Изобретение относится к машиностроению, в частности к изготовлению роторов турбин, компрессоров и насосов, валов с зубчатыми колесами редукторов, осей и валов сельскохозяйственных машин и др.
Одним из наиболее распространенных узлов в механизмах и машинах является прессовое соединение или соединение с гарантированным натягом.
Наиболее характерными случаями отказов работы прессовых и прессово-шпоночных соединений являются нарушения прочности сопряжения, фреттинг-усталостные повреждения и поломки вследствие усталости. Поэтому повышение работоспособности этих соединений является одной из важнейших задач обеспечения надежности и долговечности деталей машин.
Неподвижные соединения сопряженных деталей характеризуются невозможностью их взаимного перемещения. Неподвижность соединения обеспечивается натягом. Прочность соединения определяется посадкой и квалитетом точности. Неподвижные соединения могут быть выполнены на прессовых посадках (гарантированный натяг) или переходных посадках (натяг или зазор).
Сборка неподвижных поверхностей может осуществляться запрессовкой вала в отверстие, нагреванием детали, которая имеет отверстие и охватывает вал, или охлаждением вала [Зуев А.А., Гуревич Д.Ф. Технология сельскохозяйственного машиностроения. М.: Колос, 1980, - с.219-220].
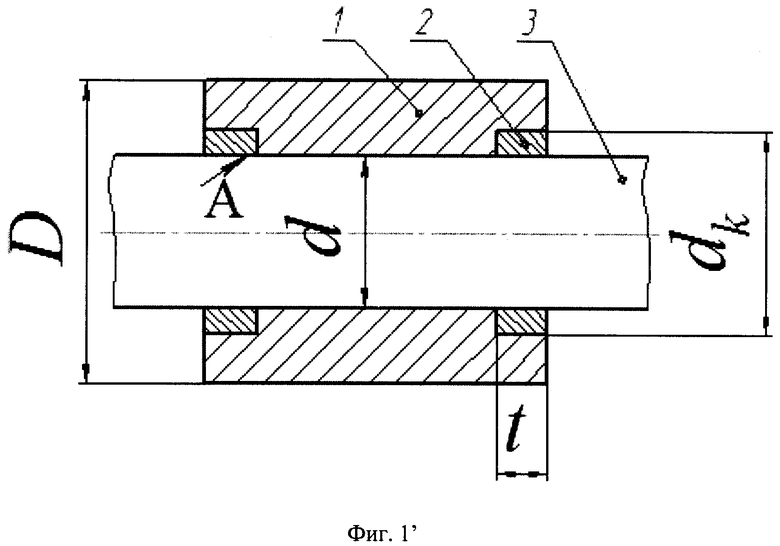
Особенность прессовых соединений состоит в том, что детали этих соединений еще до приложения рабочих нагрузок находятся в напряженном состоянии, вызванном наличием натяга на посадочных поверхностях. Суммирование рабочих напряжений и напряжений от натяга может привести к значительной концентрации напряжений в отдельных местах сопряжения. Снижение предела выносливости вала в подступичной части происходит под торцами ступицы, в результате концентрации напряжения и процесса фреттинг-усталости. Уменьшить влияние этих факторов можно путем снижения общей жесткости ступицы, и в особенности, у ее торцов, например, путем запрессовки по торцам ступицы колец из более мягкого материала в выполненные на посадочном диаметре прямоугольные канавки [Л.Т. Балацкий. Прочность прессовых соединений. К.: Технiка, 1982. - с.123-124, 128-129, прототип], (фиг.1').
На фиг.1 показано прессовое соединение «ступица 1 - вал 3» со вставными кольцами 2. Высота кольца (t) должна подбираться с учетом натяга в соединении и передаваемой нагрузки, от которой зависит амплитуда относительного проскальзывания ступицы 1 и вала 3. Наличие колец 2 из более податливых материалов в зонах максимальных контактных давлений сглаживает пик напряжений и уменьшает степень повреждаемости при фреттинг-коррозии.
