединения за счет предварительного наноструктурирования поверхности металлической заготовки.
2. Обеспечивается при наноструктурировании изменение исходных физико-химических свойств поверхности металлической заготовки - адгезионных, оптических, электрических, магнитных, коррозионностойких, в том числе обеспечивающих улучшение механических и триботехнических свойств поверхности, за счет формирования микронных и субмикронных структур одиночным сканирующим сфокусированым лазерным лучом. Полученные поверхностные структуры имеют вид микроборозд, микропор, искривленных каналов, микроконусов с поперечными размерами от 1 до 5 мкм, а также шарообразных структур диаметром около 500 нм на цилиндрических подставках-ножках (микроджетах) шириной около 300 нм.
В настоящее время в институте электрофизики и электроэнергетики РАН проведены испытания предлагаемого способа получения наноструктурированной поверхности металлической заготовки лазерной обработкой, и на их основе выпущена технологическая документация на предлагаемый способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой.
Используемые источники
1. Лутфуллин Р.Я., Мухаметрахимов М.Х. Твердофазное соединение образцов наноструктурированного титанового сплава ВТ6 при пониженных температурах. Перспективные материалы. 2009. Спецвыпуск №7. С. 189-193.
2. Хазгалиев Р.Г., Мухаметрахимов М.Х., Лутфуллин Р.Я., Мулюков P.P. Твердофазное соединение титанового сплава с нержавеющей сталью через наноструктурированную прослойку из никелевого сплава. Перспективные материалы, 2011. №12. С. 528-534.
3. Хазгалиев Р.Г., Имаев М.Ф., Мулюков P.P., Сафин Ф.Ф. Модифицирование поверхности прослойки никеля для делокализации деформации при сварке давлением образцов титанового сплава и нержавеющей стали. Письма о материалах. 2015. Т. 5. №2. С.133-137.
4. Lutfullin R.Ya., Mukhametrakhimov M.Kh. Solid-phase joint formation in Ti-6A1-4V alloy under conditions of low temperature superplasticity. Rev.Adv.Mater.Sci., 2010, v. 25, no. 2, pp.142-147.
5. Люшинский А.В. Соединение деталей из жаропрочных сплавов диффузионной сваркой. Часть 1. Сварочное производство. 2016. №7. С. 17-22.
6. Елкин В.Н., Гордо В.П., Мелюков В.В. Диффузионная сварка разнородных металлов в условиях горячего изостатического прессования. Вестник Пермского национального исследовательского политехнического университета (ПНИПУ), Машиностроение, материаловедение. 2013. Т. 15. №4. С. 68-72.
7. Молохина Л.А., Филин С.А. Анализ и расчет параметров диффузии в двухкомпонентных многофазных системах при «ограниченном» поступлении компонента с меньшей температурой плавления // Конденсированные среды и межфазные границы. 2018. Т. 20. №4. С.618-629.
8. Molokhina L.A., Rogalin V.E., Kaplunov I.A., Filin S.A. Dependence of Growth of the Phases of Multiphase Binary Systems on the Diffusion Parameters // Russian Journal of Physical Chemistry A. 2017. T. 91. №12. C. 2302-2309.
9. Молохина Л.А., Филин С.А. Анализ влияния температурной зависимости параметров диффузии на характер роста слоев в двухкомпонентной многофазной системе // Конденсированные среды и межфазные границы. 2019. Т. 21. №3. С. 419-431.
10. Патент RU 2027570, 1995, МКИ B23K 26/18.
11. Токарев В.Н., Хомич В.Ю., Шмаков В.А., Ямщиков В.А. Возможность прямого лазерного наноструктурирования поверхности без оплавления материала. ФХОМ. 2008. №4. С. 18-25.
12. Токарев В.Н., Хомич, В.Ю., Шмаков В.А., Ямщиков В.А. Формирование наноструктур при лазерном плавлении поверхности твердых тел. Доклады Академии наук. 2008. Т. 419. №6. С. 754-758.
13. Хомич В.Ю., Шмаков В.А. Механизмы и модели прямого лазерного наноструктурирования материалов. УФН. 2015. Т. 185. №5. С. 489-499.
14. Патент RU 2371380, 2009, МКИ В82В 3/00, B23K 26/00.
