зевного тканеформирования согласно предлагаемому способу осуществляется следующим образом.
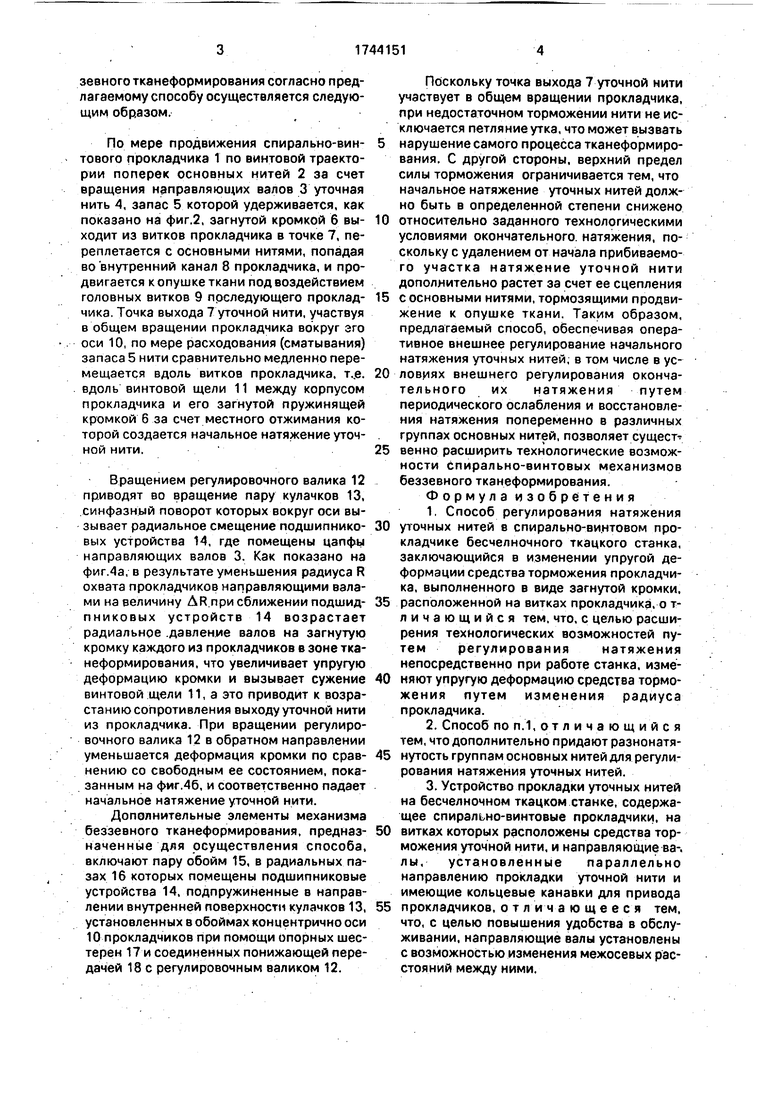
По мере продвижения спирально-винтового прокладчика 1 по винтовой траектории поперек основных нитей 2 за счет вращения направляющих валов 3 уточная нить 4, запас 5 которой удерживается, как показано на фиг.2, загнутой кромкой 6 выходит из витков прокладчика в точке 7, переплетается с основными нитями, попадая во внутренний канал 8 прокладчика, и продвигается к опушке ткани под воздействием головных витков 9 последующего прокладчика. Точка выхода 7 уточной нити, участвуя в общем вращении прокладчика вокруг эго оси 10, по мере расходования (сматывания) запаса 5 нити сравнительно медленно перемещается вдоль витков прокладчика, т.е. вдоль винтовой щели 11 между корпусом прокладчика и его загнутой пружинящей кромкой 6 за счет местного отжимания которой создается начальное натяжение уточной нити.