Результаты испытаний показали, что предел выносливости образцов диаметром d=20 мм из стали 40Х со ступицами диаметром D=37 мм и длиной 90 мм, имеющими кольца из красной меди М2, повышается при чистом изгибе с частотой 50 Гц в 2 раза (с 150 до 300 МПа).
Однако далее отмечается, что при значительных нагрузках прессового соединения и недостаточной ширине кольца, в результате обминания контактной поверхности кольца торец ступицы может переместиться в точку А (фиг.1). Если это произойдет, то предел выносливости такого соединения может снизиться, по сравнению с сопряжением без колец, так как жесткость ступицы у торцов увеличится.
Известен способ электроэрозионного легирования (ЭЭЛ), при помощи которого можно изменить твердость металлической поверхности:
- повысить твердость нанесением на поверхность материала более высокой твердости или диффузионным введением в поверхностный слой необходимых химических элементов из окружающей среды или из материала анода;
- понизить твердость, нанося на поверхность более мягкие материалы;
- повысить твердость при обработке незакаленного, но закаливающегося материала, применяя импульсы с большей энергией или более длительные, разогревающие металл несколько глубже суммарной толщины нанесенного и диффузионного слоев [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М. Машиностроение, 1976. - c.19].
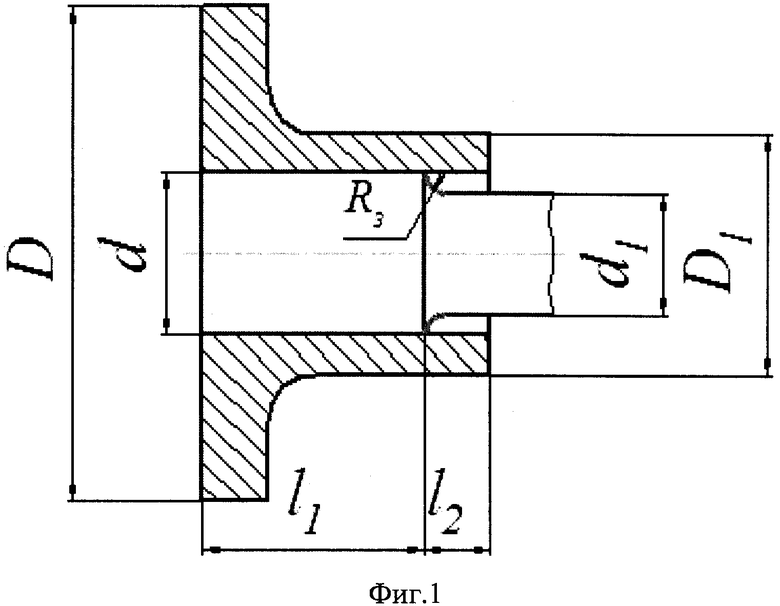
Для подступичной части вала по сравнению со ступицей имеются меньшие возможности варьирования конструкции. Одним из наиболее распространенных способов увеличения сопротивления усталости является увеличение диаметра подступичной части с плавным переходом к утолщению от основного диаметра. Здесь могут иметь место три случая: торец ступицы нависает над галтелью (фиг.1), торец ступицы заподлицо с концом подступичной части (l2=0) и торец ступицы не доходит до конца подступичной части (l2 имеет отрицательную величину) [Л.Т. Балацкий. Прочность прессовых соединений. К.: Техника, 1982. - C.129-130]. Для существенного повышения несущей способности прессовых соединений в последнее время широкое развитие получило направление, связанное с введением в зону контакта мягких и твердых прослоек.
В [Л.Т. Балацкий. Прочность прессовых соединений. К.: Технiка, 1982. - с.141] автор приводит результаты работ А. Тума и Ф. Вупдерлиха, в которых отмечается значительный эффект повышения предела выносливости валов с напрессованными деталями путем цементации. Было установлено, что на предел выносливости образцов диаметром 12 мм с запрессованными втулками влияла поводка их при закалке. После принятия мер, предупреждающих поводку, предел выносливости повысился с 137,3 до 412,0 МПа. По данным Э. Лера предел выносливости цементированных образцов диаметром 60 мм в запрессовке повысился более чем в два раза.
