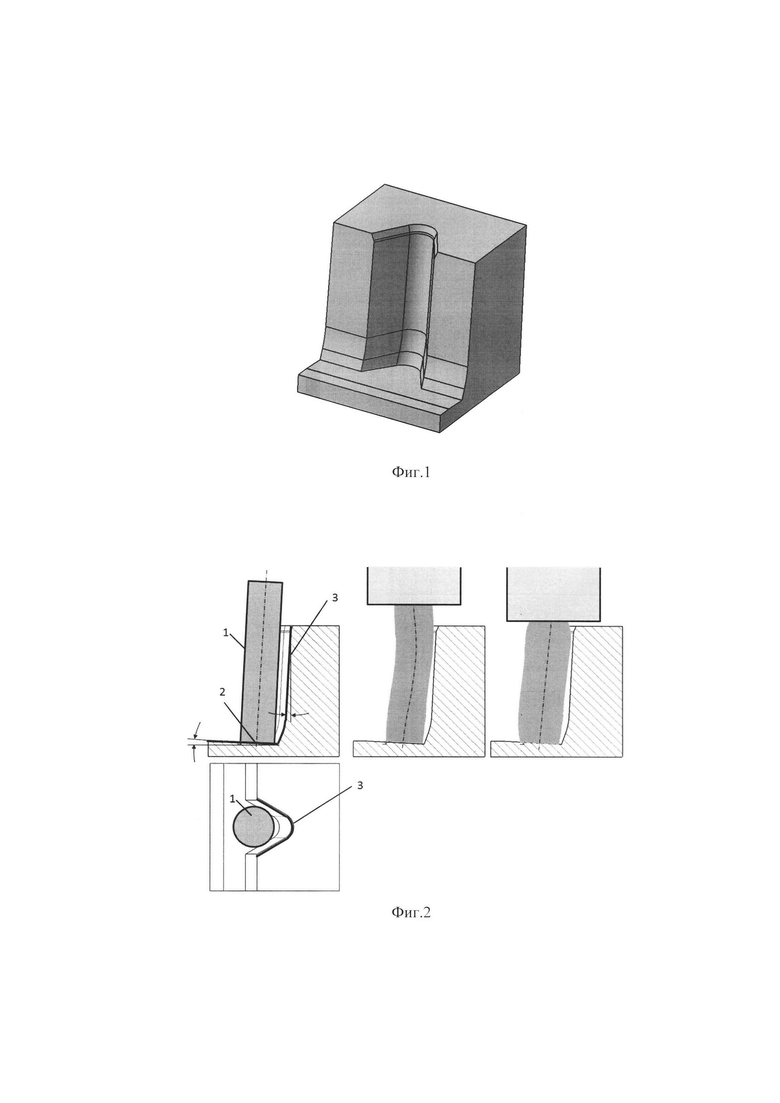
Изобретение относится к обработке металлов давлением и может быть использовано при осадке удлиненных заготовок и слитков, у которых соотношение длины к диаметру больше 3. Штамп для осадки имеет ручей для установки и осадки заготовки. Ручей в осевой плоскости имеет наклонный профиль, который позволяет исключить значительное искривление заготовки в процессе осадки (Фиг. 1) и наклонное дно, на которое устанавливается заготовка. В поперечном сечении профиль имеет V-образный профиль для исключения искривления заготовки.
Известен способ осадки на заготовок на плоских плитах, который позволяет осаживать заготовки с соотношением длины к диаметру не более 3 (Брюханов А.Н., Ребельский А.В. Горячая штамповка. Конструирование и расчет штампов / Москва. 1952. Стр. 9). Достоинством данного способа является простота выполнения и универсальность. Недостатками является невозможность осадить заготовки с соотношением высоты к диаметру более 3 из-за искривления заготовки в процессе осадки.
Известен способ высадки заготовок на горизонтальных машинах с применением инструмента с конусным ручьем (Ковка и штамповка. Справочник. В 4-х т. Под ред. Е.И. Семенова, 1986. - Т. 2. стр. 271). Недостатком данного способа является необходимость применения разного инструмента для заготовок разного диаметра и большая открытая высота пресса при осадке длинных крупногабаритных.
