Способ наружной обточки труб на специальном станке известен по авт. св. № 149288. Однако при этом способе все еще сохраняется разностенность.
Описываемый способ отличается от известното тем, что, с целью повышения точности вывода оси отверстия в зоне резания на ось реЗЦовой голозки, отклонение оси отверстия определяют с помощью гамма-лучей по отклонению оси вставки из поглотителя лучей, которая находится на раздвижной самоцентрирующейся оправке, установленной по отверстию трубы вблизи зоны резания. Это позволяет обрабатывать трубы с очень небольщой разностенностью (не более + 3Vo), упростить наладку коллиматора, уменьшить время переналадки и мощность радиоактивных источников и, следовательно, улучшить биологическую защиту людей от излучений.
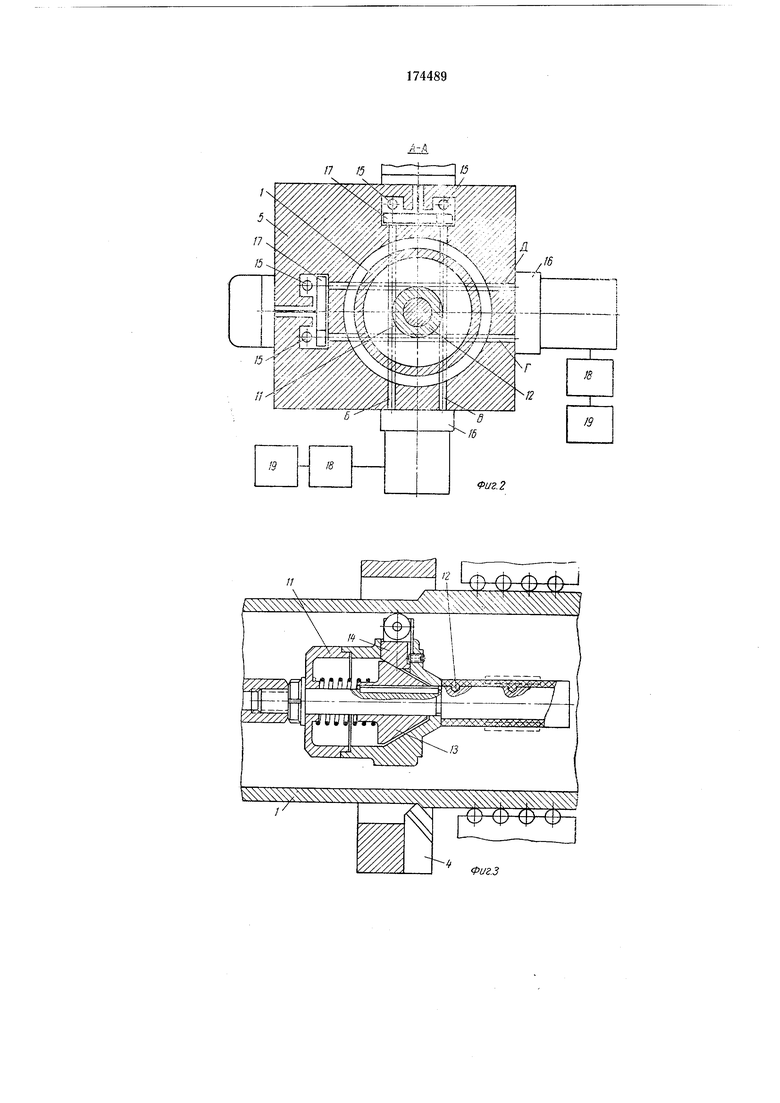
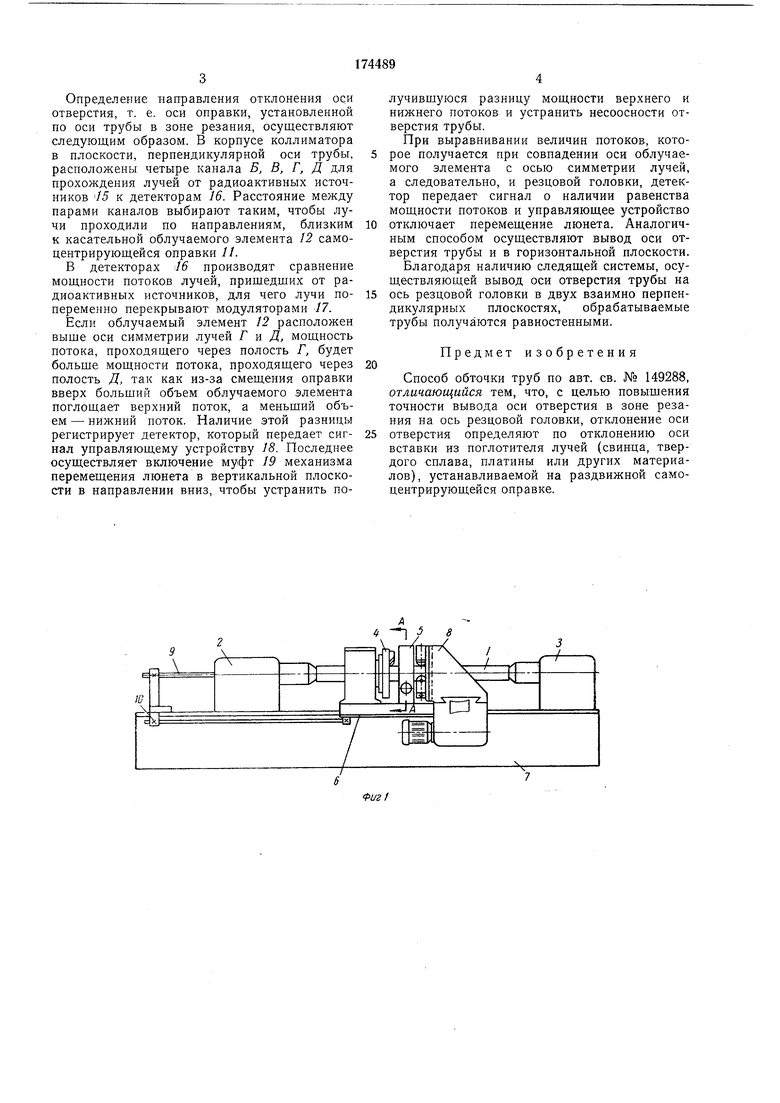
Применение предложенного способа иллюстрируют приведенные чертежи. На фиг. 1 схематически дан общий вид специального станка для обточки труб; на фиг. 2 - разрез по А-А, показывающий принцип работы коллиматора .старика; на фиг. 3 показан способ центрирования оправки по отверстию трубы.
верстие и фаски, закрепляют в грибках передней 2 и задней 5 бабок станка и подвергают обработке резцами головки 4. В процессе работы с помощью коллиматора 5 определяют смещение оси отверстия трубы в зоне резания. Резцовая головка 4, установленная на каретке 6, имеет различные числа оборотов и перемещается с нужной подачей по станине 7. Для совмещения оси трубы с
осью резцовой головки на каретке 6 установлен люнет 8, имеющий возможность перемещаться в двух взаимно перпендикулярных направлениях. Команду на необходимое движение люнет получает от коллиматора 5,