Анализ литературных источников показывает отсутствие единого механизма защиты от фреттинг-коррозии. Установлено, что фреттинг-коррозию деталей можно уменьшить или полностью исключить, изменяя качественные параметры их поверхностных слоев, например, нанесением коррозионно-стойких защитных покрытий требуемой твердости, толщины и коэффициента трения, прочно соединенных с основой детали и не снижающих их усталостную прочность.
Одним из наиболее перспективных способов формирования поверхностных слоев деталей с требуемыми свойствами является метод электроэрозионного легирования (ЭЭЛ). Метод имеет ряд специфических особенностей, одной из которых является то, что процесс легирования может происходить без переноса материала анода на поверхность катода и не образовывать прироста материала, например, при ЭЭЛ графитовым электродом [Лазаренко Н.И. Электроискровое легирование металлических поверхностей, - М.: Машиностроение, 1976. - С.4].
Способ ЭЭЛ графитовым электродом основан на процессе диффузии (насыщении поверхностного слоя детали углеродом) и имеет определенное сходство с разновидностью химико-термической обработки - цементацией.
По сравнению с обычной цементацией, способ цементации стальных деталей ЭЭЛ не только обладает всеми достоинствами сравниваемого метода, то есть упрочнение поверхности детали осуществляется при сохранении свойств ее исходного материала, но, кроме того, не происходит ее коробления, а малогабаритные установки позволяют выполнять упрочнение на любом имеющемся оборудовании. Производительность процесса при этом составляет 1-5 мин/см2.
При ЭЭЛ графитовым электродом упрочнение поверхности детали происходит за счет диффузионно-закалочных процессов, заключающихся в локальном насыщении ее углеродом, при достаточно высокой температуре (до 10000°С), с последующим быстрым охлаждением до практически комнатной температуры самой детали.
Цементацию стальных деталей электроэрозионным легированием (ЦЭЭЛ) можно выделить в отдельное направление, позволяющее формировать на деталях машин поверхностные слои повышенной износостойкости без изменения исходного размера детали [Пат. 2337796. Российская Федерация. МПК В23Н 9/00. Способ цементации стальных деталей электроэрозионным легированием / Марцинковский B.C., Тарельник В.Б., Белоус А.В.; заявл. 05.10.2006; опубл. 10.04. 2008, Бюл. №31. - 3 с., прототип].
При ЦЭЭЛ стальных деталей толщина упрочненного слоя зависит от энергии разряда и времени легирования (производительности процесса). С увеличением энергии разряда и времени легирования толщина упрочненного слоя увеличивается. При этом возрастает и шероховатость поверхности. Так при ЭЭЛ углеродом среднеуглеродистой легированной стали 40Х (Ra=0,5 мкм) с производительностью 5 мин/см2 при энергии разряда 6,8 Дж толщина слоя повышенной твердости составляет более 1,15 мм. Шероховатость поверхности при этом соответствует Ra=11,7-14,0 мкм.
Для снижения шероховатости поверхности после ЦЭЭЛ применяют, как правило, методы поверхностно-пластического деформирования (ППД).
Среди методов ППД особого внимания заслуживают: обкатывание шариком, роликом и ультразвуковое упрочнение - метод безабразивной ультразвуковой финишной обработки (БУФО).
Несмотря на то, что последующая обработка БУФО значительно снижает шероховатость поверхности, для многих деталей машин это является недостаточным.
