Изобретение относится к источникам инфракрасного излучения (ИК-излучения), а именно к устройствам, обеспечивающим нагревание локальных мест путем лучистого теплообмена, и может быть использовано в качестве паяльника при сборке печатного узла (ПУ) с помощью припоев.
Пайка плотно расположенных относительно друг друга токопроводящих выводов и дорожек печатных плат (ПП), соединяемых низкотемпературными припоями или при- пойными пастами с выводами изделий электронной техники (ИЭТ), т.е. при монтаже печатных узлов (ПУ) высокой плотности, при котором необходимо исключить слияние капель припоя и возникновения при этом короткого замыкания (КЗ) при пропускании электрического тока по цепи ПУ, воз- можна при условии импульсного ИК-излучения с помощью насыщенного многоточечного источника, образованного в виде поля стержней-излучателей, каждый из которых находится в синхронном режиме нагрева, обеспечивая локализацию мест пайки.
Известна установка 4384-24 фирмы Research, состоящая из блока флюсования, зо ны предварительного нагрева длиной 1000 мм, зоны оплавления ИК-излучением длиной 100 мм, системы вытяжки паров флюса, система охлаждения, конвейера и зоны выгрузки, Предусмотрено точное регулирование скорости конвейера и напряжения питания кварцевых ламп независимо верхних и нижних нагревательных панелях.
Недостатком этой установки является невозможность использования ее зоны оплавления при монтаже ПУ высокой плотности, так как необходима такая дискретная скорость перемещения источника относительно локальных мест пайки на ПУ, которая обеспечивала бы поочередное последовательное облучение каждого из конкретных мест соединения с задержкой на период фазового перехода припоя из твердого или пастообразного агрегатного состояния в жидкое, Однако рассеянное ИК-излучение на установке 4384-24 фирмы Research действует на весь ПУ одинаково, осуществляя лучистое тепловое воздействие как на припои, так и на ИЭТ, т.е. в зоне с плотностью энергии в 20 Вт/см2 с целью поддержания температуры плавления припоя равной 523 К (250°С) невозможен монтаж многих ИЭТ, состоящих из полупроводниковых электронных чувствительных элементов и т.п. преобразователей из-за перегрева и порчи вследствие этого.
Известно устройство-приспособление для пайки, где с целью фиксации и поджима
скрепляемых деталей, оно имеет два боковых кронштейна, на концах которых закреплены паяльники в виде ИК-излучателей с экранами. Предусмотрена система охлаж- 5 дения сопутствующих деталей, что приводит к предотвращению деформаций соединяемых и корпусных деталей.
Недостатком этого приспособления-паяльника является невозможность его при0 менения для монтажа ПУ высокой плотности, так как источники ИК-излучения облучают большую площадь по закону интегрального потока высокой плотности, осуществляя рассеянное с высокой плотностью
5 энергии тепловое воздействие как на припои, так и нв ИЭТ, что приведет или к короткому замыканию между токопроводящими дорожками ПУ, или к потере надежности и безотказности чувствительных элементов и
0 соединений конструкции некоторых ИЭТ, а именно интегральных микросхем резонаторов и т.п.
Цель изобретения - обеспечение надежности и повышение качества пайки при
С сборке печатных узлов высокой плотности монтажа ИЭТ на ПП с помощью легкоплавких припоев.
Поставленная цель достигается тем, что источник инфракрасного излучения выпол0 нен в виде электрически последовательно соединенных стержней из окалиностойкого материала с высоким омическим сопротивлением, при этом рабочий торец каждого стержня выполнен с фокусирующей сфери5 ческой лункой.
На фиг. 1-3 показана схема паяльника для сборки печатного узла.
Паяльник 1 (фиг. 1) имеет единую цепь последовательно соединенных электриче0 ски протяженных с малым омическим сопротивлением проводников 2 и коротких, выполненных из окалиностойкого материала с высоким омическим сопротивлением, с фокусирующей сферической лункой 3 в ра5 бочем торце стержней 4. Во избежание замыкания участки 5 единой цепи армированы термостойкими электроизоляционными ко- аксиально расположенными капиллярами 6 и 7. Капилляр 6 по наружной поверхности на
0 необходимом участке длины имеет микронаросты 8. Сформированные топологическим принципом относительного расположения паяльников 1 по точкам пайки участки 5 в кварцевых капиллярах б и 7
5 образуют монолитное формирование в виде единого блока 9 с помощью твердеющего полимера или цемента 10. Блок 9 имеет два токоввода 11.
Паяльник работает следующим образом.
