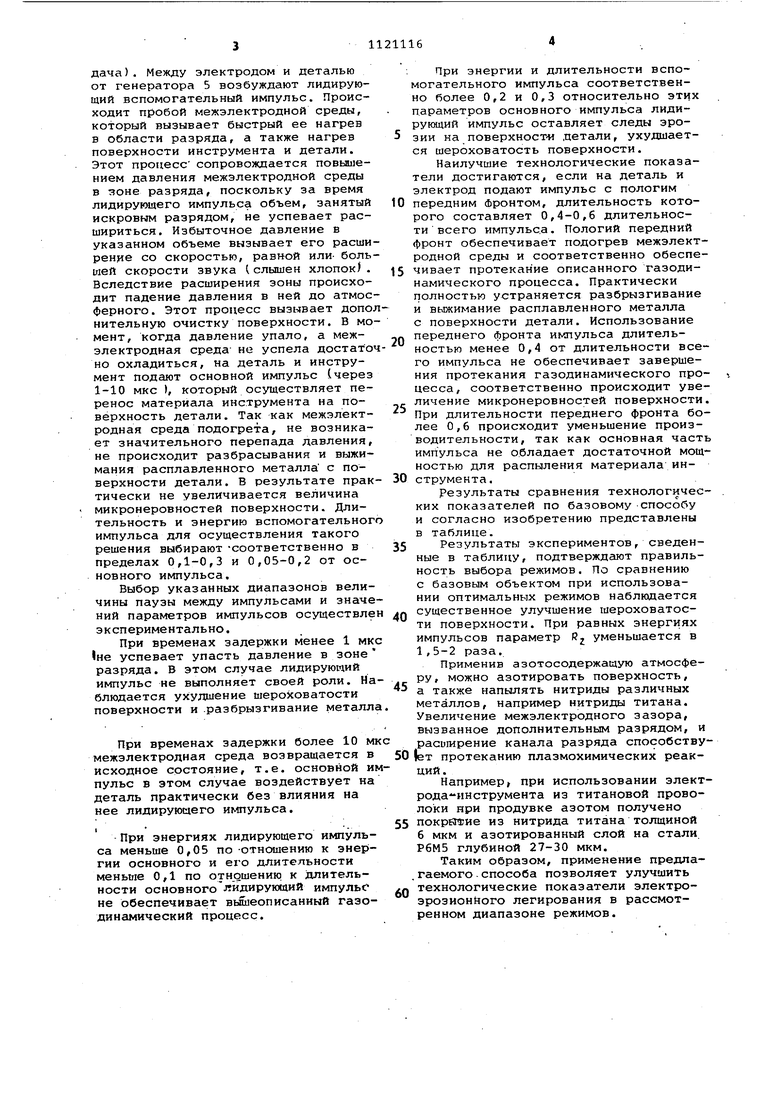
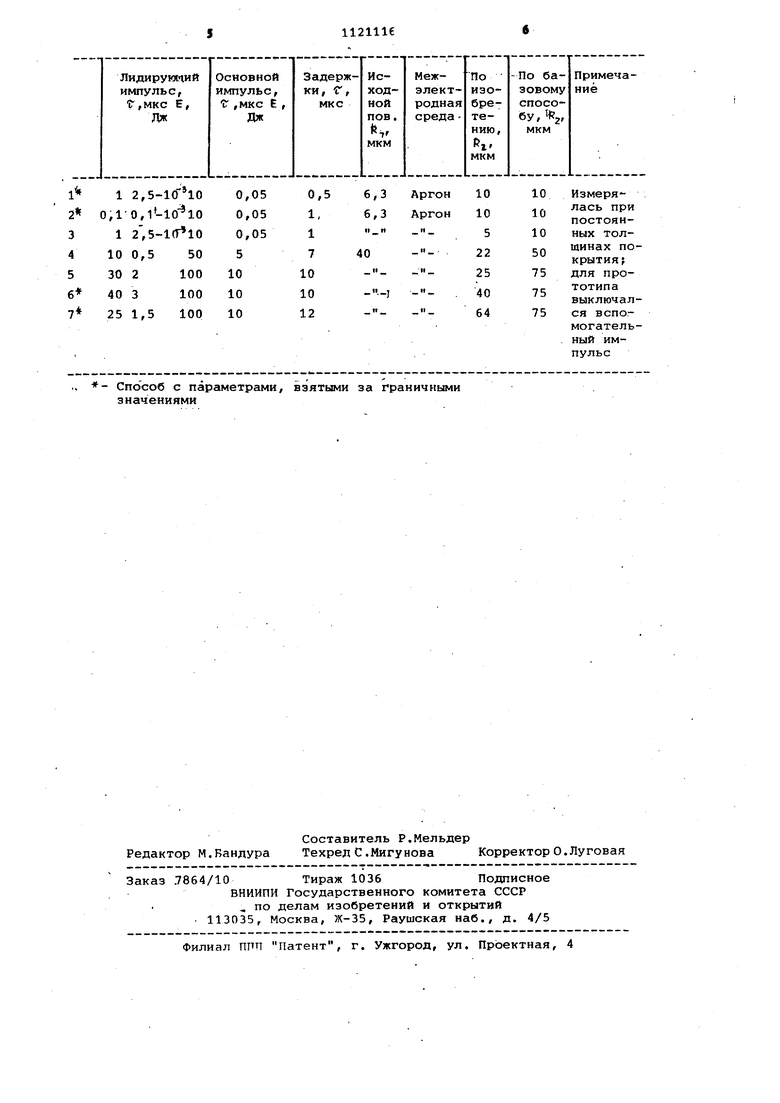
Изобретение относится к электроф зическим и электрохимическим методам обработки, в частности к электроэрозионному легированию. Известен способ нанесения покрыг тий, в котором между вибрирующим вдоль оси электродом-инструментом и обрабатываемой деталью за счет контактирования возбуждается импульсны элек1рический разряд в газообразной среде ClK Однако данный способ характеризу ется наличием микронеровностей обра батываемой поверхности ипоявлением трещин из-за перегрева металла в зо не обработки. Известен способ электроэрозионно го нанесения покрытий вибрирующим электродом, в котором в цепь источника питания включают дополнительны электрод и с его помощью возбуждают дополнительный разряд, воздействие которого на обрабатываемую поверхность позволяет улучшить технологические условия для нанесения покрытия при действии основного импульса Г2. Применение указанного способа по воляет получить лучшее качество поверхности и сплошность нанесения по крытий, яо образование микронеровнбстей, вследствие поверхностной эр 1зии, и микротрещин, вследствие ре.зких перепадов температурного поля, также имеет место. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ электроэрозионного легирования материалов в котором между электродом и деталью возбуждают электрические разряды малой энергии и длительности. Обработку проводят короткими маломощными импульсами длительностью 1,0-10 мкс при сохранении постоянной величины межэлектродного зазора. Этим создаются условия для прохождения тока с большой плотностью, что увеличивает производительность и эффективность нанесения покрытий СЗ. Недостатками известного способа являются; увеличение величины микронеровностей поверхности из-за прижогов и неуправляемых газодинамических процессов под обрабатываемой поверхностью, приводящих к разбрызгиванию металла; невысокая производительность из-за невозможности исполь зования импульсов большой мощности/ невозможность использования в качест ве финишной операции при обработке прецизионных деталей, Кроме.того, способ не позволяет производить.термообработку и азотирование без оплавления поверхностного слоя. Цель изобретения - улучшение качества обрабатываемой поверхности. Поставленная цель достигается тем, что согласно способу электроэрозионного легирования матер)иалов, при котором между электродом и обрабатываемой деталью возбуждают электрические разряды малой энергии и длительности, обработку производят парными импульсами, причем длительность и энергию лидирующего импульса устанавливают соответственно в пределах 0,1-0,3 и 0,05-0,2 ог этих параметров основного импульса пары, длительность паузы между лидирующим и основным импульсами устанавливают в пределах 1-10 мкс и вводят задержку нарастания фронта основного импульса в пределах 0,4-0,6 от длительности всего импульса. Подача маломощного лидирующего импульса перед основным обусловливает возникновение послепробойных газодинамических процессов в межэлектродном промежутке, приводящих к местньтм изменениям давления среды в зоне разряда и ее нагреву. Основной импульс подается в момент спада давления в нагретой области. Так как температура этой области высока, а объем достаточно велик, основной импульс не может вызвать значительный перепад давления. Вследствие этого разбрызгивания и выжимания расплавленного металла не происходит. Особенно сильно этот эффект наблюдается для силовых импульсов с пологим передним фронтом. В результате появляется возможность обработки детали с незначительным оплавлением поверхности или вообгае без оплавления производить термообработку, а в случае использования азотосодержай1ей атмосЛеры - и азотирование поверхности. Достигаемое уменьшение плотности мощности теплового потока позволяет оплавлять гребешки микронеровностей, Т.