Известно устройство для осадки заготовок (SU 1745492 А1, приоритет 20.03.1990 г.), используемое для восстановления длинномерных заготовок осадкой. Заготовка в устройстве осаживается в разрезной обойме под давлением наружной и нижней плиты, равномерно заполняя обойму. После осадки обойма разбирается и из нее извлекается заготовка. Достоинством устройства является однородная осадка заготовки. Недостатком такого способа является сложность конструкции, так как для извлечения заготовки необходима разборка конструкции.
Известен способ осадки заготовок с большим соотношением высоты к диаметру (CN 107497984 В, приоритет 13.09.2017 г.), в котором заготовка выдавливается в контейнер через матрицу пуансоном. При этом диаметр полости матрицы равен диаметру заготовки, а диаметр контейнера равен диаметру поковки после осадки. Этот способ позволяет избегать двойного бочкообразования и искривления заготовки. Недостатком данного способа является необходимая большая открытая высота пресса.
Известен способ осадки удлиненных слитков (SU 825260 А1, приоритет 04.02.1975 г.), предназначенный для осадки крупногабаритных заготовок. Способ осуществляется путем выдавливания заготовки пуансоном в контейнер, размер которого соответствует размеру осаженной заготовки. Инструмент для осадки состоит из верхней и нижней обойм. В верхней обойме, отверстие в которой соответствует диаметру слитка, размещается пуансон. Отверстие в нижней обойме имеет диаметр больше чем в верхней обойме в 1,2-1,5 раза. Переход от меньшего к большему диаметру выполнен под углом 15°. Осадка заготовки производится, по меньшей мере, за два перехода. Заготовка помещается в обоймы и осаживается пуансоном, до заполнения полости верхней и нижней обойм, затем под обоймы устанавливают кольцо, а сверху размещают дополнительный пуансон, и производят вторую осадку. Осадку можно выполнять за большее количество переходов, используя большее количество колец. Данный способ позволяет равномерно осаживать слитки с большим соотношением высоты к диаметру без потери устойчивости. Недостатком данного способа является сложная конструкция инструмента и необходимость добавления колец и смены пуансона в процессе осадки, что значительно усложняет процесс осадки.
Также недостатком данного способа является необходимая большая открытая высота пресса.
Известна цилиндрическая плита для осадки заготовок (SU 1761368 А1, приоритет 08.12.1989 г.), имеющая два выступающих сектора с углом 30-150°. Осадка плитой осуществляется многократным нажатием на заготовку и подъемом плиты с поворотом плиты при каждом подъеме. Плита применяется для осадки дисков турбин с соотношением высоты заготовки к ее диаметру больше 2. Способ позволяет снизить энергоемкость процесса осадки за счет снижения усилия деформирования и повысить качество поковки за счет увеличения проработки структуры и повышения степени деформации при осадке. Недостатком данного способа является длительность процесса осадки из-за необходимости периодических подъемов и поворотов плиты.
Известно устройство для осадки заготовок (RU 2376098 С1, приоритет 21.10.2008 г.), предназначенное для осадки заготовок с соотношением высоты к диаметру больше 3. Устройство состоит из корпуса и установленной в нем цанговой втулке с секциями. Заготовку устанавливают в устройство, после чего устанавливают цанговую втулку с пуансоном в корпус. При движении пуансона вниз цанговая втулка поддерживает заготовку в середине, предотвращая изгиб заготовки. Такое устройство позволяет осаживать высокие заготовки без продольного изгиба. Недостатком такого устройства является сложность конструкции и невозможность его применения при горячей осадке крупногабаритных слитков.
Известно устройство для осадки слитков и заготовок (SU 642065 А1, приоритет 09.03.1977 г.), которое состоит из кольцевой плиты с отверстием, в которое помещается прибыльная часть заготовки при установке, контейнера с закрепленными секциями и скрепленными между собой опорным кольцом. Заготовка устанавливается прибыльной частью в отверстие кольцевой плиты, на заготовку надевают контейнер и секции охватывают донную часть заготовки. При рабочем ходе контейнера, секции при проходе через опорное кольцо раскрываются, удерживая заготовку от искривления. Данное устройство позволяет осаживать удлиненные слитки без искривления. Недостатком является сложность конструкции.
