Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для электроэрозионного упрочнения внутренних поверхностей деталей типа труб.
Целью изобретения является повышение производительности и улучшение качества покрытия при упрочнении внутренних поверхностей деталей типа труб за счет выбора оптимального давления инертного газа.
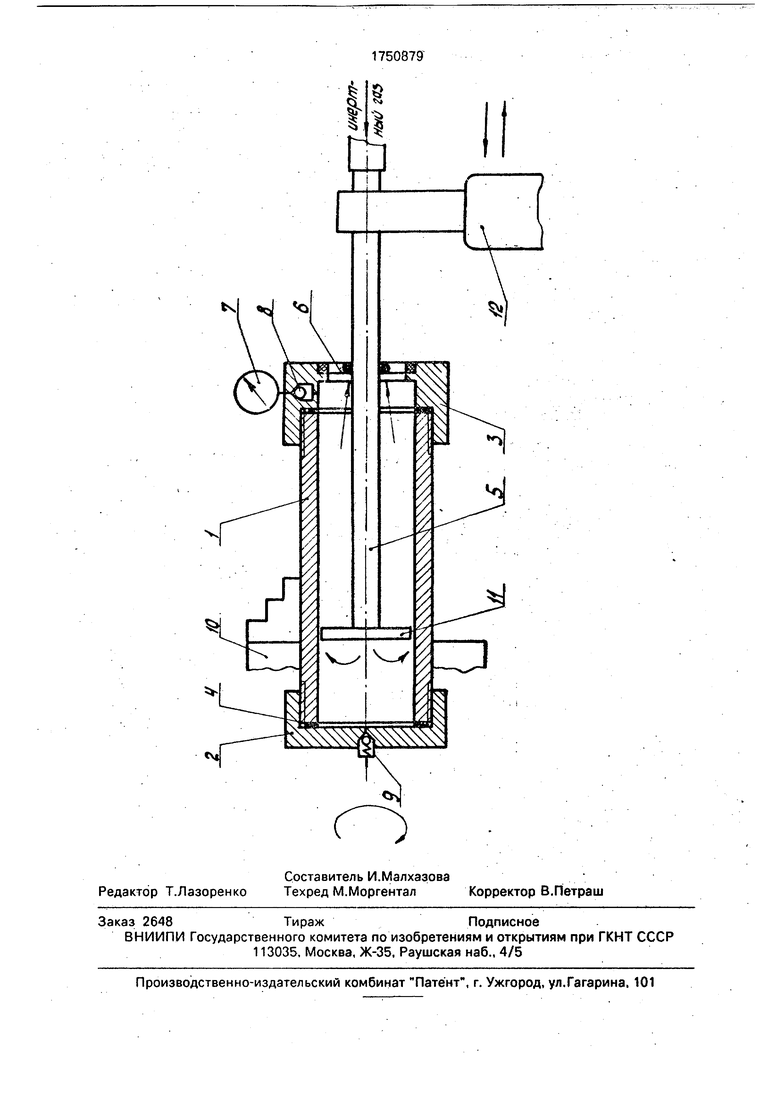
На чертеже представлена схема устройства для реализации способа.
Обрабатываемую поверхность детали (трубы) 1 изолируют от окружающего пространства с помощью крышек 2 и 3 с резиновыми прокладками 4. Для ввода электрододержателя 5, представляющего полую трубку, в крышке 3 устанавливается резиновая мембрана 6. Уточнение величины избыточного давления осуществляется манометром 7 типа МТИ 1218 ТУ 25.03.1481- 77. который через канал с обратным
клапаном 8 в крышке 3 связан с внутренней полостью трубы, Регулирование давления в процессе работы осуществляется предохранительным клапаном 9. Деталь 1 закрепляется в трехкулачковом патроне 10 токарного станка. Электрододержательб с электродом 11 прикрепляется к вибратору 12 установки Элитрон 50, который устанавливается на суппорте токарного станка. Ток к электроду подводится через вибратор, к детали - через патрон (не показано).
Упрочнение внутренней поверхности детали производится следующим образом.
