Фиг
Q
Изобретение относится к машиностроению, ЕГ частности к станкостроению и может быть использовано в станках для обработки глубоких отверстий.
Известен горизонтально-расточной станок для обработки глубоких отверстий, содержащий две каретки, опору для борш- танги и съемный привод для нее, закрепленный на одной из кареток, Опора вместе с приводом могут проворачиваться на карет- ках на 180°. Заготовка и борштанга вращаются в одном или в противоположных направлениях. Такая конструкция не позволяет расширить технологические возможности и увеличить производительность станка в связи с отсутствием возможности смещения борштанги с оси станка,
Известен станок для расточки глубоких сквозных отверстий, содержащий станину, стеблевую бабку с борштангой и расточной головкой, опору для поддержания заготовки, причем расточная головка выполнена с направляющими шпонками. Станок снабжен дополнительной опорой с глухой втулкой и втулкой для центрирования с направляющими шпонками расточной головки, причем дополнительная опора расположена на станине со стороны, противоположной торцу заготовки, обращенному к стеблевой бабке. Недостатком данной конструкции является недостаточное количество обработки деталей, низкие технологические возможности.
Известен станок для обработки глубоких отверстий, содержащий установленные на станине стеблевую бабку и направляющую стойку с механизмами зажима для невращающейся борштанги, привод подачи борштанги выполнен раздельно соответственно для направляющей стойки и стебле- вой бабки, Недостатком данного станка является отсутствие возможности смещения борштанги с оси станка.
Целью изобретения является расширение технологических возможностей станка. Возможность сдвига смещения расточной головки и стебля с оси станка при помощи салазкового устройства, обеспечение следящей системы расточки позволяет значительно повысить производительность и расширить технологические возможности станка.
Указанная цель достигается тем, что в расточном станке на станине размещены стеблевая бабка, несущая стебель с расточ- ной головкой, и роликовый люнет для стебля, для обеспечения обработки отверстий большого диаметра, стебель выполнен из двух частей, одна из которых жестко связаны с бабкой, при этом станок снабжен салазками и размещенной на них шарнирной крестовой муфтой, соединяющей обе части стебля, салазки установлены с возможностью поворота вокруг оси стебля и перемещения перпендикулярно ей, а люнет установлен с возможностью перемещения в вертикальном и горизонтальном направлениях.