15. Patent WO 2007012215, 2007, МКИ B23K 26/36; B23K 26/00.
16. Патент RU 2447012, 2012, МКИ В82В 3/00, B23K 26/34.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки деталей из жаропрочных сплавов на никелевой основе с использованием лазерного излучения | 2020 |
|
RU2752822C1 |
| Способ сварки металлических деталей | 2024 |
|
RU2838041C1 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| СПОСОБ ЛАЗЕРНО-ПЛАЗМЕННОГО НАНОСТРУКТУРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2012 |
|
RU2526105C2 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРО- И НАНОСТРУКТУР НА ПОВЕРХНОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2544892C1 |
| Способ обработки поверхности цветного металла путем формирования микрорельефа | 2021 |
|
RU2764777C1 |
| СПОСОБ НАНОСТРУКТУРИРОВАНИЯ ДВУХФАЗНЫХ И МНОГОФАЗНЫХ СПЛАВОВ | 2008 |
|
RU2379229C1 |
| Способ лазерной очистки поверхности | 2017 |
|
RU2668619C1 |



Изобретение относится к способу получения наноструктурированной поверхности металлической заготовки лазерной обработкой перед диффузионной сваркой металлических заготовок. Технический результат - повышение качества соединения разнородных металлических заготовок при диффузионной сварке. Способ включает размещение обрабатываемой металлической заготовки в герметичной камере, заполненной инертным газом до давления 151-203 кПа, воздействие на обрабатываемую поверхность с образованием расплавленного металла перемещаемым по обрабатываемой поверхности лазерным лучом с плотностью мощности лазерного пятна на поверхности детали, обеспечивающей образование в парах расплавленного металла приповерхностной плазмы. Осуществляют наноструктурирование обрабатываемой поверхности лазерным лучом наносекундного импульсного лазера с плотностью мощности энергии в диапазоне от 1,0 до 5 Дж/см2 до формирования на наноструктурируемой поверхности рельефных структур в виде микроборозд, микропор, искривленных каналов, микроконусов с поперечными размерами от 1 до 5 мкм, а также шарообразных структур диаметром около 500 нм на цилиндрических подставках-ножках шириной около 300 нм. Количество лазерных импульсов, приходящихся на единичное пятно облучения, определяют по формуле N=D2⋅ν/(u⋅b), где N - количество лазерных импульсов, приходящихся на единичное пятно облучения, D - диаметр пятна облучения, ν - частота следования лазерных импульсов, u - скорость сканирования лазерного луча по поверхности обрабатываемой заготовки, b - шаг перемещения лазерного луча по вертикали. После наноструктурирования осуществляют диффузионную сварку металлических заготовок на наноструктурированной поверхности во второй герметичной камере воздействием давления и нагревом свариваемых металлических заготовок в атмосфере инертных газов. В качестве материала свариваемых металлических заготовок используют разнородные металлы или их сплавы. 10 з.п. ф-лы, 4 ил., 1 пр., 1 табл.
1. Способ получения наноструктурированной поверхности металлических заготовок из разнородных металлов или сплавов перед их диффузионной сваркой в герметичной камере с воздействием давления и нагрева в атмосфере инертных газов, включающий размещение обрабатываемой металлической заготовки в герметичной камере, заполненной инертным газом до давления 151-203 кПа, и наноструктурирование поверхности заготовки воздействием перемещаемого по ней лазерного луча с плотностью мощности лазерного пятна на поверхности заготовки, обеспечивающей образование в парах расплавленного металла приповерхностной плазмы, и формирование рельефных структур, отличающийся тем, что наноструктурирование осуществляют лазерным лучом наносекундного импульсного лазера с плотностью мощности энергии от 1,0 до 5 Дж/см2 с формированием рельефных структур в виде микроборозд, микропор, искривленных каналов, микроконусов с поперечными размерами от 1 до 5 мкм и шарообразных структур диаметром 500 нм на цилиндрических подставках-ножках шириной 300 нм, при этом количество N лазерных импульсов, приходящихся на единичное пятно облучения, задают исходя из следующего соотношения:
N=D2⋅ν/(u⋅b),
где D - диаметр пятна облучения, мкм; ν - частота следования лазерных импульсов, Гц; и u - скорость сканирования лазерного луча по поверхности обрабатываемой заготовки, мм/с; b - шаг перемещения лазерного луча по вертикали, мкм.
2. Способ по п. 1, отличающийся тем, что лазерный луч перемещают по обрабатываемой поверхности по предварительно заданной траектории в зависимости от формы и свойств обрабатываемой металлической заготовки непрерывно или дискретными шагами со временем пребывания в каждом положении 0,01 с и перехода между положениями 10 мкм, при этом луч фокусируют на поверхности металлической заготовки в виде пятна облучения с заданным диаметром и смещают на заданное расстояние при смене направления движения.
3. Способ по п. 1, отличающийся тем, что в качестве источника излучения используют твердотельный Nd:YaG-лазер, или эксимерный ArF-лазер, или волноводный лазер.
4. Способ по п. 1, отличающийся тем, что в качестве инертных газов используют аргон, или гелий, или их смесь.
5. Способ по п. 1, отличающийся тем, что наноструктурирование осуществляют по меньшей мере одной из поверхностей металлических заготовок.
6. Способ по п. 1 или 5, отличающийся тем, что наноструктурирование осуществляют на торцевой поверхности металлических заготовок.
7. Способ по п. 1, отличающийся тем, что осуществляют охлаждение приповерхностного слоя расплава металла со скоростью охлаждения, равной 10-5÷10-4 м2/с, которую задают с учетом температуропроводности материала металлической заготовки.
8. Способ по п. 1, отличающийся тем, что общее число центров кристаллизации М, включающее число искусственно созданных лазерно-плазменной модификацией центров кристаллизации Ма и число центров самопроизвольной кристаллизации Ms в жидкой фазе расплава поверхностного слоя металлической заготовки на момент его перехода в твердую фазу, обеспечивают из условия

где V - объем закристаллизовавшегося поверхностного слоя, нм3, V0 - наибольший объем нанокристалла размером 100 нм.
9. Способ по п. 1 или 4, отличающийся тем, что перед заполнением герметичной камеры инертным газом в ней обеспечивают вакуум.
10. Способ по любому из пп. 1, 2, 6, 7, 8, отличающийся тем, что в качестве материала заготовки используют черные или цветные металлы или их сплавы.
11. Способ по п. 1 или 2, отличающийся тем, что перемещение лазерного луча относительно обрабатываемой поверхности дискретными шагами осуществляют управляемым, заранее заданным образом.
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ КОМПОНЕНТОВ | 2008 |
|
RU2477678C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОРАЗМЕРНЫХ ПОВЕРХНОСТНЫХ ПОКРЫТИЙ | 2008 |
|
RU2371380C1 |
| US 20030006217 A1, 09.01.2003 | |||
| Штамп для вырубки - пробивки | 1990 |
|
SU1741952A1 |
| US 20060163222 A1, 27.07.2006 | |||
| WO 1996033837 A1, 31.10.1996. | |||