Технической задачей, на решение которой направлено изобретение, является повышение усталостной прочности валов неподвижных соединений. Для этого создан способ изготовления неподвижного соединения типа вал-ступица стальных деталей, который, как и известный способ, включает формирование покрытия методом электроэрозионного легирования, по крайней мере, на одной из сопрягаемых поверхностей соединяемых деталей с последующей их сборкой, но при котором, в соответствии с заявляемым изобретением, на внутренней поверхности ступицы в зонах, примыкающих к ее торцам, методом электроэрозионного легирования формируют кольцеобразный диффузионный слой, при этом толщину нанесенного слоя из мягкого антифрикционного материала и шероховатость поверхности обеспечивают за счет выбора режимов электроэрозионного легирования, материала электрода и способа нанесения слоя мягкого антифрикционного материала.
Кольцеобразный диффузионный слой шириной 5-10 мм формируют электродом-инструментом из меди или оловянной бронзы при энергии разряда 0,01-3,4 Дж на поверхностях канавок, выполненных на посадочном диаметре ступицы. Причем, кольцеобразный диффузионный слой формируют на поверхностях канавок ступицы при энергии разряда 0,01-0,5 Дж на воздухе и при энергии разряда 0,01-3,4 Дж в защитной среде аргона.
Создан способ изготовления неподвижного соединения типа вал-ступица стальных деталей, который, как и известный способ, включает формирование покрытия методом электроэрозионного легирования, по крайней мере, на одной из сопрягаемых поверхностей соединяемых деталей с последующей их сборкой, но при котором, в соответствии с заявляемым изобретением, подступичную поверхность вала подвергают цементации методом электроэрозионного легирования, после чего на цементированный слой методом электроэрозионного легирования наносят слой мягкого антифрикционного материала, а затем обрабатывают его методом поверхностно-пластической деформации, при этом толщину нанесенного слоя из мягкого антифрикционного материала и шероховатость поверхности обеспечивают за счет выбора режимов электроэрозионного легирования, материала электрода и способа нанесения слоя мягкого антифрикционного материала.
Подступичную поверхность вала подвергают цементации методом электроэрозионного легирования графитовым электродом при энергии разряда 0,1-6,8 Дж, а цементированную подступичную поверхность вала подвергают электроэрозионному легированию серебром или медью.
Цементированную подступичную поверхность вала могут подвергать электроэрозионному легированию электродом из оловянной бронзы, формируя при этом мягкий антифрикционный слой толщиной до 2,5 мм, и увеличивая диаметр подступичной части вала на 5,00 мм.
В зоне подступичной поверхности вала формируют радиус перехода (галтели) от участка вала большего диаметра к участку вала обычного диаметра путем снижения энергии разряда и/или повышения усилия поверхностно-пластического деформирования.
Создан способ изготовления неподвижного соединения типа вал-ступица стальных деталей, который, как и известный способ, включает формирование покрытия методом электроэрозионного легирования, по крайней мере, на одной из сопрягаемых поверхностей соединяемых деталей с последующей их сборкой, но при котором, в соответствии с заявляемым изобретением, на внутренней поверхности ступицы в зонах, примыкающих к ее торцам, методом электроэрозионного легирования формируют кольцеобразный диффузионный слой, а подступичную поверхность вала подвергают цементации методом электроэрозионного легирования, после чего на цементированный слой методом электроэрозионного легирования наносят слой мягкого антифрикционного материала, а затем обрабатывают его методом поверхностно-пластической деформации, при этом толщину нанесенного слоя из мягкого антифрикционного материала и шероховатость сопрягаемых поверхностей обеспечивают за счет выбора режимов электроэрозионного легирования, материала электрода и способа нанесения слоя мягкого антифрикционного материала.
Кольцеобразный диффузионный слой шириной 5-10 мм формируют электродом-инструментом из меди или оловянной бронзы при энергии разряда 0,01-3,4 Дж на поверхностях канавок, выполненных па посадочном диаметре ступицы. Причем, кольцеобразный диффузионный слой формируют на поверхностях канавок ступицы при энергии разряда 0,01-0,5 Дж на воздухе и при энергии разряда 0,01-3,4 Дж в защитной среде аргона.
При этом следует иметь в виду, что ширина диффузионного слоя обусловливается размерными показателями соединения.