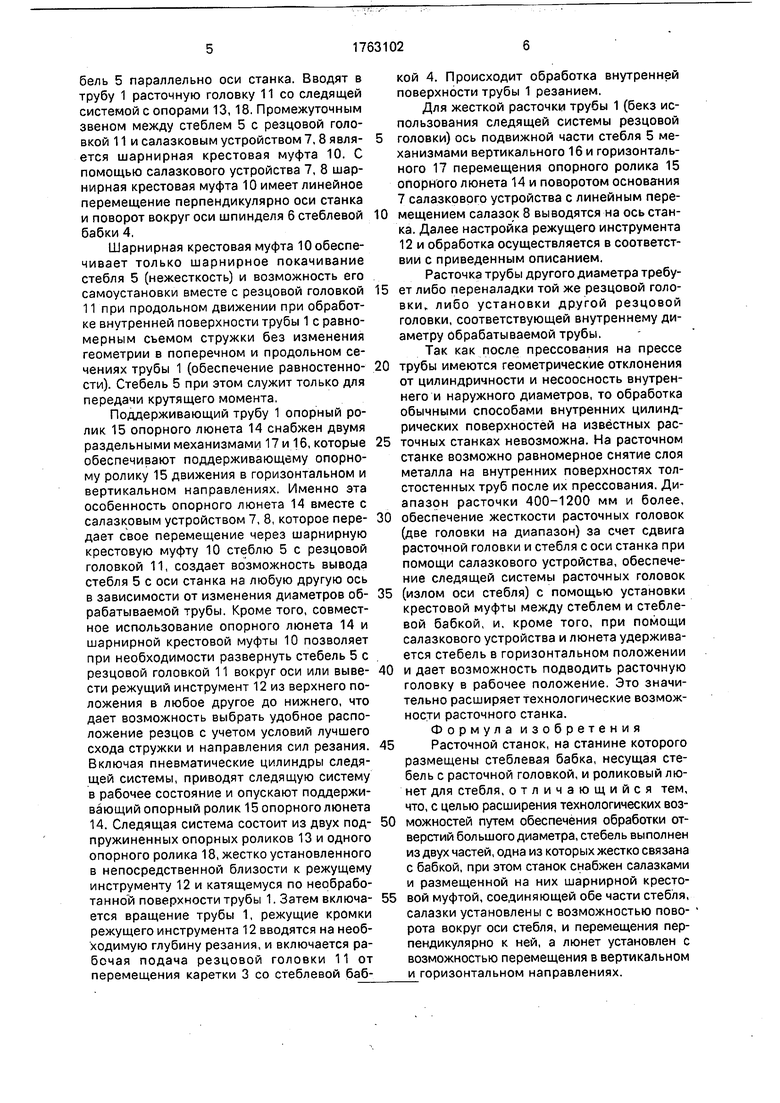
На фиг. 1 показан общий вид стеблевой бабки со стеблем и опорным люнетом; на фиг. 2 - вид по А-А, где тонкими линиями показано смещение оси стебля с оси станка, проходящей через шпиндель стеблевой бабки, при переналадке стебля на обработку трубы больше диаметра.
Расточной станок для расточки толстостенных труб 1 большого диаметра содержит станину 2, на направляющих которой размещена каретка 3 с установленной на ней стеблевой бабкой 4, стеблем 5 и шпинделем 6. К фланцу шпинделя 6, стеблевой бабки 4 монтируется с возможностью поворота вокруг оси шпинделя 6 стеблевой бабки 4 основание 7 салазкового устройства, на котором смонтированы с возможностью линейного перемещения перпендикулярно оси станка салазки 8. Салазковое устройство состоит из основания 7, которое имеет круговой Т-образный паз и крепится винтами с головкой для Т-образного паза с гайками к фланцу шпинделя стеблевой бабки 4. Перемещение салазок 8 производится винтовым механизмом. На салазках 8 салазко- зого устройства жестко закреплен корпус 9 шарнирной крестовой муфты 10, на которой смонтирован стебель 5, оснащенный сменной резцовой головкой 11 с режущим инструментом 12 и следящей системой с подпружиненными опорами 13. На станине 2 установлен опорный люнет 14, опорный ролик 15 которого предназначен для поддержки стебля 5 и снабжен механизмами вертикального 16 и горизонтального 17 перемещения для установки стебля 5 в заданном положении относительно оси станка На сменной резцовой головке 11 рядом с режущим инструментом 12 жестко установлен опорный ролик 18. .
Станок работает следующим образом.
Для следящей расточки внутренней поверхности трубы 1 необходимо движением каретки 3 со стеблевой бабкой 4 по станине 2 подвести стебель 5 с резцовой головкой 11 к торцу трубы 1. При помощи механизмов вертикального 16 и горизонтального 17 перемещения опорного ролика 15 совмещают режущие кромки инструмента 12 с обрабатываемой поверхностью трубы 1 Затем при помощи салазкового устройства 7, 8, шарнирной крестовой муфты 10 выставляют стебель 5 параллельно оси станка. Вводят в трубу 1 расточную головку 11 со следящей системой с опорами 13,18. Промежуточным звеном между стеблем 5 с резцовой головкой 11 и салазковым устройством 7, 8 является шарнирная крестовая муфта 10. С помощью салазкового устройства 7, 8 шарнирная крестовая муфта 10 имеет линейное перемещение перпендикулярно оси станка и поворот вокруг оси шпинделя 6 стеблевой бабки 4.