Деталь 1 с установленной на ней крышкой 2 с встроенным предохранительным клапаном 9 закрепляется в патроне 10. Вибратор 12 с прикрепленным к нему электро- додержателем 5 устанавливается на суппорте станка. Затем электрододержа- тель 5 пропускается через отверстие в резиновой мембране 6, установленной в крышке 3, и на электрододержателе укрепляется электрод 11 и резиновый шланг, обеспечиXI
СП
о
00
х| Ю
вающий подвод инертного газа от редуктора. После этого крышка 3 прикрепляется к детали 1. Перед началом упрочнения в крышку 3 ввинчивается манометр 7 и регулируется расход инертного газа через редуктор. Затем манометр 7 убирается и производится обработка детали при вращении шпинделя и поступательном перемещении вибратора 12.
Оптимальная величина избыточного давления в пределах 0,005 - 0,025 МПа установлена экспериментально для труб из различных материалов. Нижний предел 0,005 МПа обусловлен необходимостью производить обработку в среде аргона. При таком минимальном давлении происходит вытеснение воздуха из полости трубы, что дает возможность использовать для изоляции внутренней поверхности простейшие технические решения.
Создание избыточного давления в полости трубы более 0,025 МПа отражается на качестве покрытия и производительности процесса. Покрытие становится более пористым, повышается его шероховатость. Производительность понижается. Это связано как с изменением необходимой для пробоя разницы потенциалов между электродами (она увеличивается с увеличением давления из-за увеличения диэлектрической проницаемости газа), так и с изменением тепло- физических свойств межэлектродного промежутка.
Пример. Способ был использован для электроэрозионного упрочнения труб, изготовленных из стали 40Х.
Перед нанесением покрытия внутренняя поверхность труб обрабатывалась разверткой
с получением диаметра
+0.02Q 23- мм и
+ 0,033 шероховатостью по R а 1,25 мкм.
Для электроэрозионного упрочнения
использовалась установка Элитрон - 50. Труба закреплялась на шпинделе токарного станка модели 16К20. Скорость вращения шпинделя с трубой составляла 16 об/мин
при продольном перемещении вибратора, закрепленного на суппорте 0,15 мм/об.
Проводилось упрочнение хромом при работе генератора электрических импульсов на следующем режиме: сила рабочего 7
А, напряжение холостого хода - 80 В, емкость накопительных конденсаторов - 540 мкФ.
Обработка проводилась при избыточном давлении в трубе 0,004; 0,005; 0,01;
0,025 и 0,026 МПа. После обработки измерялся диаметр отверстия, затем труба разрезалась и проверялась сплошность и шероховатость образцов. По изменению диаметра отверстия судили о толщине нанесенного слоя.
Результаты измерения приведены в таблице.
Формула изобретения Способ электроэрозионного упрочнения поверхностей деталей в среде аргона, при котором обрабатываемую поверхность закрывают защитным элементом, обеспечивающим введение электрода-инструмента и подачу газа в рабочую зону, отличающ и и с я тем, что, с целью повышения производительности и улучшения качества покрытия при упрочнении внутренних поверхностей деталей типа труб, защитный элемент выполняют в виде крышек на торцах трубы, а упрочнение производят при избыточном давлении аргона в полости трубы 0,005 - 0,025 МПа.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ И ЕГО ПРИМЕНЕНИЕ ДЛЯ ОРЕБРЕНИЯ ТРУБЫ ТЕПЛООБМЕННИКА | 2015 |
|
RU2615096C2 |
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЭРОЗИОННЫМ ЛЕГИРОВАНИЕМ | 2011 |
|
RU2468899C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2603932C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ПРЕИМУЩЕСТВЕННО НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РАЗМЕРНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗЬБ | 1998 |
|
RU2129480C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| НАГРЕВАТЕЛЬ ЖИДКОСТИ | 2004 |
|
RU2262644C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2012 |
|
RU2524470C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2017 |
|
RU2688787C2 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
Использование: электроэрозионное упрочнение внутренних поверхностей деталей типа труб. Сущность изобретения: обрабатываемую поверхность детали (трубы) изолируют от окружающей среды крышками. Через уплотненное отверстие в одной из крышек в полость трубы вводят электродо- держатель с электродом. Через канал элек- трододержателя в полость подают инертный газ - аргон. Упрочнение проводят при избыточном давлении аргона в полости трубы в интервале 0,005-0,025 МПа. Детали задают вращение, электроду - вибрацию и перемещение относительно детали. Деталь и электрод подключают к источнику технологического тока. 1 ил., 1 табл.
| Способ электроэрозионного легирования | 1983 |
|
SU1121116A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