Подступичную поверхность вала подвергают цементации методом электроэрозионного легирования графитовым электродом при энергии разряда 0,1-6,8 Дж, а цементированную подступичную поверхность вала подвергают электроэрозионному легированию серебром или медью.
Цементированную подступичную поверхность вала могут подвергать электроэрозионному легированию электродом из оловянной бронзы, формируя при этом мягкий антифрикционный слой толщиной до 2,5 мм, и увеличивая диаметр подступичной части вала на 5,00 мм.
В зоне подступичной поверхности вала формируют радиус перехода (галтели) от участка вала большего диаметра к участку вала обычного диаметра путем снижения энергии разряда и/или повышения усилия поверхностно-пластического деформирования
Указанные выше способы направлены на решение одной технической задачи, а именно, повышение усталостной прочности валов неподвижных соединений, а решение задачи основано на общем принципе, то есть, на получении качественного износостойкого слоя с требуемой шероховатостью, по крайней мере, на одной из сопрягаемых поверхностей методом электроэрозионного легирования. Следовательно, можно сделать вывод о том, что указанные изобретения объединены единым изобретательским замыслом и являются вариантами одного способа решения одной технической задачи.
Описание осуществления изобретения представлено со ссылками на графические материалы, где:
На фиг.1' представлено схематическое изображение прессового соединения со вставными кольцами: 1 - ступица; 2 - вставное кольцо; 3 - вал.
На фиг.1 представлено схематическое изображение прессового соединения с увеличенным диаметром подступичной части.
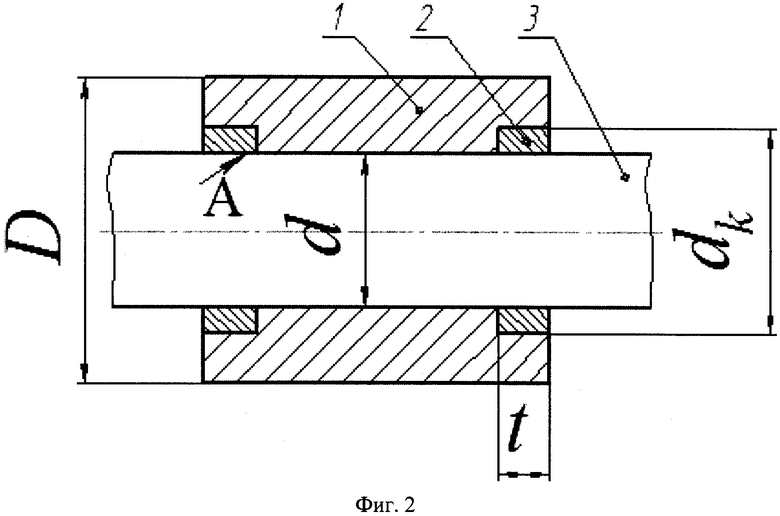
На фиг.2 представлено схематическое изображение ступицы с диффузионным слоем меди.
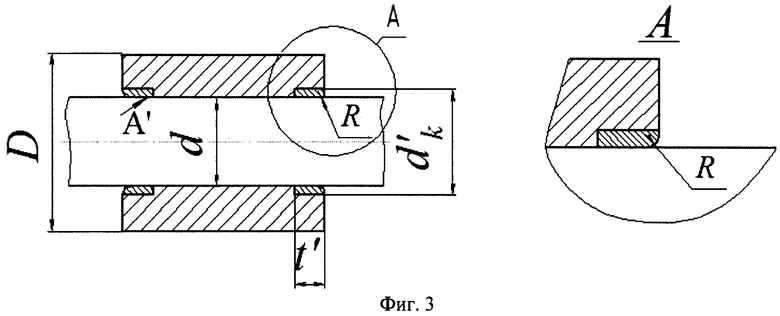
На фиг.3 представлено схематическое изображение ступицы с закругленными торцами.
