Изобретение относится к электронной технике, в частности к способу совместной прошивки двойных сеточных структур в катодно-сеточных узлах импульсных электровакуумных приборов.
Сеточные структуры в катодно-сеточных узлах (КСУ) импульсных электровакуумных приборов размещают вблизи эмитирующей поверхности термоэмиссонного катода и используют для низковольтного управления током электронного пучка. В лампах бегущей волны О-типа (ЛЕВО) с уровнем выходной средней мощности до 50-70 Вт используют одинарные, перехватывающие часть тока электронного пучка сеточные структуры. В более мощных приборах применяют конструкцию КСУ с теневой сеткой, размещенной между эмитирующей поверхностью катода и управляющей сеткой, таким образом, чтобы перемычки управляющей сетки находились в геометрической „тени" перемычек теневой сетки [1]. Сеточные структуры состоят из радиальных и кольцевых перемычек. Для надежной геометрической экранировки ширина перемычек теневой сетки должна быть больше ширины перемычек управляющей сетки.
Известен способ изготовления сеточных структур методами тонкопленочной технологии, фотолитографии и химического травления [2]. Данная технология широко используется при изготовлении печатных плат для травления токопроводящих пленок на диэлектрических подложках, а также для изготовления планарных сеточных структур в тонких металлических пленках или металлической фольге толщиной не более 50 мкм.
Данный способ включает применение многоэтапной технологии нанесения фоторезистивных и металлических пленок, осуществление фотолитографии, химического, либо плазмохимического травления и соответствующего технологического оборудования. Данная технология применима при формировании отверстий (прошивке) исключительно на планарных подложках, в то время как сеточные структуры таких электровакуумных приборов, как ЛБВ, применяют одинарные или двойные сеточные структуры с криволинейной (сферической, цилиндрической, тороидальной) поверхностью.
Недостатком данного способа является также невозможность одновременной прошивки двух и более сеток с расположенными строго друг над другом перемычками толщиной более 50 мкм.
Известен способ прошивки отверстий малого диаметра методом электроискровой обработки [3]. Способ включает обработку металлической заготовки в электролите при перемещении электрода-инструмента в направлении заготовки и осуществление электроэрозионного съема материала заготовки путем периодической подачи на межэлектродный промежуток инициирующих импульсов и следующих за ними силовых импульсов, по которому, при электроэрозионном съеме материала, формируют лунки, диаметр которых превышает диаметр рабочего торца электрода-инструмента. При использовании электрода-инструмента с выступами произвольной формы, разделенными впадинами на его рабочей поверхности, в заготовке формируются сквозные отверстия в форме выступов на электроде-инструменте, разделенные перемычками напротив впадин на электроде-инструменте (формируется сеточная структура). Данный способ позволяет изготавливать сеточные структуры с расположенными друг напротив друга перемычками в двух разделенных зазором заготовках управляющей (расположенной ближе к электроду-инструменту) и теневой (расположенной дальше от электрода-инструмента) сетках. В процессе прошивки более удаленной от электрода-инструмента заготовке теневой сетки изготовленные ранее перемычки управляющей сетки перемещаются в пазы электрода-инструмента, где продолжается съем материала, приводящий к уменьшению их ширины. По завершении процесса электроискровой прошивки ширина перемычек на управляющей сетке на 10-20 мкм меньше ширины перемычек теневой сетки.
Для надежной экранировки радиальных перемычек управляющей сетки от прямого перехвата тока катода приведенного соотношения ширины перемычек сеточных структур вполне достаточно, поскольку дополнительная защита от перехвата тока катода обеспечивается за счет полевой экранировки - подавления термоэлектронной эмиссии с катода вдоль границы перемычек теневой сетки, возвышающейся над поверхностью катода. Полевая экранировка увеличивает эффективную ширину перемычек теневой сетки [4]. Для надежной экранировки кольцевых перемычек управляющей сетки ширины кольцевых перемычек теневой сетки, изготовленных данным способом, недостаточно вследствие кривизны эмитирующей поверхности катода, что является недостатком данного способа. Внешний диаметр кольцевых перемычек теневой сетки должен быть на 150-200 мкм больше внешнего диаметра управляющей сетки. Такое соотношение размеров кольцевых перемычек при электроискровом способе прошивки одним электродом-инструментом невозможен, что является недостатком данного способа.
