Изобретение относится к технологии машиностроения - для восстановления пластической осадкой изношенных длинномерных цилиндрических деталей, выполнения операции осадки заготовок и других, и может быть использовано в авиастроении,судостроении и других отраслях народного хозяйства.
Известно устройство, которое может быть применено для выполнения процесса пластической осадки длинномерных цилиндрических заготовок Оно имеет упругий поддерживающий инструмент в виде цангового зажима, опорную (толкатель) и нагружающую (пуансон) плиты, позволяющие пластически сжимать только концевую часть заготовки с целью увеличения диаметра последней
Недостатком данного устройств является невозможность равномерного увеличения поперечных размеров по всей длине . осаживаемой заготовки
Целью изобретения является расшире ние технологических возможностей устрой
ства при восстановлении длинномерных деталей путем равномерной осадки по всей длине их изношенных поверхностей
Поставленная цель достигается тем, что поддерживающий инструмент выполнен в виде цилиндрического корпуса, внутри которого размещена разрезная обойма, на ее внутренней поверхности закреплены упругие прокладки, а на внутренней поверхности прокладки расположено не менее четырех металлических секторов с образованием между ними гнезда под восстанавливаемую-деталь
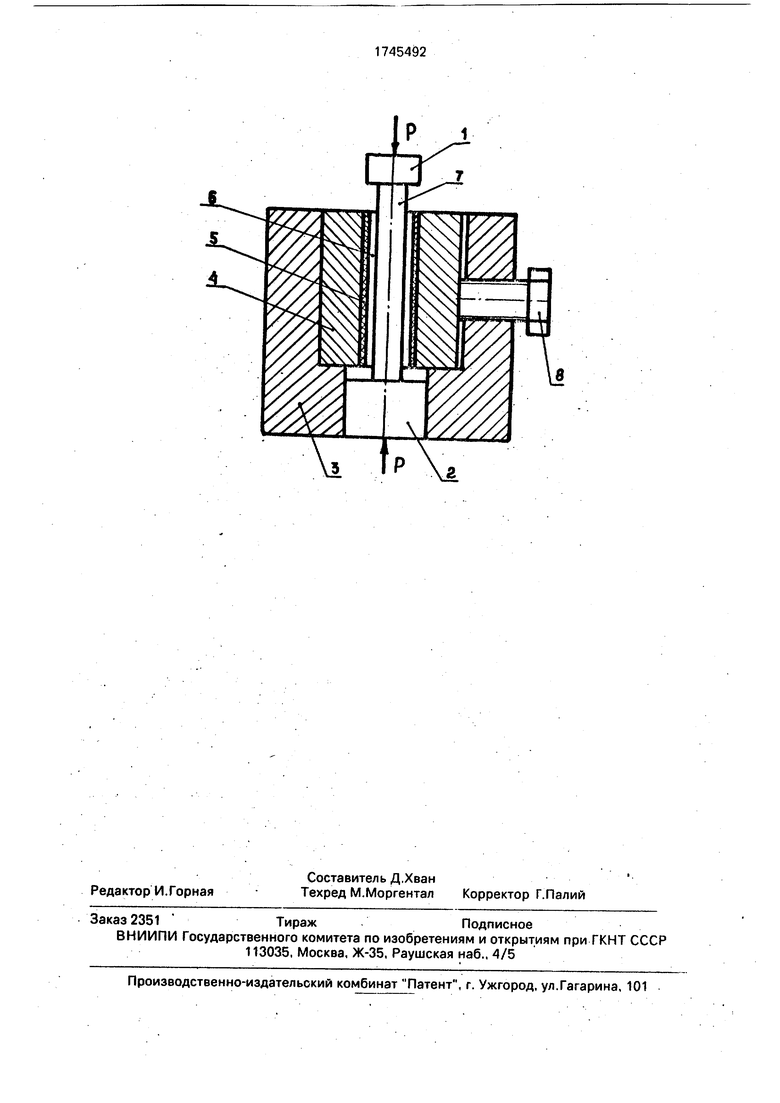
На чертеже представлена структурная схема устройства для осадки заготовок.