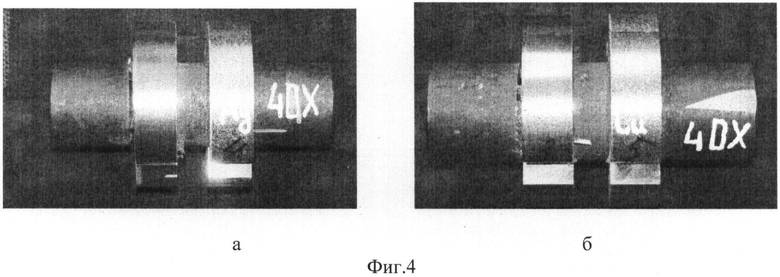
На фиг.4 представлено изображение стальных образцов для исследования результатов цементации электроэрозионным легированием (ЦЭЭЛ) и электроэрозионным легированием (ЭЭЛ): а - серебром и б - медью.
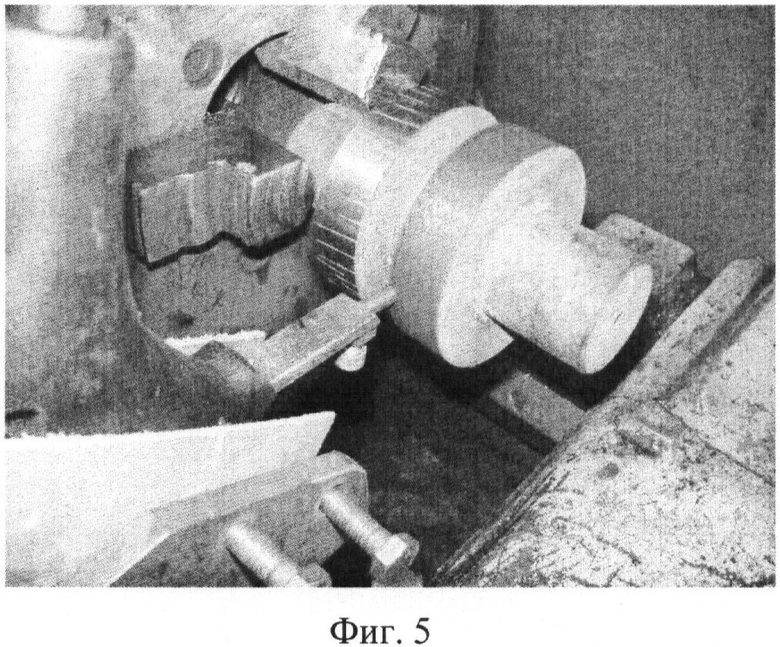
На фиг.5 представлено схематическое изображение ЦЭЭЛ с использованием токарного станка.
На фиг.6 представлено изображение шлифов для проведения металлографических и дюрометрических исследований.
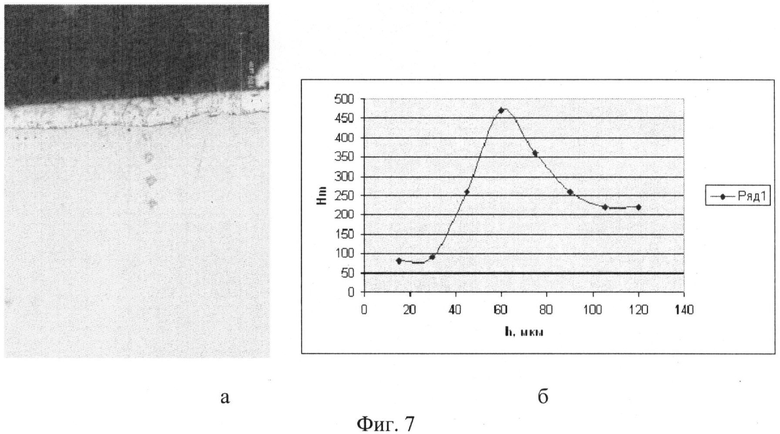
На фиг.7 представлено изображение микрошлифа (а) и схемы распределения микротвердости в поверхностном слое стали 40Х образца №1(б).