Совместная прошивка электроискровым способом осуществляется в КСУ с неразъемно закрепленными заготовками сеток, которые конструктивно разделены керамическим изолятором. В процессе электроискровой прошивки отверстий в заготовках сеток продукты эрозии, взвешенные в электролите, могут адсорбироваться на поверхности разделяющего электрически катод и управляющую сетку керамического изолятора и вызвать омические утечки по поверхности керамики.
Техническим результатом настоящего изобретения является формирование отверстий заданной формы и размеров, разделенных перемычками, в двух электропроводящих или диэлектрических заготовках с произвольной кривизной поверхности, разделенных зазором. Применительно к электровакуумным приборам техническим результатом является прошивка электропроводящих заготовок сеточных структур в катодно-сеточном узле путем вырезания разделенных перемычками отверстий заданной формы и размеров в двух неразъемно закрепленных друг относительно друга с зазором заготовках сеток с произвольной кривизной поверхности, таким образом, чтобы перемычки обеих сеток произвольной ширины были расположены строго друг напротив друга.
Технический результат достигается тем, что в закрепленных в КСУ заготовках обеих сеток, с произвольной кривизной поверхности, поочередно формируют разделенные перемычками отверстия заданной формы и размеров методом лазерной абляции с экспериментально определенными параметрами лазерного излучения: плотности мощности излучения Р, диаметром фокусного пятна d, глубиной фокуса 2Z, фокусным расстоянием оптической системы F и углом сходимости лазерного луча θ, путем перемещения фокусного пятна по заданной программе по поверхности сперва ближайшей к линзе заготовке сетки, приближения всего узла КСУ к линзе на расстояние, равное зазору h между заготовками сеток и последующее формирование отверстий во второй заготовке сетки, при этом продукты испарения при прошивке удаляются из зоны обработки потоком инертного газа, не попадают на поверхность керамики и не изменяют ее диэлектрические свойства.