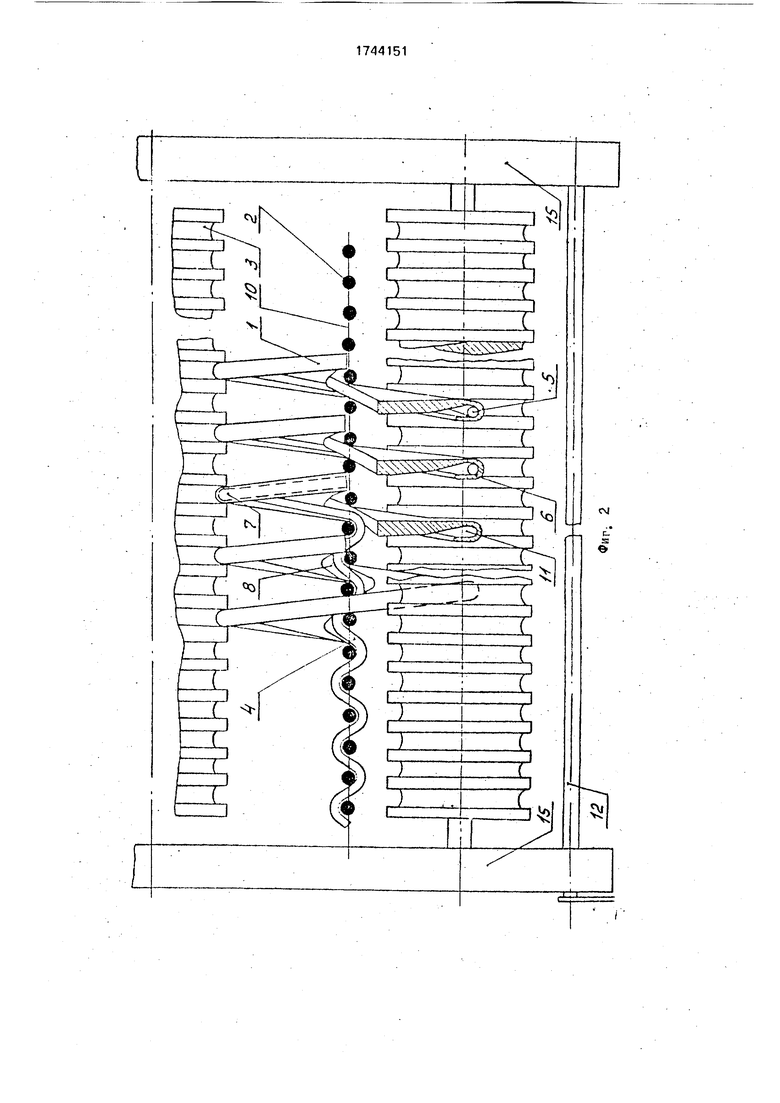
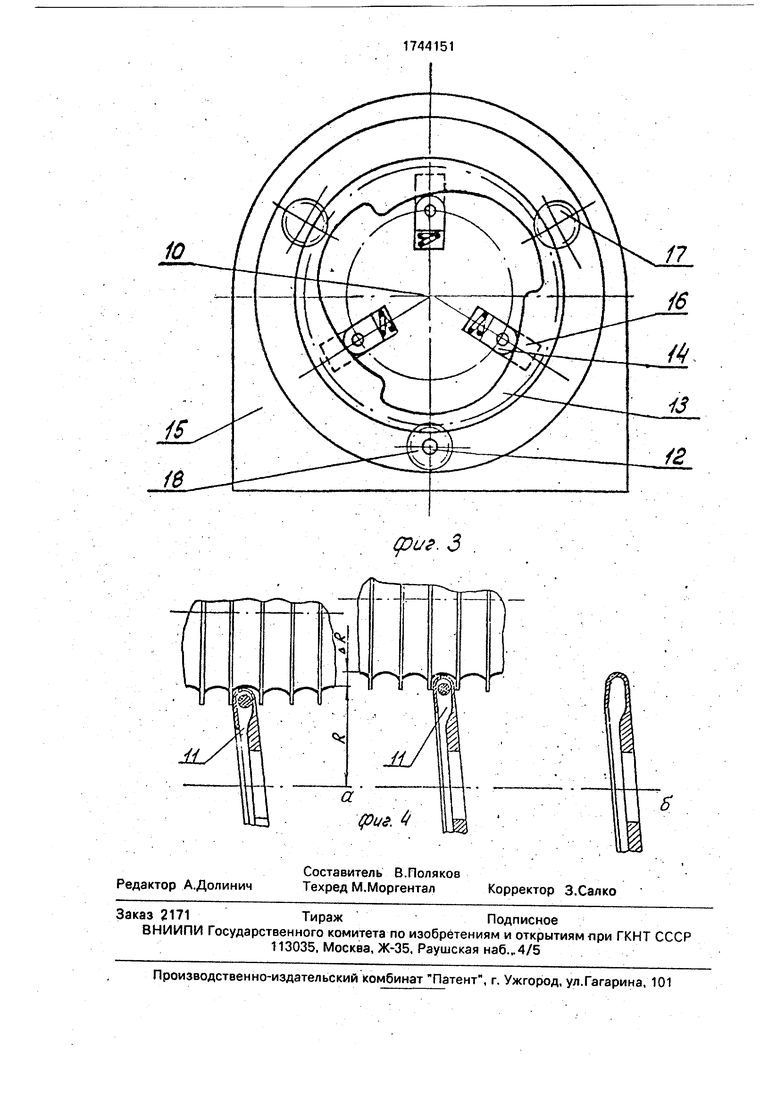
Вращением регулировочного валика 12 приводят во вращение пару кулачков 13, синфазный поворот которых вокруг оси вызывает радиальное смещение подшипниковых устройства 14, где помещены цапфы направляющих валов 3. Как показано на фиг.4а, в результате уменьшения радиуса R охвата прокладчиков направляющими валами на величину AR при сближении подшид- пниковых устройств 14 возрастает радиальное .давление валов на загнутую кромку каждого из прокладчиков в зоне тканеформирования, что увеличивает упругую деформацию кромки и вызывает сужение винтовой щели 11, а это приводит к возрастанию сопротивления выходу уточной нити из прокладчика. При вращении регулировочного валика 12 в обратном направлении уменьшается деформация кромки по сравнению со свободным ее состоянием, показанным на фиг.46, и соответственно падает начальное натяжение уточной нити.
Дополнительные элементы механизма беззевного тканеформирования, предназначенные для осуществления способа, включают пару обойм 15, в радиальных пазах 16 которых помещены подшипниковые устройства 14, подпружиненные в направлении внутренней поверхности кулачков 13, установленных в обоймах концентрично оси 10 прокладчиков при помощи опорных шестерен 17 и соединенных понижающей передачей 18с регулировочным валиком 12.
Поскольку точка выхода 7 уточной нити участвует в общем вращении прокладчика, при недостаточном торможении нити не исключается петляние утка, что может вызвать
нарушение самого процесса тканеформирования. С другой стороны, верхний предел силы торможения ограничивается тем, что начальное натяжение уточных нитей должно быть в определенной степени снижено
относительно заданного технологическими условиями окончательного, натяжения, поскольку с удалением от начала прибиваемого участка натяжение уточной нити дополнительно растет за счет ее сцепления