определяющего направление отклонения оси отверстия трубы от оси резцовой головки.
Для более точного определения отклонения в зоне резания оси отверстия трубы от оси резцовой головки в отверстии трубы с помощью тяги Я соединенной с кареткой устройством 10, перемещается раздвижная самоцентрирующаяся оправка II, имеющая облучаемый элемент 12 из свинца, платины, твердого сплава или другого материала с
большой поглощающей способностью радиоактивных Y-лучей.
Центрирование оправки по отверстию трубы производит подпружиненная конусная втулка 13 за счет трех сухарей 14 с ролиОпределение направления отклонепия оси отверстия, т. е. оси оправки, установленной по оси трубы в зоне резания, осуществляют следующим образом. В корпусе коллиматора в плоскости, перпендикулярной оси трубы, расположены четыре канала Б, В, Г, Д для прохождения лучей от радиоактивных источников /5 к детекторам 16. Расстояние между парами каналов выбирают таким, чтобы лучи проходили по направлениям, близким к касательной облучаемого элемента 12 самоцентрирующейся оправки //. В детекторах 16 производят сравнение мощности потоков лучей, прищедщих от радиоактивных источников, для чего лучи попеременно перекрывают модуляторами 17. Если облучаемый элемент 12 расположен выше оси симметрии лучей Г и Д, мощность потока, проходящего через полость Г, будет больше мощности потока, проходящего через полость Д, так как из-за смещения оправки вверх больший объем облучаемого элемента поглощает верхний поток, а меньший объем - нижний поток. Наличие этой разницы регистрирует детектор, который передает сигнал управляющему устройству 18. Последнее осуществляет включение муфт 19 механизма перемещения люнета в вертикальной плоскости