Изобретение относится к литейному производству, а именно к способам, применяемым для сравнительной оценки стойкости против коробления литых деталей.
Известен способ определения стойкости литых деталей из железоуглеродистых сплавов против коробления, включающий отливку образца в виде кольцевого элемента, изготовленного за одно целое с массивной рамой, естественное охлаждение всего образца и ускоренное охлаждение части рамы, начиная с температуры 720°С до комнатной температуры, выполнение прорези в месте сочленения кольцевого элемента с рамой и измерение деформации прорези кольцевого элемента во времени.
Недостатком указанного способа являются тяжелые условия труда, связанные с
выделением летучих веществ из формовочной смеси в период интенсивного ус: орен- ного охлаждения раскаленной отливки, а также при вскрытии поверхности еще не затвердевшей отливки (температура 1000- 1100°С),
Цель изобретения - улучшение условий труда.
Сущность способа заключается в том, что последовательно производят отливку образца в виде кольцевого элемента, выполненного за одно целое с массивной рамой, весь образец в литейной форме подвергают естественному охлаждению до комнатной температуры, извлекают образец из формы, зачищают и нагревают до температуры 400- 700°С, После этого ускоренно охлаждают часть массивной рамы до достижения ком
г™А
х4
..
Ю
натной температуры всех элементов образца, выполняют прорезь в месте сочленения рамы с кольцевым элементом и измеряют деформацию прорези во времени.
Первоначальное охлаждение ведется до комнатной температуры, при этом образец находится в литейной форме. Извлечение образца из формы и зачистка производятся после его охлаждения. Зачищенный образец нагревают до температуры, лежащей винтер- вале 400-700°С.
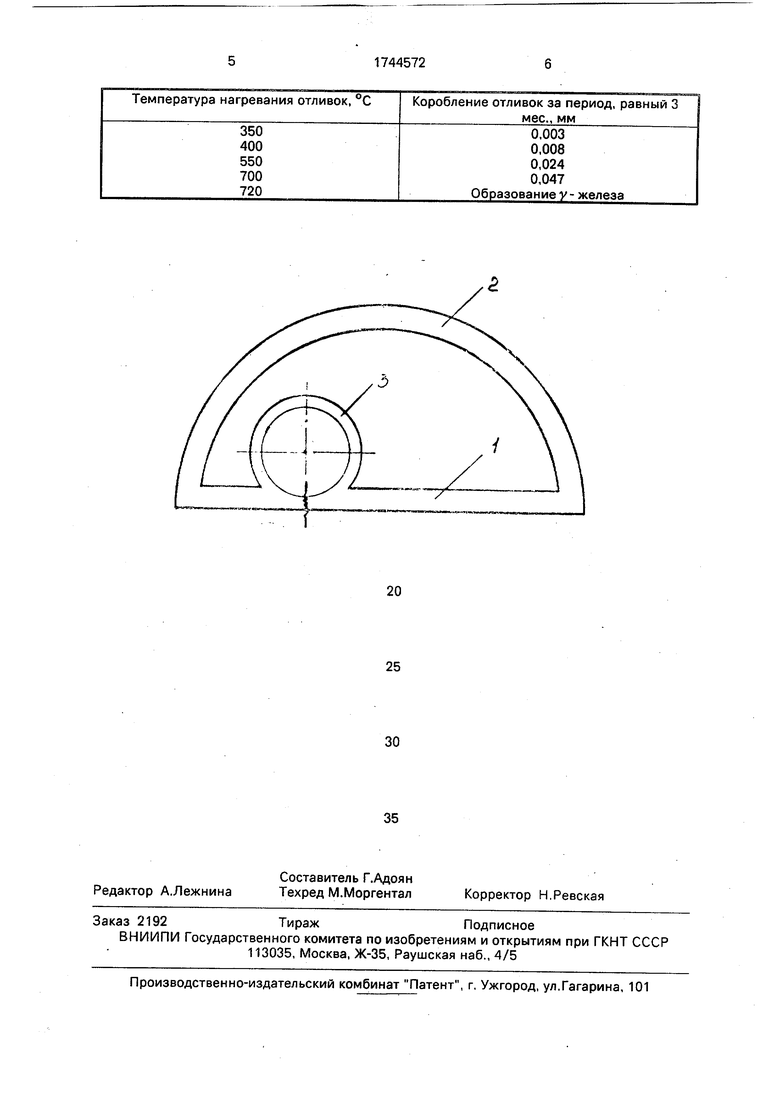
На чертеже изображен образец, используемый для определения коробления.
Образец состоит из массивной рамы, включающей прямолинейную часть 1 идуго- wo часть 2, а экже из кольцевого элемента
з.