Плотность мощности лазерного излучения Р определяется температурой плавления, коэффициентом поглощения и отражения материала заготовок. Фокусное расстояние F, угол сходимости лазерного луча θ, глубина фокуса 2Z определяются толщиной заготовок сеток и зазором между ними. Диаметр пятна лазерного излучения d определяется минимальным размером прорезаемых отверстий в сеточных структурах и составляет d<D/10, где D - минимальный размер прорезаемых отверстий.
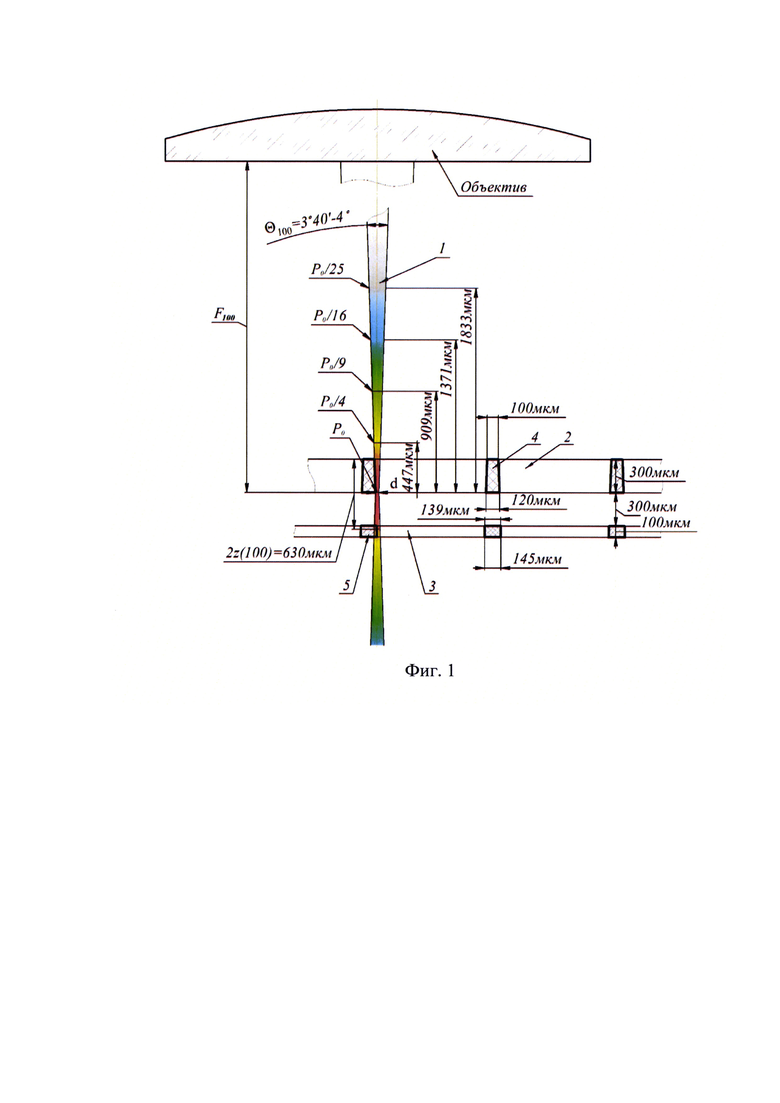
Выбор указанных параметров лазерного излучения для традиционного КСУ ЛБВ Х-диапазона длин волн поясняется фиг. 1.
При малом фокусном расстоянии и большом угле сходимости при перемещении фокуса лазерного луча по поверхности теневой сетки мощность периферии лазерного луча может быть достаточной, чтобы испарить уже сформированные перемычки управляющей сетки. Исходя из установившихся размеров сеточных структур в КСУ для ЛБВ Х-диапазона длин волн, с учетом Гауссова распределения энергии по сечению луча лазера, экспериментально определялись основные параметры лазерного луча. При минимальном расстоянии между перемычками в сеточных структурах D≤1 мм диаметр фокусного пятна d должен быть не более 0,15 мм. При толщинах управляющей сетки Sy=150÷300 мкм, теневой сетки ST=50÷150 мкм и зазоре между сетками h=150÷300 мкм, пределы изменения значений плотности мощности, в зависимости от температуры плавления материала заготовок, должны находиться в границах Р=1-6 МВт/см2. Фокусное расстояние F, угол сходимости θ и глубина фокуса 2Z лазерного излучения должны удовлетворять соотношениям: 50 мм ≤ F ≤ 130 мм, 3°≤θ≤4°, 300 мкм ≤ 2Z ≤ 1100 мкм.
На фиг. 1 значения θ, d и 2Z указаны для фокусного расстояния F=100 мм. Слева от лазерного луча показаны значения плотности мощности лазерного излучения в различных сечениях луча относительно ее значения Ро в фокусе луча диаметром d.