Шарнирная крестовая муфта 10 обеспечивает только шарнирное покачивание стебля 5 (нежесткость) и возможность его самоустановки вместе с резцовой головкой 11 при продольном движении при обработке внутренней поверхности трубы 1 с равномерным съемом стружки без изменения геометрии в поперечном и продольном сечениях трубы 1 (обеспечение равностенно- сти). Стебель 5 при этом служит только для передачи крутящего момента,
Поддерживающий трубу 1 опорный ролик 15 опорного люнета 14 снабжен двумя раздельными механизмами 17 и 16, которые обеспечивают поддерживающему опорному ролику 15 движения в горизонтальном и вертикальном направлениях. Именно эта особенность опорного люнета 14 вместе с салазковым устройством 7, 8, которое передает свое перемещение через шарнирную крестовую муфту 10 стеблю 5 с резцовой головкой 11, создает возможность вывода стебля 5 с оси станка на любую другую ось в зависимости от изменения диаметров обрабатываемой трубы. Кроме того, совместное использование опорного люнета 14 и шарнирной крестовой муфты 10 позволяет при необходимости развернуть стебель 5 с резцовой головкой 11 вокруг оси или вывести режущий инструмент 12 из верхнего положения в любое другое до нижнего, что дает возможность выбрать удобное расположение резцов с учетом условий лучшего схода стружки и направления сил резания. Включая пневматические цилиндры следящей системы, приводят следящую систему в рабочее состояние и опускают поддерживающий опорный ролик 15 опорного люнета 14. Следящая система состоит из двух подпружиненных опорных роликов 13 и одного опорного ролика 18, жестко установленного в непосредственной близости к режущему инструменту 12 и катящемуся по необработанной поверхности трубы 1. Затем включается вращение трубы 1, режущие кромки режущего инструмента 12 вводятся на необходимую глубину резания, и включается рабочая подача резцовой головки 11 от перемещения каретки 3 со стеблевой бабкой 4. Происходит обработка внутренней поверхности трубы 1 резанием.
Для жесткой расточки трубы 1 (бекз использования следящей системы резцовой
головки) ось подвижной части стебля 5 механизмами вертикального 16 и горизонтального 17 перемещения опорного ролика 15 опорного люнета 14 и поворотом основания 7 салазкового устройства с линейным пере0 мещением салазок 8 выводятся на ось станка. Далее настройка режущего инструмента 12 и обработка осуществляется в соответствии с приведенным описанием.
Расточка трубы другого диаметра требу5 ет либо переналадки той же резцовой головки, либо установки другой резцовой головки, соответствующей внутреннему диаметру обрабатываемой трубы.
Так как после прессования на прессе
0 трубы имеются геометрические отклонения от цилиндричности и несоосность внутреннего и наружного диаметров, то обработка обычными способами внутренних цилиндрических поверхностей на известных рас5 точных станках невозможна. На расточном станке возможно равномерное снятие слоя металла на внутренних поверхностях толстостенных труб после их прессования. Диапазон расточки 400-1200 мм и более,
0 обеспечение жесткости расточных головок (две головки на диапазон) за счет сдвига расточной головки и стебля с оси станка при помощи салазкового устройства, обеспечение следящей системы расточных головок
5 (излом оси стебля) с помощью установки крестовой муфты между стеблем и стеблевой бабкой, и, кроме того, при помощи салазкового устройства и люнета удерживается стебель в горизонтальном положении
0 и дает возможность подводить расточную головку в рабочее положение. Это значительно расширяет технологические возможности расточного станка.
Формула изобретения
5 Расточной станок, на станине которого размещены стеблевая бабка, несущая стебель с расточной головкой, и роликовый люнет для стебля, отличающийся тем, что, с целью расширения технологических воз0 можностей путем обеспечения обработки отверстий большого диаметра, стебель выполнен из двух частей, одна из которых жестко связана с бабкой, при этом станок снабжен салазками и размещенной на них шарнирной кресто5 вой муфтой, соединяющей обе части стебля, салазки установлены с возможностью поворота вокруг оси стебля, и перемещения перпендикулярно к ней, а люнет установлен с возможностью перемещения в вертикальном и горизонтальном направлениях.
