Изобретение относится к производству древесных плит и может быть использовано в технологических потоках производства древесно-стружечных плит (ДСП).
Цель изобретения - повышение прочности плит.
Для экспериментальной проверки способа на стружечных станках ДС-6 и ДС-7 получают стружку, сушат ее до технологической влажности, сортируют и смешивают со связующим. В качестве связующего используют карбамидоформальдегидную смолу марки КФ-МТ (ГОСТ 14231-78), применяемую в промышленном производстве древесно-стружечных плит. Содержание сухой смолы (в пересчете жидкой смолы на сухой остаток) в плите составляет в наружных слоях 14. во внутреннем 10% к массе абсолютно сухой стружки. Отвердителем смолы
является хлористый аммоний, содержание которого составляет 0,8% к массе смолы 60%-ной концентрации. После этого формируют стружечные ковры.
При формировании стружечного ковра по изобретению в местах, соответствующих линиям раскроя плиты на заготовки, устанавливают деформирующиеся по вертикали перегородки.
Было выбрано два формата заготовок, равных по площади попарно, т.е. перегородки были установлены таким образом, что они разделяли форматную плиту по длине и ширине по середине.
В качестве перегородок используют полые резиновые изделия квадратного сечения. Размер сечения по внутреннему контуру составляет 14, по внешнему 20 мм. Для получения требуемой высоты перегоV|
4
СА) 00 XI
ю
родки резиновые изделия склеивают между собой по пласти.ч
На стадии холодной подпрессовки в прессе перегородки деформируют в вертикальном направлении. После подпрессовки их удаляют, и между частями стружечного брикета образовываются каналы.
Затем металлический поддон с находящимся на нем стружечным брикетом, имеющим каналы, помещают в горячий пресс и изготавливают плиты при температуре прессования 170°С, давлении 2,6 МПа и продолжительности выдержки под давлением 0,30 мин/мм толщины готовой плиты.
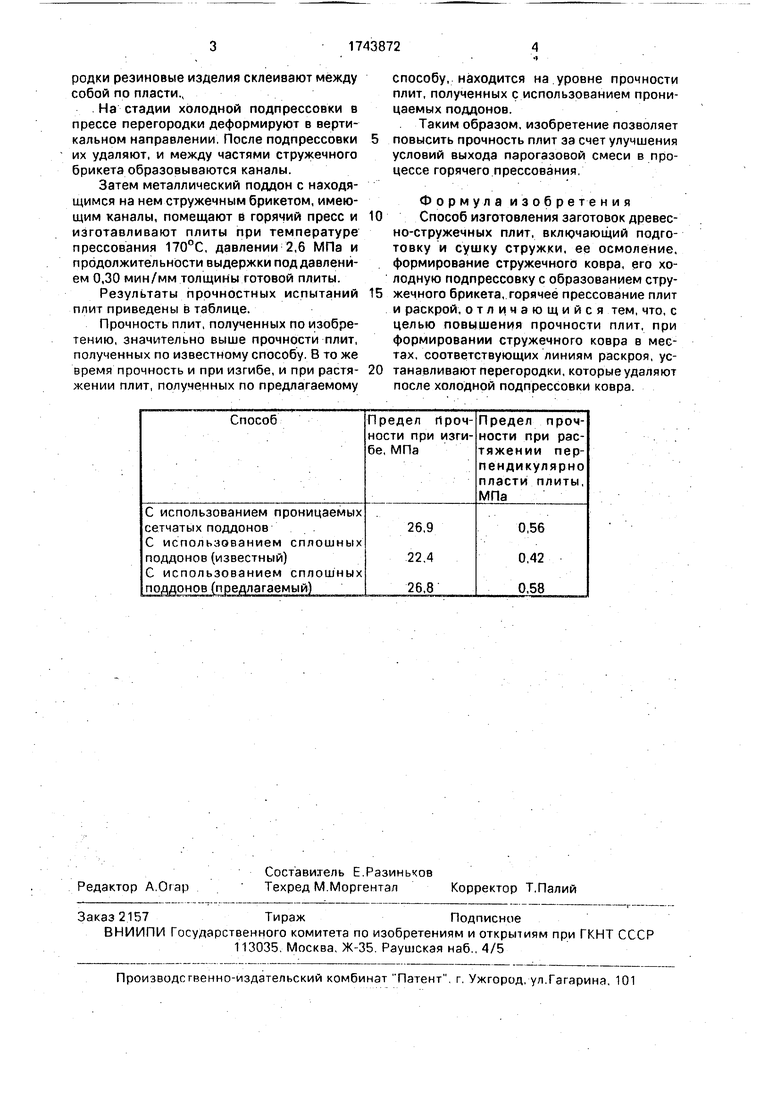
Результаты прочностных испытаний плит приведены в таблице.
Прочность плит, полученных по изобретению, значительно выше прочности плит, полученных по известному способу. В то же время прочность и при изгибе, и при растя- жении плит, полученных по предлагаемому
способу, находится на уровне прочности плит, полученных с использованием проницаемых поддонов.
Таким образом, изобретение позволяет повысить прочность плит за счет улучшения условий выхода парогазовой смеси в процессе горячего прессования
Формула изобретения Способ изготовления заготовок древес- но-стружечных плит, включающий подготовку и сушку стружки, ее осмоление. формирование стружечного ковра, его холодную подпрессовку с образованием стружечного брикета, горячее прессование плит и раскрой, отличающийся тем, что, с целью повышения прочности плит, при формировании стружечного ковра в местах, соответствующих линиям раскроя, устанавливают перегородки, которые удаляют после холодной подпрессовки ковра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесностружечных плит | 1990 |
|
SU1724470A1 |
| Способ изготовления нешлифованных древесно-стружечных плит | 2021 |
|
RU2785590C1 |
| Древесная плита | 2022 |
|
RU2784506C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2041813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1995 |
|
RU2103164C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1993 |
|
RU2041814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ПОДСОЛНЕЧНОЙ ЛУЗГИ | 1991 |
|
RU2014216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| Способ производства древесностружечных плит пониженной токсичности | 1989 |
|
SU1675087A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2038205C1 |
Использование: древесные плиты, в технологических потоках производства древесно-стружечных плит. Сущность изобретения: стружку сушат, сортируют и смешивают со связующим КФ-МТ с хлористым аммонием. В местах, соответствующих линиям раскроя плиты на заготовки, устанавливают деформирующиеся по вертикали перегородки, в качестве которых берут полые резиновые изделия квадратного сечения. На стадии холодной подпрессовки в прессе перегородки деформируются в вертикальном направлении. После подпрессовки их удаляют, и между частями стружечного брикета образовываются каналы. Затем стружечный брикет, помещают в горячий пресс и изготавливают плиты при температуре прессования 170°С, давлении 2,6 МПа и продолжительности выдержки под давлением 0,30 мин/мм толщины готовой плиты. 1 табл.
| Карасев Е.И | |||
| Оборудование предприятий по производству древесных плит | |||
| М.: Лесная промышленность, 1978, с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Шварцман Г.М., Щедро Д.А | |||
| Производство древесно-стружечных плит, 1987 | |||
| с | |||
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