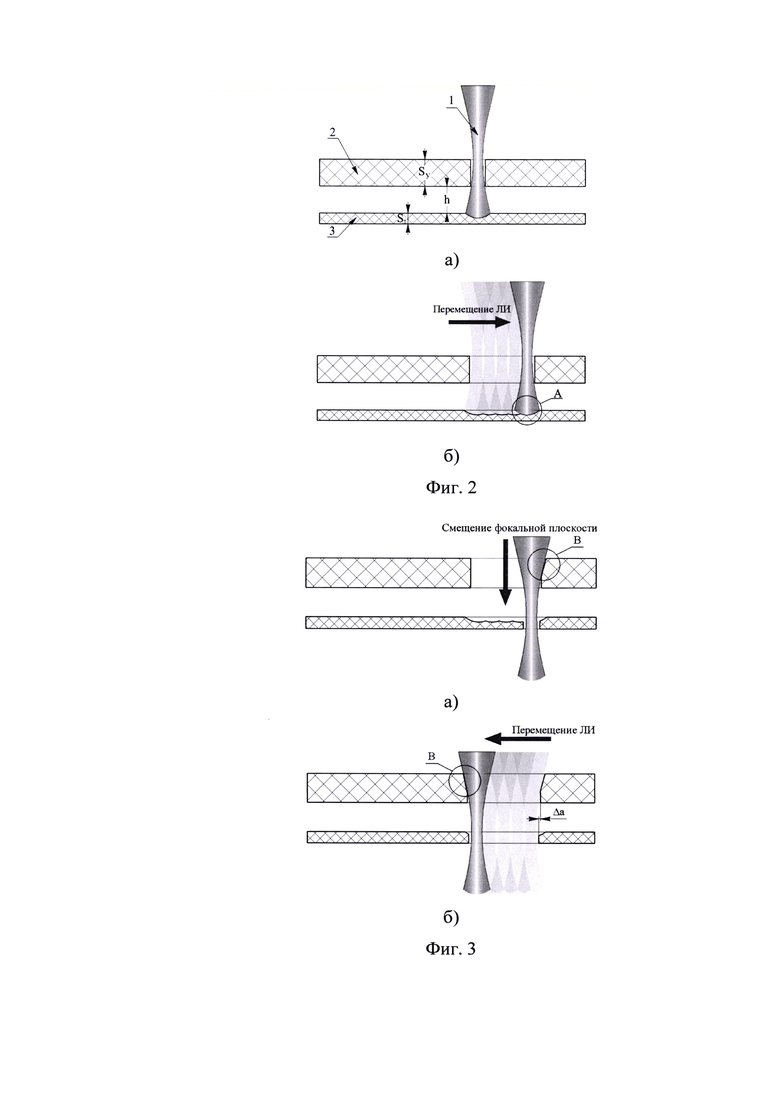
Последовательность операций по предлагаемому способу совместной прошивки двух заготовок сеточных структур толщиной Sy и ST, разделенных зазором h методом лазерной абляции поясняется чертежами фиг. 2 - фиг. 4, на которых представлен плоский (без кривизны поверхности) фрагмент заготовок управляющей и теневой сеток.
На фиг. 1 представлен процесс прошивки заготовки управляющей сетки толщиной Sy.
На фиг. 2 представлен процесс прошивки заготовки теневой сетки толщиной ST.
Позициями на фиг. 1 - фиг. 4 обозначены:
1 - лазерное излучение (ЛИ) с фокусным расстоянием F и углом сходимости θ;
2 - заготовка управляющей сетки;
3 - заготовка теневой сетки;
4 - перемычки управляющей сетки;
5 - перемычки теневой сетки.
На начальном этапе осуществляют позиционирование пятна лазерного излучения, как правило, в центре заготовки управляющей сетки. Далее осуществляют лазерную абляцию (удаление, испарение) материала заготовки управляющей сетки (2), формируют сквозное отверстие (фиг. 2а) и по заданной программе сканируют пятном ЛИ по поверхности заготовки и удаляют материал заготовки в области, ограниченной соседними перемычками сеточной структуры (фиг. 2б).