Известен способ осадки кузнечных слитков (SU 893364 А1, приоритет 17.03.1980 г.), который заключается в том, что прибыльная часть слитка размещается в отверстии подкладного кольца, а донную часть помещают в отверстие ограничительного кольца. Осадка слитка осуществляется путем выдавливания ее из отверстия ограничительного кольца. Благодаря такой осадке происходит заваривание осевых дефектов слитка. Еще одним достоинством данного способа является возможность осадки заготовок с соотношением высоты к диаметру более 3. Недостатком такого способа является невысокая энергоэффективность и большие усилия из-за ограничения течения металла отверстием ограничительного кольца и выдавливанием заготовки из него.
Известен способ осадки удлиненных заготовок (SU 837524 А1, приоритет 09.03.1978 г.), заключающийся в том, что при осадке на заготовку давит верхняя плита, осуществляя осадку заготовки, а также нижней плите придается вращательное движение. Таким образом, заготовка при осадке закручивается. При таком способе осадки заготовка не теряет устойчивости и равномерно деформируется по всему сечению без образования бочки. Недостатком такого способа является сложность придания нижней плите вращательного движения в процессе деформирования.
Известно устройство для осадки заготовок (RU 2306998 С1, приоритет 20.03.2006 г.), которое позволяет осуществлять осадку удлиненных заготовок за счет усилия верхнего бойка и придания вращения нижнему бойку с помощью гидроцилиндров. Такой способ позволяет осаживать заготовки с соотношением длины заготовки к ее высоте больше 3. Недостатком данного устройства является сложность конструкции.
Известно устройство для осадки удлиненных слитков (SU 841765 А1, приоритет 03.10.1978 г.), которое позволяет осаживать заготовки под действием давления верхней плиты и вращения нижней. Нижняя плита приводится в движение с помощью редуктора, кинематически связанного с движением верхней плиты. Недостатком данного устройства является сложность конструкции.
Известно устройство для пластической осадки заготовок (RU 2247962 С1, приоритет 11.06.2003 г. ), содержащее основание, соосно установленные в нем опорный и нагружаемый захваты для закрепления заготовки по ее торцам, обойму и секторы, сопряженные между собой по коническим поверхностям. Заготовку устанавливают между захватами сектора и прикладывают осевую силу к заготовке. За счет увеличения диаметра заготовки, захваты будут смещаться от центра заготовки, сдвигая обойму в осевом направлении. Обойма будет сдвигаться в осевом направлении, преодолевая силу сопротивления упругих элементов. Такое устройство позволяет осаживать заготовки с соотношением длины к высоте более 3. Недостатком такого устройства является сложность конструкции.
Известен способ осадки слитков (US 7454941 В2, приоритет 25.11.2008 г.), при котором заготовка осаживается в закрытом цилиндрическом контейнере. Заготовку помещают в контейнере, затем давят на ее верхнюю часть бойком. Заготовка при этом осаживается и заполняет контейнер. Данный способ позволяет осаживать удлиненные заготовки без складок. Недостатком данной конструкции инструмента является низкая универсальность инструмента, т.к. размеры исходной заготовки должны соответствовать размерам контейнера, а для другого размера заготовки нужен контейнер другого размера.
Известен способ и инструмент для осадки заготовки (JP 2007136502 A, приоритет 17.11.2005 г.), в котором заготовка помещается в отверстие направляющей, которая вставлена в контейнер, и заготовка выдавливается из отверстия направляющей под действием давления пуансона, заполняя контейнер. В процессе осадки направляющая выдвигается из контейнера по мере заполнения его материалом заготовки. Недостатком такого способа является сложность конструкции и осуществления метода.
