(54) СПОСОБ КОНТАКТНОЙ ПАЙКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой пайки и лужения | 1980 |
|
SU893426A1 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1999 |
|
RU2171520C2 |
| СПОСОБ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2005 |
|
RU2372175C2 |
| СПОСОБ СПЛАВЛЕНИЯ | 2014 |
|
RU2564685C1 |
| Способ пайки изолированных проводов с контактными площадками печатных плат | 1975 |
|
SU585925A1 |
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| СПОСОБ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ С ДЕРЖАТЕЛЯМИ | 2008 |
|
RU2379165C1 |
| Способ ультразвуковой пайки | 1978 |
|
SU727351A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2004 |
|
RU2263569C1 |
| Флюс для пайки и лужения алюминия и его сплавов | 1981 |
|
SU959964A1 |
1
Изобретение относится к области пайки, в частности к способу контактной пайки изделий, который может быть использован в микроэлектронике, полупроводниковой технике, а также в других областях техники.
Известен способ контактной пайки деталей, при котором в зону соединения вносится припой, а затем пропускается ток через наземные изделий и припой 1.
Известен также способ контактной пайки, при котором источник тока подключают к паяльнику и припаиваемому изделию, предварительно разместив припой 2.
Существенным недостатком известных способов пайки является применение флюса, который загрязняет поверхность паяемого изделия.
Например, пайка с применением флюса электрического вывода к тонкой металлической пленке поверхностно-барьерного детектора ионизирующих излучений, является соверщенно недопустимой, так как из-за загрязйения значительно возрастают обратные токи и резко снижается энергетическое разрещение детектора. Очистка от флюса недопустима, так как в этом случае даже сама
очистка может увеличивать обратный ток детектора.- - .,,,..,.,,-.- „...л,. -,™«,.-...,.-,..,-.,,
Цель изобретения - увеличение адгезии припоя, обеспечение пайки без флюса и предохраненч е от разрущения при пайке тонких металлических пленок.
Цель достигается тем, что на паяемую поверхность перед включением источника тока в зазор вводят припой в расплавленном виде.
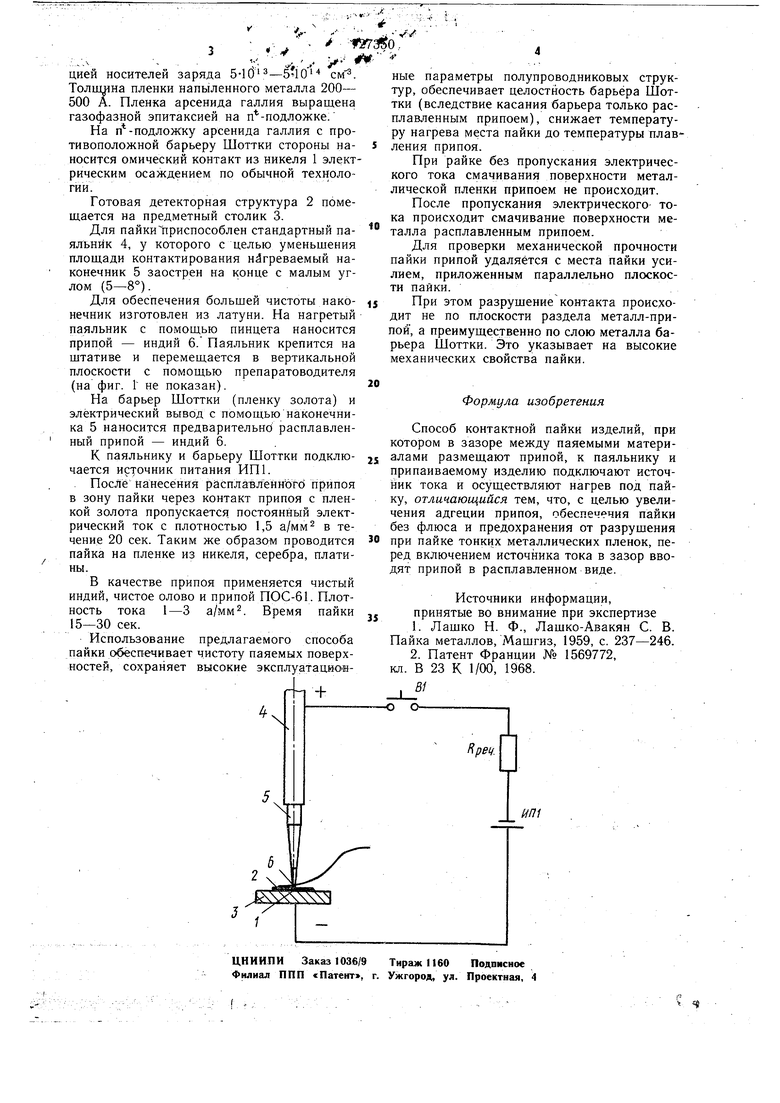
На чертеже представлена схема бесфлюсовой пайки тонких металлических пленок.