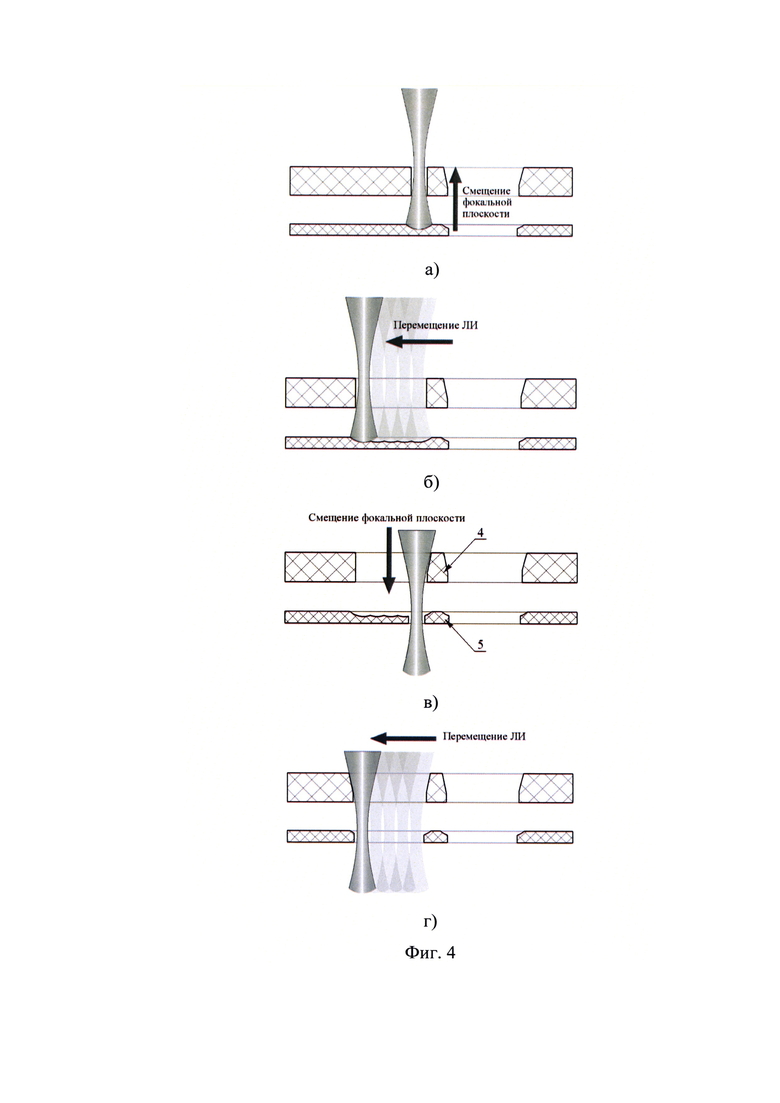
Между заготовками сеток на расстоянии h луч лазера расширяется, диаметр пятна на поверхности заготовки теневой сетки увеличивается. Вследствие этого плотность мощности излучения в области пятна с большим диаметром уменьшается и ее недостаточно для интенсивного испарения материала заготовки теневой сетки (зона А на фиг. 2б). После завершения прорезки отверстий в заготовке управляющей сетки катодно-сеточный узел перемещают в направлении к оптической системе лазера на расстояние, равное зазору h между заготовками сеток. При этом фокус луча лазера позиционируется на поверхности заготовки (3) теневой сетки. Далее по программе производят прошивку отверстий теневой сетки таким образом, чтобы с каждой стороны перемычки имели большую ширину, чем у управляющей сетки на величину Δa, задаваемую программой (фиг. 3).
Во время нахождения фокуса лазерного луча вблизи перемычек теневой сетки (5) периферия сходящегося луча лазера воздействует на боковую поверхность уже сформированных перемычек управляющей сетки (4), уменьшая их ширину (зона В на фиг. 3). После завершения прошивки сечение перемычек управляющей сетки (4) имеет форму трапеции.
