Изобретение может быть использовано для проведения локальных монтажных и демонтажных работ с компонентами поверхностного монтажа в современных корпусах широкой номенклатуры на односторонние, двусторонние, однослойные и многослойные печатные платы радиоэлектронных модулей посредством конвекционного нагрева. Способ пайки конвекционным нагревом компонентов поверхностного монтажа основан на воздействии воздушного потока на выводы компонента при следующих режимах пайки - нагреве, температурном насыщении, оплавлении и охлаждении, имеющих различную температуру воздуха и длительность его воздействия, причем режим оплавления реализован посредством сокращения и фиксации расстояния между компонентом поверхностного монтажа и паяльником горячим воздухом с помощью рычага с пружиной, а необходимое расстояние устанавливается с помощью ограничителя с фиксирующим винтом, винта точной настройки хода рычага кронштейна и измерительной шкалы. При этом температура и скорость подаваемого воздуха не требует автоматизированного изменения. Способ и устройство позволяют упростить технологический процесс пайки конвекционным нагревом при выполнении локальных монтажно-демонтажных работ, а также позволяет снизить производственные затраты на осуществление указанных выше операций.
Изобретение относится к области технологического оборудования и может быть использовано для проведения локальных монтажных и демонтажных работ с компонентами поверхностного монтажа.
Из известных наиболее близким по сущности является способ пайки конвекционным нагревом, когда монтаж и демонтаж компонента выполняются путем оплавления припоя потоком нагретого воздуха, подаваемого из термофена, где поддержание температуры воздуха и длительности каждого из режимов пайки осуществляется замкнутой системой регулирования, а режим оплавления реализован автоматизированным увеличением температуры и скорости подаваемого воздуха [1].
Недостатком этого способа является сложность выполнения технологического процесса указанных монтажно-демонтажных работ с компонентами поверхностного монтажа, что приводит к повышению трудозатрат, а следовательно, к повышению себестоимости изделия.
Известно устройство [2], с помощью которого выполнена пайка конвекционным нагревом компонентов поверхностного монтажа. Данная конвекционная система представляет собой технический комплекс, построенный на базе паяльной станции пайки горячим воздухом, а также содержащая стойку, включающую основание, на котором крепится колонна, на которой установлен держатель печатных плат, под которым установлен нижний подогреватель с регулируемым конвекционным нагревом, на колонну крепится кронштейн с фиксирующими винтами, в кронштейн устанавливается и фиксируется посредством фиксирующего винта паяльник горячим воздухом, входящий в состав паяльной станции для пайки горячим воздухом. Метод нагрева представляет собой активную конвекцию в замкнутом объеме, который образуется внутренней полостью сопла, находящегося во время пайки над компонентом. Управление процессом нагрева осуществляется по термопрофилю, который создается и записывается в память системы с помощью персонального компьютера.
Недостатками известного устройства являются сложность оборудования конвекционной системы, сложность ее эксплуатации, а также высокая стоимость системы.
Изобретение направлено на упрощение способа пайки конвекционным нагревом при выполнении локальных монтажно-демонтажных работ с компонентами поверхностного монтажа, упрощение данного технологического процесса пайки, снижение себестоимости оборудования, а также снижение затрат на выполнение указанных выше работ.
Это достигается за счет того, что на кронштейне установлен рычаг с пружиной, ограничитель с фиксирующим винтом, винт точной настройки хода рычага кронштейна и измерительная шкала, причем рычаг с пружиной и ограничитель с фиксирующим винтом соединены между собой, а винт точной настройки хода рычага установлен на кронштейне под ограничителем на одной оси, и измерительная шкала установлена на кронштейне параллельно осям винта точной настройки и ограничителя, при этом изменение длин ограничителя и винта точной настройки приводит к аналогичному изменению длины хода рычага кронштейна.
Сущность изобретения пояснена на чертеже, где схематически представлено устройство, реализующее предлагаемый способ пайки конвекционным нагревом компонентов поверхностного монтажа. Устройство содержит стойку, включающую основание 1, на котором установлена колонна 2, на которой крепится с помощью болта 4 держатель 3, по площади держателя прокладывается листовой асбест 6, на который устанавливается конфорка повышенной мощности 5, к последней монтируется кабель питания и крепится нагревательная паллета 7, на которую посредством теплопроводной пасты устанавливается нагревательная подставка 8, на штатив крепится кронштейн 16 с двумя фиксирующими винтами 17 и 18, рычагом с пружиной 19, ограничителем 20, винтом точной настройки хода рычага кронштейна 21 и шкалой 22, в кронштейн устанавливается и фиксируется посредством фиксирующего винта 18 паяльник горячим воздухом 9, входящий в состав паяльной станции 10 для пайки горячим воздухом с регулируемым нагревом и скоростью потока воздуха. Даная конструкция обеспечивает возможность воспроизведения стандартных режимов пайки конвекционным нагревом с высоким качеством получаемых результатов, без ввода в эксплуатацию сложного дорогостоящего оборудования.