18
П
11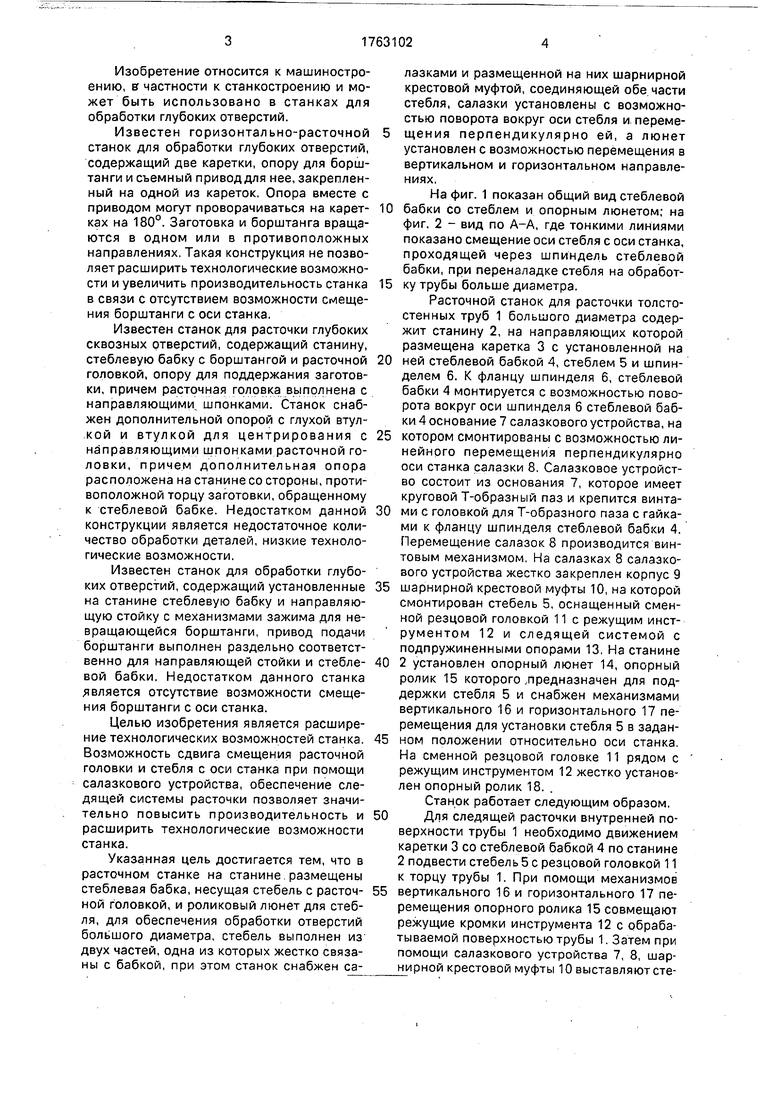
| название | год | авторы | номер документа |
|---|---|---|---|
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК | 1967 |
|
SU205505A1 |
| РАСТОЧНОЙ СТАНОК | 2001 |
|
RU2189295C1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Глубокорасточной станок | 1976 |
|
SU582918A1 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК|?СЕСОЮЗ[-!АЯТЕЙ1Н1-;Л:гПГ^-:;? | 1972 |
|
SU350596A1 |
| СТАНОК ДЛЯ РАСТАЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2397048C2 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
Использование: станкостроение, в частности станки для обработки глубоких отверстий. Сущность изобретения: на станине 2 станка установлены стеблевая бабка 4 и роликовый люнет 14. Перед обработкой стеблевая бабка 4 подводит состоящий из двух частей стебель 5 с резцовой головкой 11 к торцу обрабатываемой трубы 1, после чего перемещением ролика 15 люнета 14 в двух направлениях совмещают режущие кромки 12 головки 11с обрабатываемой поверхностью. Затем при помощи салазок 8 и шарнирной крестовой муфты 10, соединяющей обе части стебля, выставляют стебель 5 параллельно оси станка, и расточная головка 11 вводится в обрабатываемое отверстие. 2 ил
Фиг. 2
| Станок для обработки глубоких отверстий | 1976 |
|
SU657925A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