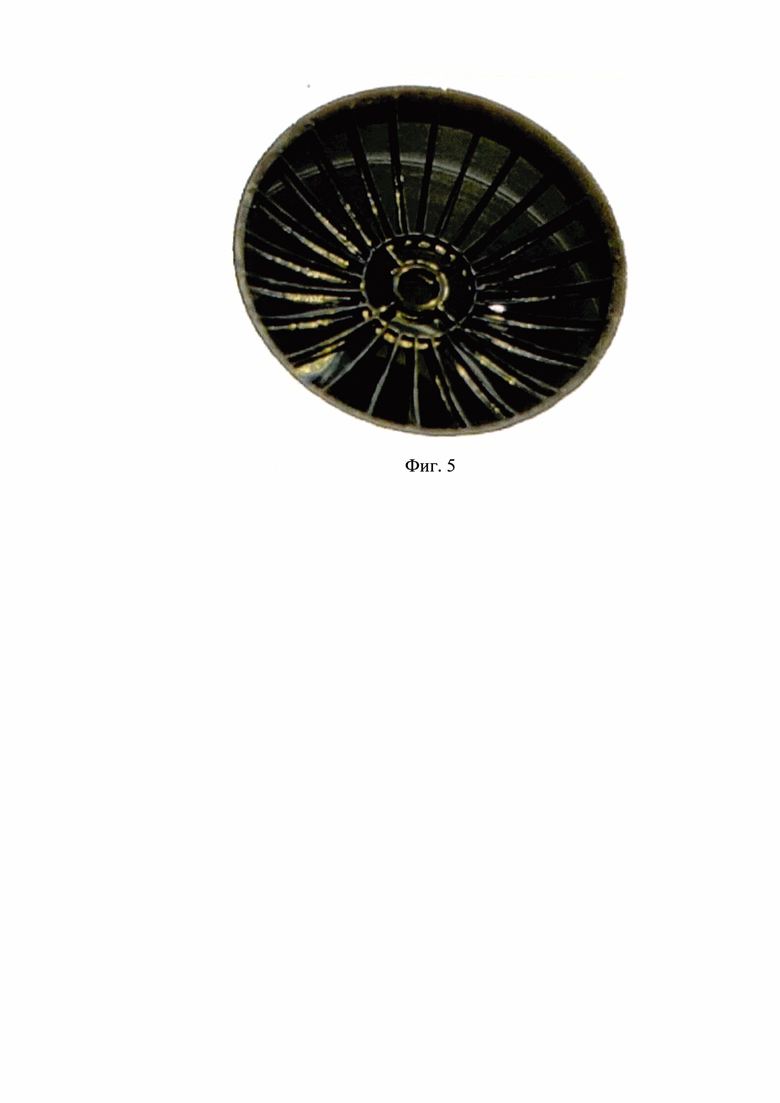
После завершения прошивки первого сегмента в обеих сеточных структурах в такой же последовательности осуществляют прошивку второго и последующих сегментов сеточных структур, разделенных перемычками (фиг. 4а, б, в, г). Продукты эрозии из зоны обработки удаляют потоком инертного газа.
В результате осуществления указанной последовательности технологических операций ширина перемычек теневой сетки превышает ширину перемычек управляющей сетки на величину 2Δа.
При осуществлении прошивки заготовок сеточных структур с позиционированием пятна лазерного луча с противоположной стороны (на заготовке теневой сетки) ширина перемычек ближней к объективу теневой сетки будет меньше на 2Δa ширины перемычек более удаленной (управляющей) сетки.
В качестве примера реализации предлагаемого изобретения на фиг. 5 представлена фотография прошитых методом лазерной абляции сеточных структур из анизотропного пиролитического графита (АПГ) толщиной Sy=300 мкм и ST=100 мкм соответственно, разделенных зазором h=300 мкм.
Для прошивки сеточных структур из АПГ использовался лазер JPT YDFLP-E2-60-M7-M-R, укомплектованный f-theta объективом с фокусным расстоянием F=100 мм, со следующими характеристиками:
- плотность мощности лазерного излучения Р=5,5 МВт/см2 (регулируется программой управления),
- диаметр фокусного пятна d=37 мкм,
- глубина фокуса 2Z=630 мкм,
- фокусное расстояние оптической системы лазера F - 100 мм,
- угол сходимости луча лазера θ=3°40'-4°;
ширина радиальных перемычек:
- управляющая сетка 100 мкм,
- теневая сетка 120 мкм;
ширина кольцевых перемычек:
- управляющая сетка 100 мкм,
- теневая сетка 200 мкм.
Источники информации
1. Ю.А. Григорьев, Б.С. Правдин, В.И. Шестеркин. Электронно-оптические системы с сеточным управлением// Обзоры по электронной технике. Сер. 1. Электроника СВЧ. 1987. Вып. 7 (1246). М: Изд-во «ЦНИИ «Электроника». 71 с.
2. Gentselev A.N. Method for manufacturing self-supporting metal mesh structures for selection of electromagnetic emission. Патент RU 2764017 C1. Заявл. 12.11.2020. Опубл. 12.01.2022. 7 с.