К двум токовводам 11 подключается регулируемый источник электрического питания (не показано). Образуемый определенный электрический ток в цепи протекает по проводникам 2, их участкам 5 и стержням 4 и из-за высокого омического сопротивления стержней 4 преобразуется в тепло, распространяемое частично в виде инфракрасного излучения. При этом тепловой удар инфракрасного излучения, создаваемый с помощью стержней А, фокусируется с поверхности каждой сферической лунки 3 на рабочем торце каждого стержня 4 и расходуется только на расплавление припоя (фиг. 3), расположенного в точках плотного монтажа выводов и ножек ИЭТ, сопряженных предварительно с электропроводящими дорожками ПП. Образованный таким путем печатный узел (ПУ), характеризуемый высокой плотностью монтажа малогабаритных, величиной до 1 мм3 по объему, изделий электронной техники, обеспечивает перспективу создания в системе автоматизированных и высокопроизводительныхробототехническихкомплексов предлагаемых паяльников для сборки.
Для лучшего понимания процесса происходящего в данном изобретении приводится конкретный пример расчета рабочей температуры стержня 4, изготовленного из термо- и окалиностойкого материала. Локализованная областью нагрева, например в 1 мм2, плотность лучистой энергии равна q 20 Вт/см2 и необходима для создания теплового удара, равного температуре плавления припоя Т 523 К (250°С).
Задавая условия однозначности и, принимая для анализа граничные условия первого рода, решают стационарную задачу, т.е. dT/d т 0. где площадь торца цилиндрического стержня 4 равна 0,01 см2,
Преобразуя уравнение полного результирующего потока при лучистом теплообмене, находят истинную температуру Ti стержня 4:
TI ю2 + - моо
ю
.-пр
2 10°
+ 5,23
5,67
q 20 Вт/см2 05Вт/м2
1273 К 1000°С , (1)
- плотность лучистой энергии, т.е. результирующий тепловой поток лучистой энергии, необходимый для расплавления припоя;
Спр 5,67 Вт/м2.К4 - коэффициент излу чения абсолютного черного тела, при условии, что 5коэффициент
излучения нагреваемого припоя С2 С0; Та 523 К 250°С - температура плав0ления некоторых
легкоплавких припоев.
Учитывая, что перенос тепла в процессе теплопроводности и конвекции пропорцио5 нален разности первых степеней температур, а лучистый перенос тепла - разности четвертых степеней температур, следует считать, что этим обстоятельством объясняется более значительное влияние лучистого
0 переноса тепла при высоких температурах. В нашем случае, если на долю лучистого теплового потока придется половина температуры TI, т.е. 500°С(1), то для зазора в 1...2 мм между рабочим торцом стержня 4 и по5 верхностью припоя, т,е. на длине фокусного расстояния, необходимо снизить температуру TI, что осуществляется регулируемым источником электрического питания, или увеличением зазора до 3. .4 мм
5В качестве базового объекта приняты
источники ПК-излучения, входящие в установку ПР-3796, Установка имеет зону загрузки, оплавления, охлаждения плат и включает следующие узлы1 тумбу, транспор0 тер, нижний и верхний блоки нагревателей, пульт управления и питания, вентиляционную систему 6. В качестве источника ИК-из- лучения применены кварцевые лампы типа КГ-220-2000-4, установленные перпендику5 лярно движению транспортера, две сверху и две снизу. Лампы охватывают эллиптические отражатели с отношением фокусных расстояний Fi/F2 1,5...1,75, которые фокусируют излучение на плоскость транспорте0 ра, образуя две зоны нагрева шириной 6...8 мм. Расстояние между центрами зон составляет 150 мм. Нагрев получается довольно равномерным. Потребление электроэнергии снижено до 8 кВт против 40 кВт при
5 рассеянном нагреве. Однако в случае плотного монтажа печатных узлов, указанные источники ИК-излучения обладают недостатками известных устройств, т.е. не исключена возможность порчи не термостойких ИЭТ.
5 Использование предлагаемого паяльника выгодно отличает его от существующих источников ИК-излучения, так как он повышает надежность и качество печатных узлов высокой плотности монтажа вследствие локализации тепловых ударов, а также реализуется с его помощью простейшая форма автоматизированной технологии, что позволяет увеличить производительность труда и снижение себестоимости монтажа в 50...100 раз по сравнению с ручным трудом. Кроме того, операция пайки экологически чистая.