с основными нитями, тормозящими продвижение к опушке ткани. Таким образом, предлагаемый способ, обеспечивая оперативное внешнее регулирование начального натяжения уточных нитей, в том числе в условиях внешнего регулирования окончательного их натяжения путем периодического ослабления и восстановления натяжения попеременно в различных группах основных нитей, позволяет сущест-
венно расширить технологические возможности спирально-винтовых механизмов беззевного ткэнеформирования. Формула изобретения
1.Способ регулирования натяжения уточных нитей в спирально-винтовом прокладчике бесчелночного ткацкого станка, заключающийся в изменении упругой деформации средства торможения прокладчика, выполненного в виде загнутой кромки,
расположенной на витках прокладчика, о т- личающийся тем, что, с целью расширения технологических возможностей путем регулирования натяжения непосредственно при работе станка, изменяют упругую деформацию средства торможения путем изменения радиуса прокладчика.
2.Способ по п.1, отличающийся тем, что дополнительно придают разнонатяиутость группам основных нитей для регулирования натяжения уточных нитей.
3.Устройство прокладки уточных нитей на бесчелночном ткацком станке, содержащее спирально-винтовые прокладчики, на
витках которых расположены средства торможения уточной нити, и направляющие ва-. лы, установленные параллельно направлению прокладки уточной нити и имеющие кольцевые канавки для привода
5 прокладчиков, отличающееся тем, что, с целью повышения удобства в обслуживании, направляющие валы установлены с возможностью изменения межосевых расстояний между ними.
ю
т г

LGimi
(риг 3
tpu$. 4
| Способ прокладывания уточной нити на бесчелночном ткацком станке и устройство для осуществления способа | 1976 |
|
SU763492A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