3. Зайцев А.Н., Идрисов Т.Р., Косарев Т.В., Безруков С.В. Способ электроэрозионно-химической прошивки отверстий малого диаметра и устройство для его осуществления. Патент RU 2707672 С2. Заявл. 13.12.2012. Опубл. 28.11.2019. 10 с.
4. Журавлев С.Д., Шестеркин В.И. Эффективная площадь эмиссии катода в катодно-сеточном узле с теневой сеткой // Электронная техника. Сер. 1 - СВЧ-техника. 2020. Вып. 4(547). С. 55-59.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С ВСТРОЕННОЙ В КАТОД ТЕНЕВОЙ СЕТКОЙ | 2018 |
|
RU2697190C1 |
| ЭЛЕКТРОННАЯ ПУШКА | 2005 |
|
RU2289867C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНОГО ПИРОЛИТИЧЕСКОГО ГРАФИТА С ДЕТАЛЯМИ ИЗ МОЛИБДЕНА МЕТОДОМ ЛАЗЕРНОГО ЗАКЛЁПЫВАНИЯ | 2024 |
|
RU2841566C1 |
| СПОСОБ РЕЗКИ ПИРОГРАФИТА | 2007 |
|
RU2344027C1 |
| ОПТИЧЕСКИЙ ПАССИВНЫЙ ОГРАНИЧИТЕЛЬ ПРОХОДЯЩЕГО ИЗЛУЧЕНИЯ | 2013 |
|
RU2555503C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ДЛЯ РАЗДЕЛЕНИЯ ИЛИ СКРАЙБИРОВАНИЯ ПОДЛОЖКИ ПУТЕМ ФОРМИРОВАНИЯ КЛИНОВИДНЫХ ПОВРЕЖДЕННЫХ СТРУКТУР | 2014 |
|
RU2674916C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С УГЛЕРОДНЫМ АВТОЭМИССИОННЫМ КАТОДОМ | 2015 |
|
RU2589722C1 |
| ЭЛЕКТРОННАЯ ПУШКА ДЛЯ СВЧ-ПРИБОРА О-ТИПА | 2001 |
|
RU2212728C2 |
| ОПТИЧЕСКИЙ НАКОПИТЕЛЬ ДАННЫХ И СПОСОБЫ ОПТИЧЕСКОЙ ЗАПИСИ И СЧИТЫВАНИЯ | 1996 |
|
RU2146397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С АВТОЭМИССИОННЫМ КАТОДОМ | 2017 |
|
RU2656879C1 |
Изобретение относится к электронной технике, в частности к способу совместной прошивки двойных сеточных структур в катодно-сеточных узлах импульсных электровакуумных приборов. Технический результат - повышение точности формирования отверстий заданной формы и размеров, разделенных перемычками, в двух электропроводящих или диэлектрических заготовках с произвольной кривизной поверхности, разделенных зазором. В закрепленных в КСУ заготовках обеих сеток с произвольной кривизной поверхности поочередно формируют разделенные перемычками отверстия заданной формы и размеров методом лазерной абляции с экспериментально определенными параметрами лазерного излучения: плотности мощности излучения Р, диаметром фокусного пятна d, глубиной фокуса 2Z, фокусным расстоянием оптической системы F и углом сходимости лазерного луча θ, путем перемещения фокусного пятна по заданной программе по поверхности сперва ближайшей к линзе заготовке сетки, приближения всего узла КСУ к линзе на расстояние, равное зазору h между заготовками сеток, и последующее формирование отверстий во второй заготовке сетки. При этом продукты испарения при прошивке удаляются из зоны обработки потоком инертного газа, не попадают на поверхность керамики и не изменяют ее диэлектрические свойства. 5 ил.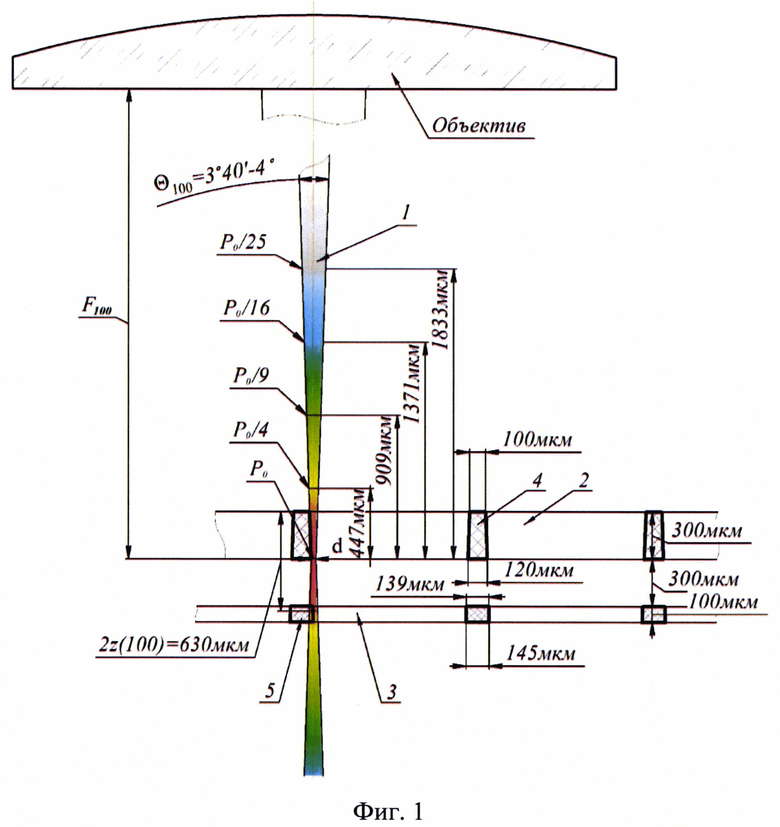