Прототипом заявляемого изобретения является способ осадки удлиненных заготовок (JP 6135512 В2, приоритет 23.01.2012 г.), в котором заготовка помещается в контейнер с конусным отверстием с небольшим углом наклона образующей и осаживается в нем. При необходимости дальнейшей осадки контейнер меняется на другой и осадка продолжается в следующем контейнере. Данный способ позволяет осаживать удлиненные заготовки с соотношением длины к диаметру более 3. Недостатком такого способа является то, что нижняя часть конусного отверстия контейнера по диаметру близка к диаметру заготовки для исключения ее искривления в процессе осадки, что является причиной низкой проработки структуры в нижней части и наличии большой застойной зоны, необходимость выталкивателя в штампе или переворота штампа для извлечения заготовки, а так же необходимости применения разных контейнеров для разных диаметров заготовок
Заявляемое изобретение направлено на увеличение степени деформации во всей заготовке за одну осадку, улучшение проработки структуры и облегчение извлечения заготовки из штампа. Это достигается тем, что штамп имеет открытое пространство с одной стороны, которое дает возможность легкого извлечения заготовки из штампа, не сдерживает уширение заготовки при осадке, что уменьшает застойные зоны и улучшает проработку структуры.
Штамп для осадки имеет ручей, профиль которого в продольном сечении (Фиг. 2) имеет наклонную площадку 2 для установки заготовки 1 и наклонный V-образный вырез 3 для удержания заготовки при искривлении ее оси. V-образный вырез позволяет удерживать заготовку от искривления и осаживать в штампе заготовки разного диаметра.
Штамп работает следующим образом. Заготовка 1 устанавливается в ручей штампа на нижнюю наклонную площадку 2. При этом заготовка при установке наклонена в сторону V-образного выреза ручья штампа 3. Заготовка осаживается под давлением верхней плиты 4. В процессе осадки, благодаря наклону заготовки, ось заготовки изгибается в сторону V-образного выреза и опирается на него, что исключает дальнейшее искривление. Далее в течение осадки, за счет увеличения диаметра, заготовка отталкивается от стенки штампа и происходит выравнивание оси заготовки. Таким образом, при осадке заготовка деформируется по всей высоте. Отрытое пространство с одной стороны штампа позволяет осаживать заготовки разного диаметра в одном штампе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОСАДКИ УДЛИНЕННЫХ ЗАГОТОВОК | 2023 |
|
RU2814838C1 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| Способ осадки удлиненных слитков | 1975 |
|
SU825260A1 |
| Способ пластического структурообразования цилиндрических мерных заготовок | 2017 |
|
RU2657274C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНЫХ РАЗМЕРОВ ЗАГОТОВКИ | 2017 |
|
RU2693280C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2285736C1 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при осадке удлиненных заготовок и слитков, у которых соотношение длины к диаметру больше трех. Штамп выполнен с наклонным ручьем, имеющим внизу плоскую площадку для установки заготовки. Ручей имеет V-образный вырез для удержания заготовки от искривления во время осадки. Плоская площадка наклонена в сторону V-образного выреза. В результате обеспечивается увеличение степени деформации заготовки за одну осадку, улучшение проработки структуры и упрощение извлечения заготовки из штампа. 2 ил.
Штамп для осадки удлиненных заготовок, выполненный с ручьем, имеющим внизу плоскую площадку для установки заготовки, отличающийся тем, что ручей выполнен с наклонным V-образным вырезом для удержания заготовки от искривления во время осадки, а плоская площадка для установки заготовки выполнена наклоненной в сторону V-образного выреза.
| JP 6135512 B2, 31.05.2017 | |||
| Устройство для защиты от коротких замыканий и перегрузок установок дистанционного питания необслуживаемых усилительных пунктов | 1953 |
|
SU98346A1 |
| Штамп для осадки заготовок | 1986 |
|
SU1366272A1 |
| RU 2003420 C1, 30.11.1993 | |||
| ШТАМП ДЛЯ ОСАДКИ ЗАГОТОВОК | 0 |
|
SU247017A1 |
| CN 106623718 B, 11.05.2018. | |||

