Предлагаемая резцовая головка предна;л ачена для работы на бесцентровом токарном металлообрабатывающем станке (панрнмер, фирмы «Калов), в котором обработка нроизводптся движением резца вокруг обрабатываемого изделия, нолучаюншго прямолинейное движение вдоль оси станка. В качестве режущего пнструиснта в этом станке служат две ре.зцор.ых головки и два поддерживающих люнета.
Среди резцовых ГОЛОВОЕ известны такие, в которых применяются опорные ролики или скребки для очистки обрабатываемой поверхности от стружки. Согласно изобретению в , подобного рода резцовой головке онорные ролики расположены по окружности с шагом, измепяю1ЦИМСЯ по геометрической прогрессии и нынолиены коническими с целью закатывания (сглаживания) следов резца на поверхности обрабатываемого изделия.
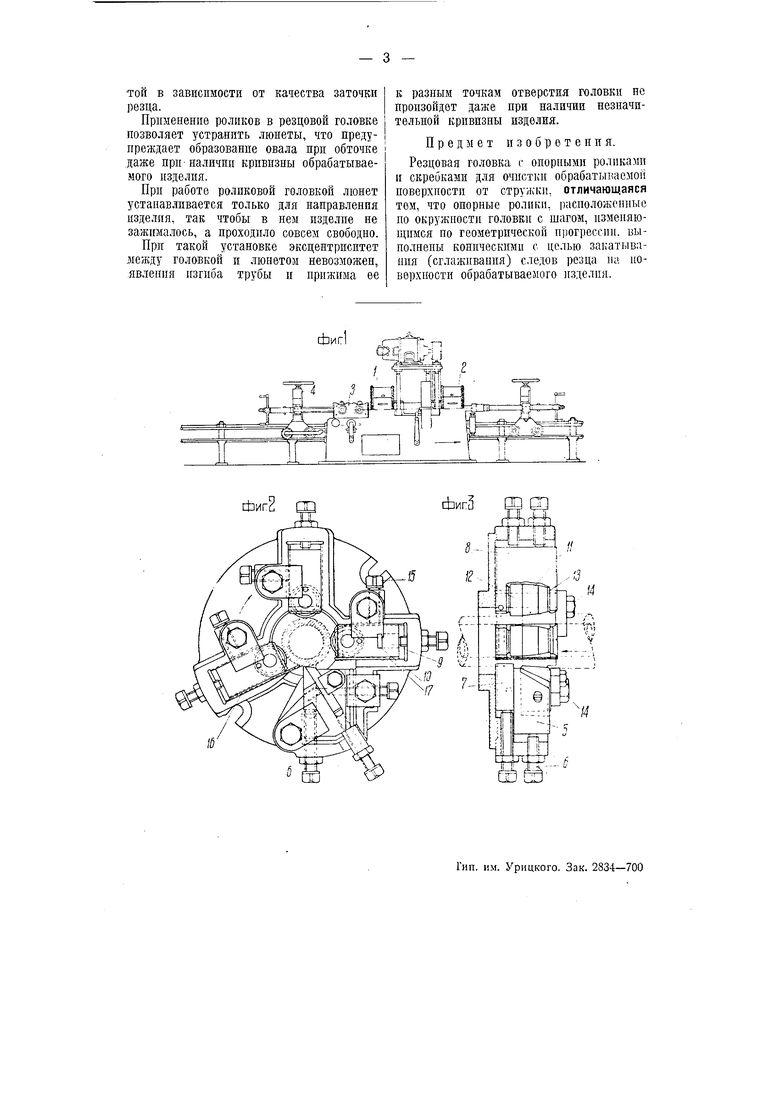
На чертеже фиг. 1 изображает общий вид токарного бесцентрового станка; на фиг. 2 и 3 - вид спереди и разрез предлагаемой резцовой головки.
В бесцентровом токарном станке (фиг. 1) полый шпиндель песет на обоих концах двойные планшайбы 1 и 2.
Впереди шпинделя, на станине, находится роликовая коробка иодач 3, несущая в соответствующих ползунах четыре ролика, служащие для прямолинейной подачи изделий вдоль оси станка во время работы. Для иредупреждения скольжения роликов ио обрабатываемому изделию их поверхности спабжеиы насечкой.
По обоим концам станины имеются иаправляющие, несущие каретк1г 4 с насеченными плашками, служащими для удержания и.зделия от вращения в процессе резания и сохранения его горизонтального положения.
К планшайбе 1 прпкрепляется передняя резцовая головка н передний люнет, к планшайбе 2 - задний люнет и задняя резцовая головка.
Резцовая головка (фиг. 2 и 3) состоит из корпуса, прикрепляемого к планшайбе шпинделя станка и несущего расположепную радиально державку 5 для резца, переставляемую болтом 6.
В передней головке станка применяется резец обдирочный с уклоном режущей кромки 4, а в задней головке - чистовой с уклоном в 1° 30.
Под державкой 5 для резца в корпусе помещен кулачок 7, служащий в качестве упора для изделия со стороны резца. При наличии роликов в головке кулачок участвует в работе лишь в случаях кривизны изделия или эксцентриситета головки, с люпетом.