Формула изобретения Паяльник для сборки печатного узла, содержащий соединенный с источником элек0
трического регулируемого питания источник инфракрасного излучения.о тличающийся тем, что ,с целью повышения надежности и качества пайки за счет локализации места нагрева .источник инфракрасного излучения выполнен в виде электрически последо- вательно соединенных стержней из окалиностойкого материала с высоким омическим сопротивлением, при этом рабочий торец каждого стержня выполнен с фокусирующей сферической лункой.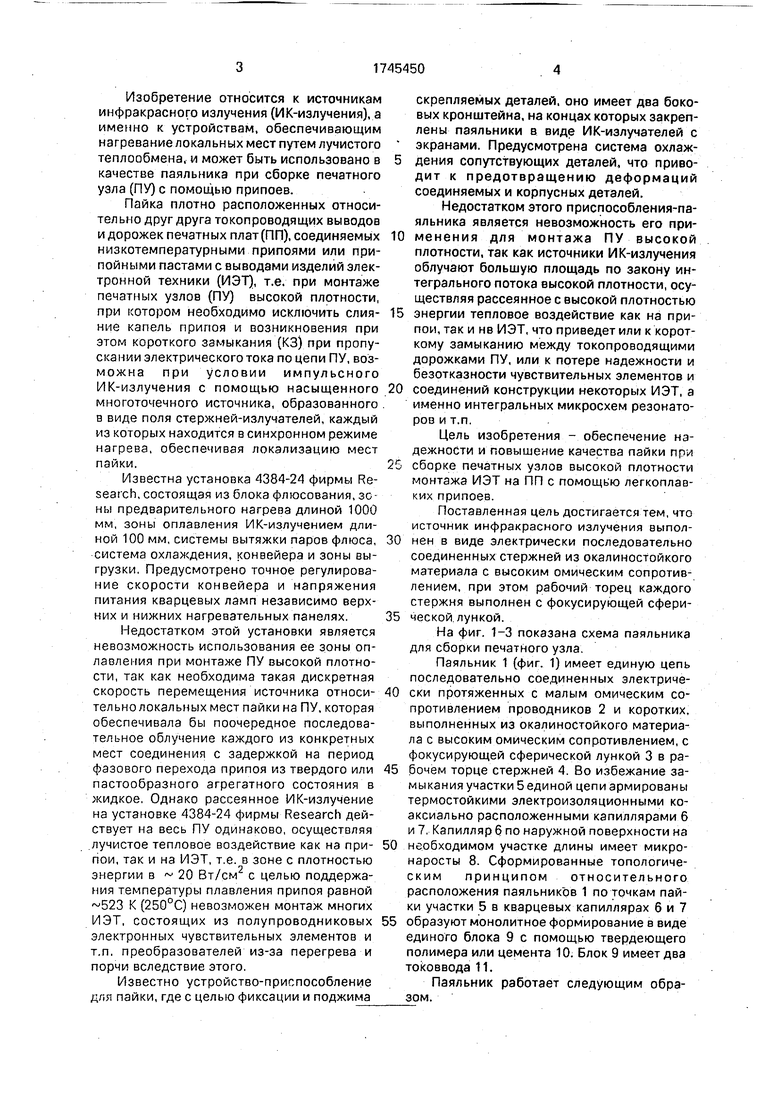


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО МОНТАЖА ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ НА ПЕЧАТНОЙ ПЛАТЕ | 1995 |
|
RU2108213C1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| Способ пайки световым лучом радиоэлементов на печатные платы с контролем температуры пайки | 1991 |
|
SU1816583A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИНТЕГРАЛЬНОЙ ИЗЛУЧАТЕЛЬНОЙ СПОСОБНОСТИ ДИСПЕРСНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2009 |
|
RU2409298C1 |
| Электрический паяльник | 1985 |
|
SU1539006A1 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ КОНВЕКЦИОННОЙ ПАЙКИ КОМПОНЕНТОВ ПОВЕРХНОСТНОГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2389163C1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| Способ контактной пайки изделий | 1977 |
|
SU727350A1 |
Использование: сборка печатных узлов с обеспечением локального нагрева места пайки. Сущность изобретения: паяльник содержит источник инфракрасного излучения, выполненный в виде последовательно соединенных электрических стержней 4 из ока- линостойкого материала с высоким омическим сопротивлением, при этом рабочий торец каждого стержня выполнен с фокусирующей сферической лункой 3. Сформированная в цепь единого блока с помощью полимера или цемента группа стержней по принципу соответствия местам пайки образует систему-паяльник для одновременного многоточечного плотного монтажа. 3 ил.
Фиг
Фиг. 2
| Егунов А.В | |||
| и др | |||
| Автоматизация и механизация сборки и монтажа узлов на печатных платах | |||
| - М: | |||
| Радио и связь, 1988, рис | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
