Поставленная цель достигается тем, что в способе отвода стружки от отрезного резца, включающем проталкивание образующейся в зоне резания стружки вдоль передней поверхности корпуса резца под действием стружки, сходящей по передней поверхности режущего элемента и прижатие ее к передней поверхности корпуса резца силой трения об обработанные поверхности, образующуюся стружку проталкивают в зону, где на нее воздействуют силой, являющейся составляющей частью силы трения об обработанные поверхности, и направленной вдоль передней поверхности корпуса резца, и транспортируют под действием этой силы по направлению от зоны резания до выхода стружки из обрабатываемого паза.
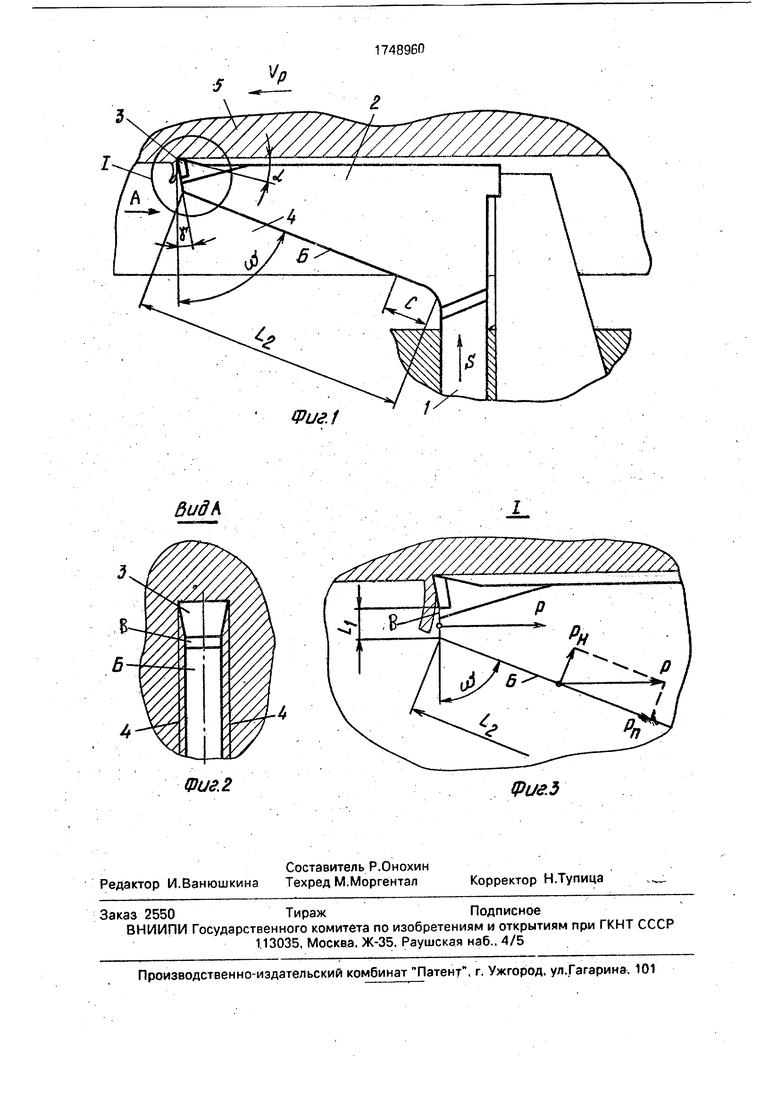
На фиг. 1 представлен резец, вид сверху на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1.
Корпус резца состоит из державочной части 1 и рабочей части 2. Рабочая часть 2 на своем конце несет закрепленный режущий элемент 3 Передняя поверхность корпуса рабочей части 2 ломаная и имеет два характерных участка Б и В со стороны передней поверхности режущего элемента 3. Сначала, по ходу стружки, это участок В. Он характерен небольшой длиной LI (короткий участок) и расположен за режущим элементом 3. По отношению к направлению вектора скорости резания Vp он расположен под углом, близким к 90° (это определяется конструктивно). Далее, участок В сменяется (переходит) в участок Б (длинный участок). Этот участок длиной La характерен, во-первых, тем, что он должен всегда определенный отрезок С, расположенный вне обработанных поверхностей А обрабатываемой детали 5 (при максимальной глубине обрабатываемого паза) Во-вторых, участок Б имеет значительный угол наклона (а передней поверхности корпуса рабочей части по отношению к поверхности В (к короткому участку с Li).
Способ отвода стружки от отрезного резца на карусельном станке осуществляется следующим способом. Стружка, образованная при набегании обрабатываемого материала на режущий элемент 3, давит на поверхность А рабочей части резца под действием силы трения Р стружки об обработанные поверхности 4. Однако воздействие этой силы на каждый участок стружки в этом месте невелико, так как она (стружка) практически сразу же проталкивается дальше от
зоны стружкообразования вновь образующейся стружкой на участок Б. Сила трения Р на этом участке имеет две составляющие силу Рн, действующую по нормали к передней поверхности Б рабочей части корпуса
инструмента, и силу Рп, действующую на стружку вдоль передней поверхности Б рабочей части корпуса резца. С увеличением угла со уменьшается сила Рн, а следовательно, уменьшается ве ятность попадания
стружки в зазоры между обработанными поверхностями 4 и корпусом 2. Одновременно с увеличением угла (а увеличивается сила Рп - повышается эффективность самоотвода стружки из обрабатываемого паза. Выйдя за пределы паза детали 5, стружка оказывается в свободной зоне С и падает в стружкоприемник (не показан).
Пример, При обработке паза в обечайке из материала 15Х2НМФА шириной 15
мм, глубиной 200 мм, при радиусе заготовки мм: Vp 20 м/мин; S 0,2 мм/об; а 10°.
Предложенный способ отвода стружки от отрезного резца позволяет повысить эффективность отвода стружки, повысить безопасность работы станочника, стабилизировать силу давления стружки на резец, повысить работоспособность инструмента.
Формула изобретения
Способ отвода стружки от отрезного резца, заключающийся в ее перемещении из зоны образования по поверхности резца со стороны передней поверхности режущей
части до выхода из обрабатываемого паза, отличающийся тем, что, с целью повышения стойкости резца за счет обеспечения самоотвода стружки, используют резец, поверхность которого со стороны
передней поверхности режущей части выполнена ломаной и состоит из двух участков - короткого, расположенного за режущей частью под углом, близким к 90° по отношению к направлению скорости резания, и
длинного, расположенного под углом к короткому участку и имеющего отрезок, выходящий из обрабатываемого паза.
Фиг./

| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной резец | 1981 |
|
SU986616A1 |
| Сверлильная головка | 1980 |
|
SU980967A1 |
| Отрезной резец | 1986 |
|
SU1440615A1 |
| Отрезной резец | 1985 |
|
SU1414509A1 |
| Отрезной резец | 1983 |
|
SU1119783A1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Отрезной резец | 1987 |
|
SU1516239A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
Видь