е. производить выглаживание поверхности. На чертеже изображена схема устройства для осуществления предлагаемого способа. Устройство содержит обрабатываемую деталь 1, закрепленную на рабочем столе 2, подвижный электрод-инструмент 3, помещенный в камеру 4 для подачи газа. К электроду и детали подключен генератор 5 лидируютих вспомогательных импульсов и генератор б основных импульсов. Рабочая зона может иметь защитный кожух 7. Способ реализуется следующим образом. Деталь 1 устанавливают в приспособлении 2 с зазором относительно электрода-инструмента 3, который перемещается над поверхностью детали с постоянной скоростью (рабочая подача). Между электродом и деталью от генератора 5 возбуждают лидирующий вспомогательный импульс. Происходит пробой межэлектродной среды, который вызывает быстрый ее нагрев в области разряда, а также нагрев поверхности инструмента и детали. Этот процесс сопровождается повыиюнием давления межэлектродной среды в зоне разряда, поскольку за время лидирующего импульса объем, занятый искровым разрядом, не успевает расшириться. Избыточное давление в указанном объеме вызывает его расши рение со скоростью, равной или- боль шей скорости звука (слышен хлопок). Вследствие расширения зоны происходит падение давления в ней до атмос ферного . Этот процесс вызывает допо нительную очистку поверхности. В мо мент, когда давление упало, а межэлектродная среда не успела достато но охладиться, на деталь и инструмент подают основной импульс (через 1-10 МКС ), который осуществляет перенос материала инструмента на поверхность летали. Так как межэлектродная среда подогрета, не возникает значительного перепада давления, не происходит разбрасывания и выжимания расплавленного металла с поверхности детали. В результате прак тически не увеличивается величина микронеровностей поверхности. Длительность и энергию вспомогательног импульса для осуществления такого решения выбирают -соответственно в пределах 0,1-0,3 и 0,05-0,2 от основного импульса. Выбор указанных диапазонов величины паузы между импульсами и значе ний параметров импульсов осуществле экспериментально. При временах задержки менее 1 мк 1не успевает упасть давление в зоне разряда. В этом случае лидирующий импульс не выполняет своей роли. На блюдается ухудшение шероховатости поверхности и .разбрызгивание металл При временах задержки более 10 мк межэлектродная среда возвращается в исходное состояние, т.е. основной им пульс в этом случае воздействует на деталь практически без влияния на нее лидирующего импульса. i . При энергиях лидирующего импульса меньше 0,05 по -отношению к энергии основного и его длительности меньше 0,1 по отндшению. к длительности основного лидирующий импульс не обеспечивает вьшеописанный газодинамический процесс. При энергии и длительности вспомогательного импульса соответственно более 0,2 и 0,3 относительно этих параметров основного импульса лидирующий импульс оставляет следы эрозии на поверхностей детали, ухудшается шероховатость поверхности. Наилучшие технологические показатели