Устройство содержит нагружающую 1 и опорную 2 плиты, цилиндрический корпус 3 с соосными отверстиями для установки в нем плиты 2 и обоймы 4 Сопряжение плиты 2 с корпусом 3 производится по переходной посадке а обоймы 4 с корпусом - с зазором. Обойма 4 представляет собою втулку, раз- резаную на две части по диаметральной плоскости В обойму 4 устанавливают с поw
Ё
VI
4 СЛ
ю
N5
мощью скрепляющей упругой, прокладки 5 не менее четырех металлических секторов 6, образующих между ними гнездо под восстанавливаемую деталь 7. Корпус 3, обойма 4 с закрепленными внутри упругой прокладкой и секторами 6 в сборе представляют собой поддерживающий инструмент, предотвращающий искривление длинномерных деталей при их осевом сжатии. Винт 8 необходим для предварительной фиксации обоймы 4, секторов 6 и восстанавливаемой детали 7 в корпусе 3.
Процесс осадки длинномерных деталей с целью восстановления их размеров по изношенной цилиндрической поверхности с помощью устройства осуществляют следующим образом. Деталь 7 устанавливают на опорную плиту 2 между двумя половинками разъемной обоймы 4 с секторами б, и завинчиванием винта 8 фиксируют все детали в корпусе 3. При этом секторы 6 охватывают восстанавливаемую деталь 7 по ее рабочей поверхности. Для уменьшения сил трения между соприкасающимися поверхностями детали и секторов размещают антифрикционное покрытие, например фторопластовое.
- Далее собранное таким образом устройство с деталью ставят на опорную плиту пресса и производят нагружение детали 7 силой Р через плиты 1 и 2. При этом происходит осадка детали с одновременным уве- лйчением ее поперечного сечения. Увеличение поперечного размера детали компенсируется деформацией сжатия упругой прокладки 5 под воздействием на нее секторов 6. В связи с этим производится пластическое осаживание восстанавливаемой детали 8 до необходимой степени деформации без продольного изгиба.
Для извлечения пластически деформированной детали 7 из устройства предварительно отвинчивают винт 8. При этом благодаря наличию заданного зазора между сопрягаемыми поверхностями корпуса 3 и обоймы 4 происходит ослабление упругой
прокладки, что позволяет свободно извлечь деталь из устройства.
Пример. Рассматривается процесс осадки с целью восстановления шарнирного пальца компрессора, изготовленного из
стали 55, закаленного до твердости HRC 55, номинальным диаметром 45 мм, внутренним диаметром соосного отверстия 28 мм и длиной 180 мм. Износ по наружной рабочей поверхности 0,5 мм на диаметр.
Указанный палец осаживают до относительной пластической деформации Б 2,22%, что соответствует увеличению диаметра на 0,5 мм, необходимому для восстановления номинального размера. В качестве антифрикционного покрытия между секторами 6 и деталью 7 применяют фторопластовую пленку толщиной 50 мкм. Обеспечивается равномерное увеличение диаметра по всей длине восстановленного пальца.
Формула изобретения
Устройство для осадки заготовок, содержащее опорную и нагружающую плиты, а также поддерживающий инструмент, отличающееся тем, что, с целью расширения технологических возможностей при восстановлении длинномерных деталей путем равномерной осадки по всей длине изношенных поверхностей, поддерживающий инструмент выполнен в виде цилиндрического корпуса, внутри которого размещена разрезная обойма, на ее внут- ренней поверхности закреплены упругие прокладки, а на внутренней поверхности прокладки расположено не менее четырех металлических секторов с образованием между
ними гнезда под восстанавливаемую деталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 1996 |
|
RU2118813C1 |
| Устройство для осадки длинномерного цилиндрического образца | 2022 |
|
RU2793291C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЯХ | 1991 |
|
RU2053087C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОЙ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2003 |
|
RU2247962C1 |
| Устройство для восстановления изношенной втулки осадкой | 1978 |
|
SU700264A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПЕРЕМЕЩЕНИЕМ ЛОКАЛЬНЫХ ОБЪЕМОВ МЕТАЛЛА | 1998 |
|
RU2155658C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА СЖАТИЕ ДЛИННОМЕРНОГО ОБРАЗЦА | 2001 |
|
RU2231039C2 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПЛАСТИЧЕСКОЕ СЖАТИЕ ДЛИННОМЕРНЫХ ОБРАЗЦОВ | 2005 |
|
RU2294530C1 |
Использование: восстановление длинномерных деталей, например поршневых пальцев. Сущность изобретения: устройство содержит цилиндрический корпус, внутри которого размещена разрезная обойма. На ее внутренней поверхности установлены упругие элементы с расположенными на них (не менее четырех) металлическими секторами. Между секторами образуется цилиндрическое гнездо под восстанавливаемую деталь. 1 ил
| Устройство для высадки и осадки заготовок | 1981 |
|
SU1020177A1 |