В соответствии с предлагаемым способом отливали образцы из чугуна марки С420 в сырую земляную форму и охлаждали до комнатной температуры, выбивали из формы и после тщательной зачистки от формовочной смеси укладывали в термическую печь и нагревали каждый из образцов соответственно до 700,550,400 и 350°С с выдер- жкой до полного прогрева заготовки, извлекали из печи и захолаживали дугообразную часть образцов водяным душем до тех пор, пока отливки не остывали до комнатной температуры.
В результате этого в отливках было наведено поле внутренних напряжений,
Максимальные температурные перепады в различных частях отливки составляли 500, 300, 100 и 70°С соответственно.
В результате последующей разрезки отливки происходило перераспределение поля остаточных напряжений, разгружалась дуговая часть отливки и подгружался ранее практически не нагруженный кольцевой элемент, Из-за разницы .в степени релаксации напряжений в указанных элементах происходило коробление отливки, выражающееся в изменении размера прорези, которая с течением времени увеличивалась. Деформация прорези измерялась с помощью измерительной головки.
Данные по короблению образцов от действия остаточных напряжений приведены в таблице.
Как видно из таблицы, чем выше температура нагрева отливки, тем больше величина коробления от действия остаточных напряжений.
Нагрев отливок выше 700°С недопустим из-за фазового превращения сплава перлит- аустенит и опасности последующего возникновения структуры мартенсита закалки, а снижение температуры нагрева отливки ниже 400°С уменьшает чувствительность метода из-за низкой пластичности материала и возникновения в этой связи невысокого уровня остаточных напряжений, следствием чего является вялое протекание релаксационных процессов коробления отливок.
Таким образом, использование предлагаемого способа позволяет улучшить условия труда мз-за отсутствия выделений летучих веществ из формовочной смеси в период захолаживания раскаленной отливки, отпадает также необходимость во вскрытии поверхности еще не затвердевшей заготовки при температуре 1000°С.
С помощью предлагаемого способа оценивают влияние физико-механических и химических свойств материала, а также различных способов и режимов старения на коробление литых деталей.
Формула изобретения
Способ определения стойкости литых деталей из железоуглеродистых сплавов против коробления, включающий отливку образца в виде кольцевого элемента, выполненного за одно целое с массивной рамой, естественное охлаждение всего образца, ускоренное охлаждение части рамы до достижения всем образцом комнатной температуры, выполнение прорези в месте сочленения кольцевого элемента с рамой и измерение деформаций прорези во времени, по которой оценивают стойкость против коробления, отличающийся тем, что, с целью улучшения условий труда за счет исключения выделения летучих веществ из формовочной смеси в процессе зачистки и ускоренного охлаждения образца, естественное охлаждение образца проводят в форме до комнатной температуры, а перед ускоренным охлаждением части рамы образец извлекают из формы, зачищают его и нагревают до температуры 400-700°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения стойкости литых деталей против коробления | 1990 |
|
SU1744571A1 |
| Способ определения стойкости литых деталей из железо-углеродистых сплавов против коробления | 1983 |
|
SU1100529A1 |
| Способ изготовления графитового кристаллизатора | 1984 |
|
SU1219237A1 |
| Способ определения деформации изделий | 1979 |
|
SU836139A1 |
| СПОСОБ РЕГУЛИРУЕМОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2606665C1 |
| Способ определения податливости стержневых и формовочных смесей | 1986 |
|
SU1404883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МОДЕЛЕЙ | 2008 |
|
RU2393046C1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| СМЕСЬ НАЛИВНАЯ С ПОВЫШЕННОЙ ТЕРМОХИМИЧЕСКОЙ УСТОЙЧИВОСТЬЮ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ФОРМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427441C1 |
Изобретение от осится к технике испытаний материалов, а частности к методам определения стойкости литых деталей из железоуглеродистых сплавов против коробления. Цель изобретения - улучшение условий труда за счет исключения выделения летучих веществ из формовочной смеси в процессе зачистки и ускоренного охлаждения образца. Проводят отливку образца в виде кольцевого элемента, выполненного за одно целое с массивной рамой. Затем выдерживают образец в форме при естественном охлаждении до достижения комнатной температуры, после этого образец извлекают из формы, зачищают его от формовочной смеси и нагревают до 400-700°С, Далее ускорен но охлаждают часть рамы до достижения у всего образца комнатной температуры. Выполняют прорезь в месте сочленения кольцевого элемента с рамой и измеряют во времени деформацию прорези, по которой оценивают степень коробпения. 1 ил., 1 табл.
| Способ определения стойкости литых деталей из железо-углеродистых сплавов против коробления | 1983 |
|
SU1100529A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