достигаются, если на деталь и электрод подают импульс с пологим передним Фронтом, длительность которого составляет 0,4-0,6 длительности всего импульса. Пологий передний фронт обеспечивает подогрев межэлектродной среды и соответственно обеспечивает протекание описанного газодинамического процесса. Практически полностью устраняется разбрызгивание и выжимание расплавленного металла с поверхности детали. Использование переднего фронта импульса длительностью менее 0,4 от длительности всего импульса не обеспечивает завершения протекания газодинамического процесса, соответственно происходит увеличение микронеровностей поверхности. При длительности переднего фронта более 0,6 происходит уменьшение производительности, так как основная часть импульса не обладает достаточной мощностью для распыления материала инструмента. Результаты сравнения технологических показателей по базовому способу и согласно изобретению представлены в таблице. Результаты экспериментов, сведенные в таблицу, подтверждают правильность выбора режимов. По сравнению с базовым объектом при использовании оптимальных режимов наблюдается существенное улучшение шероховатости поверхности. При равных энергиях импульсов параметр R уменьшается в 1,5-2 раза. Применив азотосодержащую атмосферу, можно азотировать поверхность, а также напылять нитриды различных металлов, например нитриды титана. Увеличение межэлектродного зазора, вызванное дополнительным разрядом, и расишрение канала разряда способствует протеканию плазмохимических реакций. Например, при использовании электрода-инструмента из титановой проволоки нри продувке азотом получено покрнтаие из нитрида титана толщиной 6 мкм и азотированный слой на стали Р6М5 глубиной 27-30 мкм. Таким образом, применение предлагаемого.способа позволяет улучшить технологические показатели электроэрозионного легирования в рассмотренном диапазоне режимов.
- Способ с параметрами, вэятьоми за граничными значениями
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2017 |
|
RU2679160C1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| Способ бесконтактного электроискрового легирования | 1980 |
|
SU944856A1 |
| Способ электроэрозионной обработки | 1983 |
|
SU1146154A1 |
| Способ электроэрозионной обработки поверхности молибдена | 2019 |
|
RU2709548C1 |
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2020 |
|
RU2740936C1 |
| Способ электроэрозионного нанесения интерметаллического покрытия на деталь с использованием смеси электродов-гранул | 2024 |
|
RU2831580C1 |
| СПОСОБ ВИБРОДУГОВОЙ НАПЛАВКИ | 2015 |
|
RU2614353C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1999 |
|
RU2164844C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2554260C1 |
СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ МАТЕРИАЛОВ, при котором возбуждают электрические разряды малой энергии и длительности между Обрабатываемой деталью и электродом, отличающийся тем, чтоу с пелью улучшения качества поверхности, обработку производят парными импульсами, причем длительность и энергию лидирующего импульса устанавливают, соответственно в пределах от 0,1 до 0,3 и от 0,05 до 0,2 от этих параметров основного импульса пары, длительность паузы между лидирующим и, основным импульсами .л станавливают в пределах от 1 до 10 мкс и вводят задержку нарастания фронта основного импульса в пределах от 0,4 до 0,6 от длительности всего импуль- И са.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