Способ совместной прошивки двойных сеточных структур в катодно-сеточном узле электровакуумного прибора методом лазерной абляции, заключающийся в том, что в зависимости от температуры плавления материала и коэффициентов поглощения и отражения поверхностей заготовок сеточных структур при минимальном размере D формируемых отверстий выбирают плотность мощности лазерного излучения Р и диаметр лазерного пятна d<D/10; в зависимости от толщины сеточных структур и зазора между ними выбирают фокусное расстояние F, угол сходимости θ и глубину фокуса 2Z, затем позиционируют лазерное пятно на поверхности заготовки управляющей сетки и методом лазерной абляции по заданной программе осуществляют сквозную прошивку заготовки управляющей сетки, формируют между вырезанными секторами перемычки с заданной формой и размерами, затем перемещают катодно-сеточный узел в направлении объектива лазерной установки на расстояние h, равное зазору между сетками, и осуществляют сквозную прошивку заготовки теневой сетки, формируют между вырезанными секторами перемычки большей ширины, расположенные напротив перемычек управляющей сетки, при этом продукты эрозии удаляют из зоны обработки узла потоком инертного газа, причем параметры лазерного излучения F, d, θ и 2Z связаны с размерами сеточных Sy, ST и h следующими соотношениями:
для размеров сеточных структур: Sy=150÷300 мкм; ST=50÷150 мкм; h=150÷300 мкм;
параметры лазерного излучения:
длина волны λ=1064 нм,
плотность мощности Р=1÷6 [МВт/см2],
диаметр фокусного пятна d=20÷50 [мкм],
фокусное расстояние F=50÷130 [мм],
угол сходимости Θ=3°÷4° [градусы],
глубина фокуса 2Z=300÷1100 [мкм].
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ изготовления самонесущих металлических сеточных структур для селекции электромагнитного излучения | 2020 |
|
RU2764017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С ВСТРОЕННОЙ В КАТОД ТЕНЕВОЙ СЕТКОЙ | 2018 |
|
RU2697190C1 |
| JP 2001162444 А, 19.06.2001 | |||
| JP 2004230517 А, 19.08.2004 | |||
| US 4745326 А1, 17.05.1988. | |||