Кроле державки 5 с резцом и кулачка 7 в корпусе установлеиы три дерзгавки 8 с опориыми роликамц., Верхияя..державка п державка, противоноложпа-я: резцу, бдииаковы {пшняя же со стороны болтов 6 имеет два цилиндрических углубления с нрорезами у дна. В каждом из, этих цилиндрических углублеиий номещено ио одному цилиндрику 9 и иод ними, т. е. иа дне углублений иомещеиы свинцовые нластинки 10. Унорные болты 6 для устаиовки роликов в рабочее положение в этой державке унираются не неносредствеино в державки, а через цилиндрики 9 н свинцовые нластинки 10, осуществляя этим эластичный упор.
В случае увеличения давлеиия свыше допустимого свинцовые иластпики сжимаются, и свинец, выжимаемый паружу. отведет таким образом коиический ролик 11.
Каждый конический ролик 11 вращается на оси 12, леншщей в ушках державки 8. Для уменьшення трения торца ролика и предохранения от стирания ушков роликовой держлвки служат шай(5ы 13.
Державки В зажимаются в соответствующих гнездах корнуса головки нрп помощи болта 14 и прижимаются к стеико гпозда,другим болтом 15, служащим одновременно для укреиления скребка 16, 17 (в верхней и нижней державках), нредназиаченного для удаления стружки от места резания.
Скребок 17 нижнего опорного 1№лика состоит из двух частей: илоской железной пластники и виаяипой сверху в нее тонкой стальной и очень унругой нлоской иружииы. Прулсииа находится ностоянно ирижатой к обрабатываемому изделию и служит для удаления мельчайших частиц стружки, нонавших на поверхность обрабатываемого изделия с охла:Ждающей водой.
Ролики и их державки расположены в резцовой головке в плоскостп чертежа пе перпендикулярно, т. е. не параллельно оси вращения изделия, а иод углом подъема виитовой линии подачи станка. Кроме того ролики раснолоукены по окружности головки с шагом, изменяющимся по геометрической нрогрессии. Такое расположение роликов, в сравнении с прямым расиоложением, улучшает работу механизма подачи станка, способствует иолучению более равномерной нодачи изделия на резец и уиичтожает проскальзывание изделия в роликах нодачи. ,Для цредуп|.)еждения..,иреждевреме,иного
истирания. роликов к . НИ5Г ИОДВОДИТСЯ
мыльиая вода с маслом.
При налнчии .конических роликов в резцовой головке ие Происходит увеличения следов резца иа поверхности обработки треннем и цараианием твердыми выступающими частицами кулачков обычиой резцовой головки. Треинем качеиия конических роликов об обтачиваемую иоверхпость происходит закатываиие, сглаживание и уничтожение остающихся следов резца. Получается как бы двойная обработка- обточка и иолировка, в результате чего иоверхиость получается более нравильная, полированная и без следов резца.
Регулнроваиие стеиенн закатывания достигается изменением усилия нажима роликов на об1)абатываемое изделие, размером их диаметра, шнрнной цнлн црической части 1г ноложеииом нервого конуса ролика отиосительно резца. Чем больше диаметр ролика и чем шире цилиндрическая его ча.сть, тем правильнее, лучите и чище нолучается новерхность,обработки.
Конус ролика влияет на величину его смещения вперед относительно резца, т. е. внраво от линии границы его с цилиндрической частью, совиадающей с последией точкой режущей грани резца. Перемеш,ение его иазад ио отношению к резцу бесиолезно, так как это вызывает ири вводе изделия в головку на конце изделия заточку в виде коиуса иезиачителыюй длииы с увеличенным размером по диаметру но сравнению с дальнейшей обработкой.
В этом случае конус ролика, имеющий уклон, равный уклону режущей кромкп резца, ири перемещеиин иостеиенно заходит на конус заточки изделий и иаконец воснрииимает на себя всю работу но удержанию обрабатываемого изделия и, таким образом, выключает работу цилиадрической части.
Тогда иакатываиие получается но коиусу, которьй тут же снимается резцом, цилиндрическая часть ролика не работает, и шве1)хность обработки получается Матовая, без-полнровки и наката и чистотой в зависимости от качества заточки резца.
Применение роликов в резцовой го.10вке позволяет устранить люнеты, что преду- I цреждает образование овала нри обточке даже приНаличии кривизны обрабатываемого изделия.
При работе роликовой головкой люнет устанавливается только для наиравления изделия, так чтобы в нем изделие не зажималось, а проходило совсем свободно.
При такой установке эксцентриситет 31ежду головкой и люнетом невозможен, явления изгиба трубы и ирижима ее
к разным точкам отверстия головки не произойдет даже нри наличии незиачительной кривизны изделия.
Предмет изобретеиия.
Резцовая головка с опорными роликами и скребками для очистки обрабатынаемой иоверхпости от стружки, отличающаяся тем, что онорные ролики, расположенные но окружности головки с шагом, изменяющимся по геометрической нгюгрессни. выиолпеиы коническими с целью закатывания (сглаживания) следов резца на поверхности обрабатываемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Режущая головка | 1991 |
|
SU1796341A1 |
| Способ обточки длинномерных заго-TOBOK HA CTAHKAX бЕСцЕНТРОВОгО TO-чЕНия | 1978 |
|
SU812427A1 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
| Резцовая головка | 1990 |
|
SU1804948A1 |
| Плавающая резцовая головка | 1986 |
|
SU1349886A1 |
| Резцовая головка | 1934 |
|
SU49718A1 |
| Устройство для комбинированной обработки цилиндрических поверхностей | 1989 |
|
SU1639940A1 |
| Борштанга для расточки глубоких отверстий | 1982 |
|
SU1174167A1 |
сЬиг
сЬигЗ QQ ОП
М±
