Изобретение относится к способам термической обработки сталей и сплавов, может быть использовано в машиностроении при изготовлении плоских точностных деталей, преимущественно дисков, ножей, пластин и является усовершенствованием известного способа по основному авт. св. № 899683.
Известен способ термической обработки деталей, включающий нагрев до температуры аустенитизации, охлаждение в среде с максимальной охлаждающей способностью до образования 1 -5% мартенсита вповер- хностном слое и последующую изотермическую выдержку в среде с минимальной охлаждающей способностью до полного распада мартенсита, при этом охлаждение и изотермическую выдержку осуществляют непрерывно-последовательным перемещением через несмешивающиеся среды.
Недостатками данного способа являются слабая стабилизация формы и, соответственно, размеры детали в процессе
окончательного охлаждения ее до комнатной температуры, что приводит к повышенному короблению деталей и.повышенному расходу металла из-за завышения ее исходной толщины с учетом финишной доработки после закалки.
Цель изобретения - стабилизация формы тонкостенных деталей с плоскопараллельными поверхностями за счет снижения коробления.
Поставленная цель достигается тем, что согласно способу термической обработки, включающему нагрев до температуры аустенитизации и охлаждение при непрерывном перемещении детали через несмешивающиеся среды до образования 1 -5% мартенсита с последующим его полным распадом в процессе изотермической выдержки, для стабилизации формы тонкостенных деталей с плоскопараллельными поверхностями за счет снижения коробления охлаждение деталей после изотермической выдержки проводят с приложением к
Ч
4 4
Ю О
Ю
плоскопараллельным поверхностям усилия сжатия 0,85 - 0,95 от предела текучести материала деталей при температуре изотермической выдержки и со скоростью охлаждения /0хл 30 - 60°С/с.
Сравнение предлагаемого технического решения с прототипом и другими техническими решениями в данной и смежных областях техники подтверждают отсутствие заявляемых режимов окончательного ох- лаждения после завершения изотермической выдержки тонкостенных плоскопараллельных деталей - усилия сжатия в процессе закалки их в заневоленном состоянии или скорости охлаждения, невхо- дящие в известные интервалы.
Сущность изобретения заключается а том, что для многих сталей, в том числе пружинных, точка окончания мартенситного превращения лежит в области отрицатель- ных темпеоатуо (для У10 - -90°С; для 65Г -55°С; для 60С2А-- -40°С) и. осуществляя окончательное охлаждение после изотермической выдержки, на спокойном воздухе, невозможно достичь стабильных изменений размеров и формы в связи с незавершенностью мартенситного превращения. При охлаждении деталей после изотермической выдержки по известному способу остаточный аустенит составляет 8 - 10% , а короб- ление 0,7 - 0,8. При использовании в процессе окончательного охлаждения после изотермической выдержки зажима плоскопараллельных поверхностей, например различных пил или дисков толщиной не бо- лее критического диаметра (Окр) для данной марки стали, усилием, равным (0,85 - 0,95) материала при температуре изотермической выдержки при скорости охлаждения 30 - 60 °С/с, происходит не только релакса- ция термических и структурных напряжений, возникающих в процессе фазовых превращений, но и усугубляется степень превращения, о чем свидетельствует очевидное уменьшение в структуре количества остаточного аустенита.
Пример . Термообработке по предлагаемому способу подвергаются восемь партий ножей гильотины плоской формы (3 х 80 х 400 мм) из стали 65Г. После термооб- работки требуется получить твердость не ниже 55 HRC, неплоскостность - не более 0,1 мм.
Восемь партий ножей подвергают нагреву до температуры аустенитизации, рав- ной 800°С, а затем изотермическому охлаждению перемещением через две несмешивающиеся среды - воду и селитру, со скоростью перемещения 20 мм /с Температура расплава селитры 300 ± 10°С, скорость
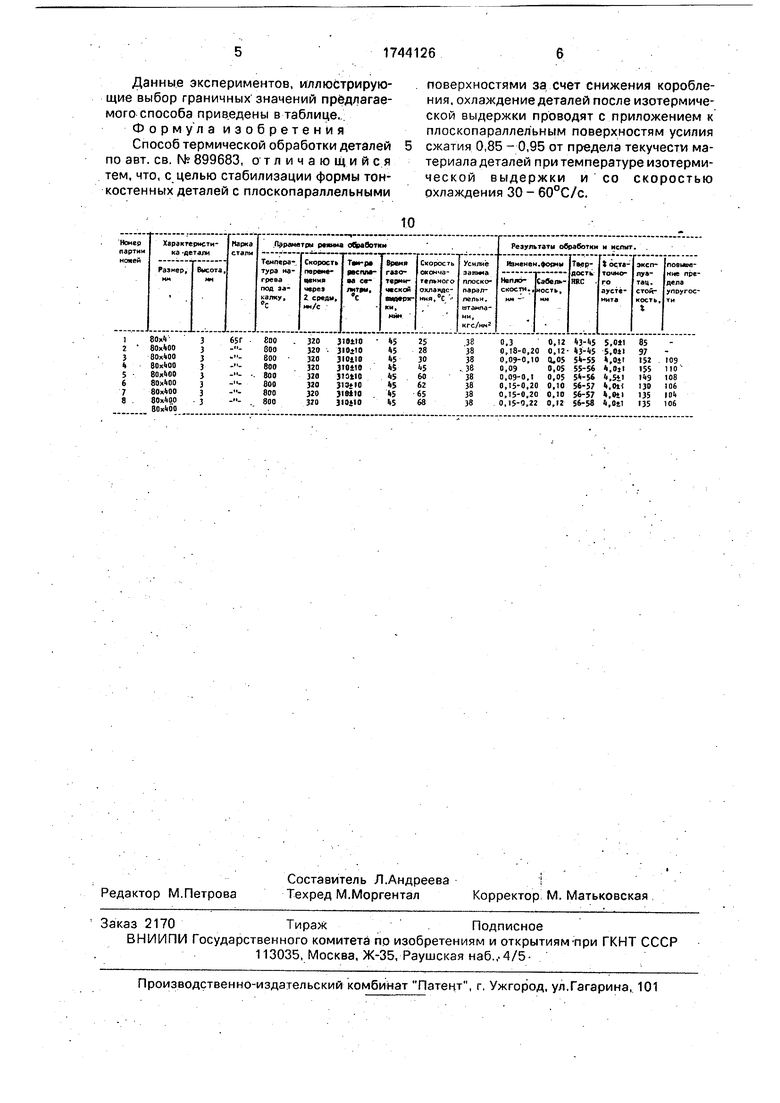