Способ осуществляется следующим образом.
При пропускании электрического тока через контакт расплавленного припоя с паяемым изделием происходит лучщее смачивание паяемой поверхности припоем, т. е. происходит увеличение адгезии припоя. При плотности тока 1-3 а/мм в течение 15- 30 сек не увеличивается температура пайки, а увеличивается адгезия припоя.
Пример. Барьер Шоттки (детекторная структура) изготовлен термическим расыплением золота в вакууме на эпитаксиальную пленку арсенида талли:я п-типа с концентра f 3-Йоцией носителей заряда 5-1б -5 10 см . Толифна пленки напыленного металла 200- 500 А. Пленка арсенида галлия выращена газофазной эпитаксией на п -подложке. На п -подложку арсенида галлия с противоположной барьеру Шоттки стороны наносится омический контакт из никеля 1 электрическим осаждением по обычной технологии. Готовая детекторная структура 2 помещается на предметный столик 3. Для пайки приспособлен стандартный паяльник 4, у которого с целью уменьщения площади контактирования нагреваемый наконечник 5 заострен на конце с малым углом (5-8°). Для обеспечения большей чистоты наконечник изготовлен из латуни. На нагретый паяльник с помощью пинцета наносится припой - индий 6. Паяльник крепится на щтативе и перемещается в вертикальной плоскости с помощью препаратоводителя (на фиг. Г не показан). На барьер Шоттки (пленку золота) и электрический вывод с помощью наконечника 5 наносится предварительно расплавленный припой - индий 6. К паяльнику и барьеру Шоттки подключается источник питания ИП1. После нанесения расплавлеНногб припоя в зону пайки через контакт припоя с пленкой золота пропускается постоянный электрический ток с плотностью 1,5 а/мм 2 в течение 20 сек. Таким же образам проводится пайка на пленке из никеля, серебра, платины. В качестве припоя применяется чистый индий, чистое олово и припой ПОС-61. Плотность тока 1-3 а/мм. Время пайки 15-30 сек. Использование предлагаемого способа пайки обеспечивает чистоту паяемых поверхностей, сохраняет высокие эксплуатацио А
-О ные параметры полупроводниковых структур, обеспечивает целостность барьера Шоттки (вследствие касания барьера только расплавленным припоем), снижает температуру нагрева места пайки до температуры плавления припоя. При райке без пропускания электрического тока смачивания поверхности металлической пленки припоем не происходит. После пропускания электрического тока происходит смачивание поверхности металла расплавленным припоем. Для проверки механической прочности пайки припой удаляется с места пайки усилием, приложенным параллельно плоскости пайки. При этом разрущение контакта происходит не по плоскости раздела металл-припой, а преимущественно по слою металла барьера Шоттки. Это указывает на высокие механических свойства пайки. Формула изобретения Способ контактной пайки изделий, при котором в зазоре между паяемыми материалами размещают припой, к паяльнику и припаиваемому изделию подключают источник тока и осуществляют нагрев под пайку, отличающийся тем, что, с целью увеличения адгеции припоя, обеспечения пайки без флюса и предохранения от разрущения при пайке тонких металлических пленок, перед включением источника тока в зазор вводят припой в расплавленном виде. Источники информации, принятые во внимание при экспертизе 1.Лащко Н. Ф., Лащко-Авакян С. В. Пайка металлов, Мащгиз, 1959, с. 237-246. 2.Патент Франции № 1569772, кл. В 23 К 1/00, 1968.