Предлагаемый способ реализуется следующим образом. После корректировки длин ограничителя 20 и винта точной настройки хода рычага кронштейна 21 по измерительной шкале 22 устанавливаем необходимый режим мощности для конфорки повышенной мощности. Устройство подключается к розетке сети 220 В. Через 20 минут конфорка повышенной мощности достигает равновесного состояния нагрева, при этом температура на нагревательной паллете достигает порядка 280°С. Печатная плата 11 радиоэлектронного модуля на стойках нужной длины устанавливается на нагревательную паллету, таким образом, чтобы центры паяльника горячим воздухом, компонента поверхностного монтажа 12 и нагревательной подставки 8 находились на одной оси. Вблизи компонента поверхностного монтажа крепится термопара 13 для контроля температуры пайки. Данная термопара подключена к мультиметру или цифровому термометру 15. Количество подключаемых термопар не ограничено. Для изоляции паяемого компонента от уже установленных элементов на плате и создания необходимых тепловых потоков в области компонента поверхностного монтажа устанавливается жестяной конус 14. Конфорка повышенной мощности начинает равномерный предварительный разогрев печатной платы. Через 7-10 минут печатная плата модуля разогрета до равновесного состояния - порядка 125°С. Устанавливаем требуемые настройки на паяльной станции для пайки горячим воздухом. Включаем паяльную станцию. Спустя минуту температура в области компонента поверхностного монтажа составляет ~ 183°С, что является точкой эвтектики свинецсодержащих припоев. Далее плавно опускаем рычаг с пружиной 19 кронштейна 16, тем самым, уменьшая и фиксируя расстояние между компонентом поверхностного монтажа и паяльником горячим воздухом. Через 30-40 секунд температура в области компонента поверхностного монтажа составит ~ 225°С, что является температурой режима оплавления процесса пайки свинецсодержащих припоев. Далее необходимо поднять рычаг кронштейна и отключить систему от розетки сети 220 В. Охлаждение печатной платы до комнатной температуры произойдет через 10-15 минут. Вышеописанные режимы соответствуют режимам предварительного нагрева, температурного насыщения, оплавления и охлаждения стандартного термопрофиля пайки конвекционным нагревом. Этот факт обуславливает качественную пайку компонентов поверхностного монтажа, что также подтверждают данные проведенного эксперимента с компонентом с матрицей шариковых выводов в количестве 400 и результаты рентгенконтроля.
Нижепредставленные операции являются общими для известных конвекционных систем пайки аналогичного профиля. Подбор режима пайки (выбор скорости потока воздуха, нагрева и времени на каждом из этапов) осуществляется для каждого конкретного типа элемента и зависит от множества различных факторов (тип компонента поверхностного монтажа, плотность монтажа модуля, количество слоев печатной платы, состав паяльной пасты и др.). Запись и отработка термопрофилей может также производиться с помощью персонального компьютера, обеспечив его подключение к мультиметру или цифровому термометру, что, в свою очередь, повышает эффективность указанных выше работ.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Грачев А.А., Мельник А.А., Панов Л.И. Конструирование электронной аппаратуры на основе поверхностного монтажа компонентов. - М.: НТ Пресс, 2006. - 384 с.