в направлении вниз, чтобы устранить получившуюся разницу мощности верхнего и нижнего потоков и устранить несоосности отверстия трубы. При выравнивании величин потоков, которое получается при совпадении оси облучаемого элемента с осью симметрии лучей, а следовательно, и резцовой головки, детектор передает сигнал о наличии равенства мощности потоков и управляющее устройство отключает перемещение люнета. Аналогичным способом осуществляют вывод оси отверстия трубы и в горизонтальной плоскости. Благодаря наличию следящей системы, осуществляющей вывод оси отверстия трубы на ось резцовой головки в двух взаимно перпендикулярных плоскостях, обрабатываемые трубы получаются равностенными. Предмет изобретения Способ обточки труб по авт. св. № 149288, отличающийся тем, что, с целью повышения точности вывода оси отверстия в зоне резания на ось резцовой головки, отклонение оси отверстия определяют по отклонению оси вставки из поглотителя лучей (свинца, твердого сплава, платины или других материалов), устанавливаемой на раздвижной самоцентрирующейся оправке.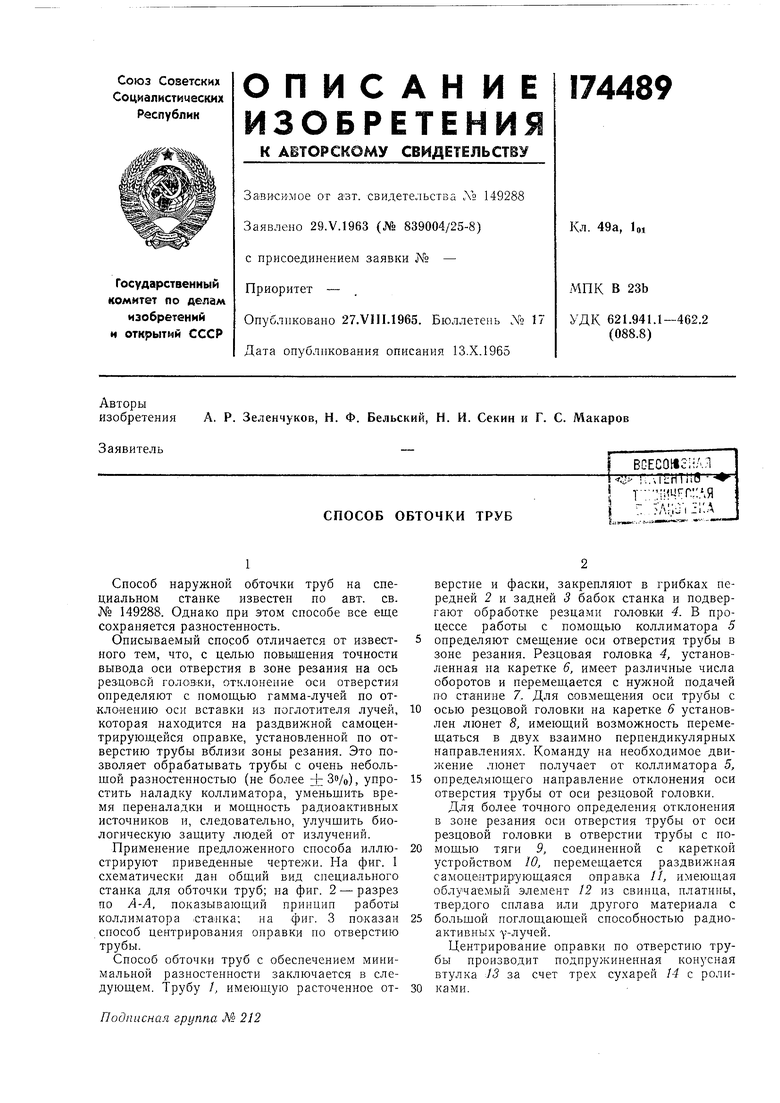
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБТОЧКИ ТРУБ | 1967 |
|
SU194513A1 |
| Способ обточки труб | 1961 |
|
SU149288A1 |
| СЛЕДЯЩАЯ СИСТЕМА ДЛЯ ОБТОЧКИ ТРУБ ВРАЩАЮЩЕЙСЯ РЕЗЦОВОЙ ГОЛОВКОЙ | 1968 |
|
SU207636A1 |
| Следящая система для обточки труб | 1972 |
|
SU469955A2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ | 1968 |
|
SU212707A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Резцовая головка | 1936 |
|
SU51302A1 |
| Следящая система для обточки труб вращающейся резцовой головкой | 1972 |
|
SU446394A2 |
| ВСЕСОЮЗНАЯ 'мшт^пшч1-пшБИ6 | 1972 |
|
SU359096A1 |