охлаждения поверхности в интервале температур от 800 до 300 °С/с. Время изотермической выдержки 20 ± 5с. Затем ножи извлекают из расплава селитры и помещают под водоохлаждаемые плиты гидравлического пресса, в которых они фиксируются и сжимаются по параллельным плоскостям с усилием 38 ± 2 кгс/мм2. Охлаждающая способность плит, отрегулированная изменением скорости подачи, температурой и расходом воды, обеспечивает различную скорость охлаждения ножей от Vi до Vs (см таблицу). При скорости охлаждения ножей в плитах со скоростью Va 30°С/с ножи приняли твердость, равную 54 - 55 HRC, коробление по плоскости наблюдалось очень незначительное - 0,09 - 0,10 мм (таблица, партия 3)
При снижении скорости охлаждения ножа в штампе ниже 30°С/с, например до /2 28°С/с, Vi 25°C/c, наблюдается резкое увеличение деформационных процессов, и остаточное коробление (неплоскостность) резко увеличивается с 0,1 до 0,18 - 0,20 мм и выше (см. таблицу 1, партия 1 и 2),
При увеличении подачи воды в охлаждающие плиты штампа и повышении их охлаждающей способности до значений, лежащих в пределах 30 - 60°С/с включительно, например VH 45°C/c, Vs 60°C/c,характеристики возникающих деформаций ножей очень низкие (0,09 - 0,10 мм - неплоскостность и 0,05 мм - сабельность) при достаточно высокой твердое™ (54 - 56 HRC), отвечающей требованиям ТУ чертежа (партии 3 - 5).
Дальнейшее увеличение скорости охлаждения в плитах выше 60°С/с. например до V6 62°C/c V7 - 65°С/с, Уд 68°С/-с (партии 6 - 8), хотя и обеспечивает более высокие значения твердости ножей (до 56 - 58 HRC), но по характеристикам неплоскостности и сабельности выходят за пределы допустимых значений и не обеспечивают выполнения ТУ чертежа, повышают расход металла на припуски для шлифования, приводят к возникновению сопутствующих шлифованию дефектов - прижогов, микротрещин, автодеформаций и т.п., увеличивают трудозатраты,снижают качество готовой продукции.
Таким образом, проведение охлаждения при скорости, выходящей за пределы значений, заявленных в способе, не обеспечивает получения эксплуатационных качеств ножей, так как резко увеличивается коробление при значительных колебаниях твердости, выходящее за пределы допустимых значений
Данные экспериментов, иллюстрирующие выбор граничных значений предлагаемого способа приведены в таблице. Формула изобретения Способ термической обработки деталей по авт. св. N 899683, отличающийся тем, что, с целью стабилизации формы тонкостенных деталей с плоскопараллельными
поверхностями за счет снижения коробления, охлаждение деталей после изотермической выдержки проводят с приложением к плоскопараллельным поверхностям усилия сжатия 0,85 - 0,95 от предела текучести материала деталей при температуре изотермической выдержки и со скоростью охлаждения 30 - 60°С/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1993 |
|
RU2034051C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ ИЗ ПРУЖИННЫХ КРЕМНИСТЫХ СТАЛЕЙ | 2014 |
|
RU2564805C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2588936C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2415952C1 |
| Способ термической обработки деталей | 1979 |
|
SU899683A1 |
| Способ изотермической закалки тонкостенных изделий | 1972 |
|
SU441297A1 |
| Способ обработки деталей из высокопрочных сталей | 1988 |
|
SU1585351A1 |
| Способ термообработки высоколегированных вторично-твердеющих сталей | 1979 |
|
SU991518A1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| Способ закалки стальных изделий | 1978 |
|
SU685702A1 |
Сущность изобретения: детали нагревают до температуры аустенитизации. охлаждают с изотермической выдержкой при непрерывно-последовательном перемещении через несмешивающиеся жидкости. Затем подвергают охлаждению с приложением к плоскопараллельным поверхностям усилия сжатия 0,85 - 0.95 от предела текучести материала деталей при температуре изотермической выдержки и скорости охлаждения 30 - . 1 табл.
| Способ термической обработки деталей | 1979 |
|
SU899683A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