2. Поверхностный монтаж: технологическое оборудование. - М.: ЗАО Предприятие «ОСТЕК», - 2007. - 162 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ПАЙКОЙ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ | 2013 |
|
RU2553146C2 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2331993C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПАЙКИ ОПЛАВЛЕННЫМ ПРИПОЕМ С ВОЗМОЖНОСТЬЮ УПРАВЛЕНИЯ ОБЪЕМНЫМ ПОТОКОМ | 2004 |
|
RU2329624C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ МИКРОСХЕМ | 1971 |
|
SU299317A1 |
| Электрический паяльник | 1975 |
|
SU554966A1 |
| СПОСОБ МОНТАЖА РАДИОЭЛЕМЕНТОВ НА ПЛАТЕ | 1992 |
|
RU2047286C1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
Изобретение относится к области технологического оборудования и может быть использовано для проведения локальных монтажных и демонтажных работ с компонентами поверхностного монтажа в современных корпусах широкой номенклатуры на односторонние, двусторонние, однослойные и многослойные печатные платы радиоэлектронных модулей посредством конвекционного нагрева. Технический результат - упрощение способа пайки конвекционным нагревом при выполнении локальных монтажно-демонтажных работ с компонентами поверхностного монтажа, упрощение данного технологического процесса пайки, снижение себестоимости оборудования, а также снижение затрат на выполнение указанных выше работ. Достигается тем, что способ пайки конвекционным нагревом компонентов поверхностного монтажа основан на воздействии воздушного потока на выводы компонента при следующих режимах пайки - нагреве, температурном насыщении, оплавлении и охлаждении, имеющих различную температуру воздуха и длительность его воздействия, причем режим оплавления реализован посредством сокращения и фиксации расстояния между компонентом поверхностного монтажа и паяльником горячим воздухом с помощью рычага с пружиной, а необходимое расстояние устанавливается с помощью ограничителя с фиксирующим винтом, винта точной настройки хода рычага кронштейна и измерительной шкалы. Способ и устройство позволяют упростить технологический процесс пайки конвекционным нагревом при выполнении локальных монтажно-демонтажных работ, а также снизить производственные затраты на выполнение указанных выше операций. 2 н.п. ф-лы, 1 ил.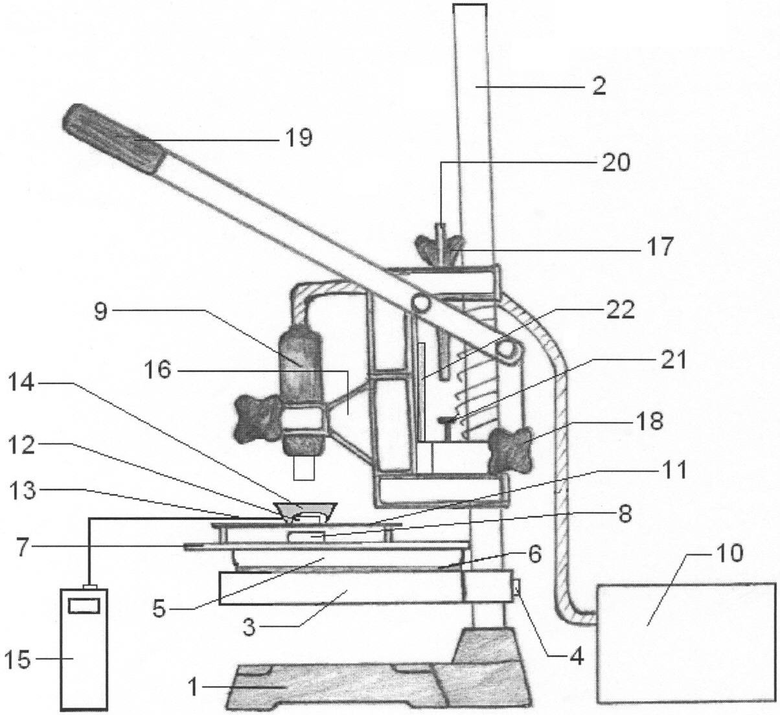
1. Способ пайки конвекционным нагревом компонентов поверхностного монтажа, включающий воздействие воздушного потока на выводы компонента при следующих режимах пайки: нагрев, температурное насыщение, оплавление и охлаждение, имеющих различные температуру воздуха и длительность его воздействия, отличающийся тем, что режим оплавления реализован посредством сокращения и фиксации расстояния между компонентом поверхностного монтажа и паяльником горячим воздухом с помощью рычага с пружиной, а необходимое расстояние устанавливается с помощью ограничителя с фиксирующим винтом, винта точной настройки хода рычага кронштейна и измерительной шкалы.
2. Устройство для пайки конвекционным нагревом компонентов поверхностного монтажа, содержащее стойку, включающую основание, на котором установлена колонна, на которую крепится держатель радиоэлектронных модулей, под которым установлен нижний подогреватель с регулируемым конвекционным нагревом, а к последнему монтируются кабель питания и нагревательная паллета с подставкой, на колонну крепится кронштейн с фиксирующими винтами, а на сам кронштейн установлен и зафиксирован посредством фиксирующего винта паяльник горячим воздухом с регулируемыми нагревом и скоростью потока воздуха, отличающееся тем, что на кронштейне установлены рычаг с пружиной, ограничитель с фиксирующим винтом, винт точной настройки хода рычага кронштейна и измерительная шкала, причем рычаг с пружиной и ограничитель с фиксирующим винтом соединены между собой, а винт точной настройки хода рычага установлен на кронштейне под ограничителем на одной оси и измерительная шкала установлена на кронштейне параллельно осям винта точной настройки и ограничителя.
| ГРАЧЕВ А.А., МЕЛЬНИК А.А., ПАНОВ Л.И | |||
| Конструирование электронной аппаратуры на основе поверхностного монтажа компонентов | |||
| - М.: НТ «Пресс», 2006 | |||
| Поверхностный монтаж: технологическое оборудование | |||
| - М.: ЗАО «Предприятие «ОСТЕК», 2007 | |||
| Устройство для укладки и пайки преимущественно петель провода к контактным площадкам печатной платы | 1989 |
|
SU1709577A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