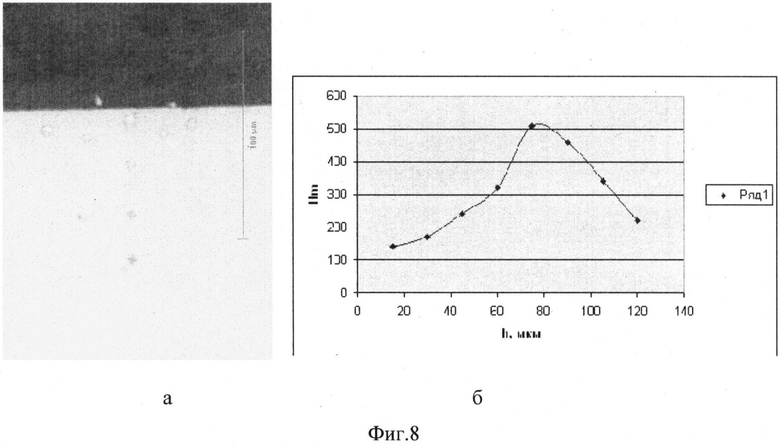
На фиг.8 представлено изображение микрошлифа (а) и распределение микротвердости в поверхностном слое стали 40Х образца №2(б).
В соответствии с настоящим изобретением, обрабатывали внутреннюю поверхность ступицы, примыкающую к ее закругленным внутренним торцам. При этом на поверхности ступицы из стали 20 формировали прочный диффузионный слой из меди или оловянной бронзы (фиг.2).
В предлагаемом варианте существует возможность использования и такого конструктивного признака, как закругление внутренних торцов ступицы, который обеспечивает такой дополнительный положительный эффект, как снижение ее жесткости (фиг.3).
Ниже в табл.1 приведены режимы работы установки электроэрозионного легирования "УИЛВ-8", а также данные по шероховатости и толщине покрытий из меди и оловянной бронзы на стали 20.
Электроэрозионное легирование стали 20 электродами из меди и оловянной бронзы на установке "УИЛВ-8"
режима
Следует отметить, что, начиная с 15 режима, когда энергия разряда составляет 0,56 Дж, электроды как из меди, так и из оловянной бронзы, начинают более интенсивно окисляться, что приводит к снижению качества обрабатываемой поверхности.
Повысить качество формируемых слоев при использовании больших энергий разряда можно путем применения защитной среды аргона. Ниже в табл.2 приведены данные по шероховатости и толщине покрытий из меди и оловянной бронзы, в зависимости от энергии разряда, полученные при ЭЭЛ стали 20 на установке модели «Элитрон-52А» в защитной среде аргона.
Дюрометрический анализ показывает, что при легировании стали 20 медью и оловянной бронзой как на воздухе, так и в среде аргона, микротвердость на поверхности слоя составляет, соответственно, 850-900 МПа и 1050-1150 МПа. По мере углубления, она плавно увеличивается до микротвердости зоны термического влияния (2500-3000 МПа), а затем переходит в микротвердость основного металла 1750-1800 МПа. Толщина зоны термического влияния зависит от режима легирования и составляет, например, для энергии разряда 0,56 Дж на воздухе 50 мкм, а в среде аргона 40 мкм.
Зависимость шероховатости поверхности и толщины покрытий из меди и оловянной бронзы от энергии разряда при ЭЭЛ стали 20 на установке модели «Элитрон-52А» в защитной среде аргона
Выбор предельных значений энергии разряда для нанесения меди и оловянной бронзы обусловлен природой их взаимодействия с деформируемыми твердыми металлами.
Нижний предел энергии разряда ограничивается эффективностью способа. Увеличение энергии разряда выше верхнего предела при нанесении меди или оловянной бронзы на воздухе приводит к более интенсивному окислению, появляются прижоги, что отрицательно влияет на формирование слоев, полученных электроэрозионным способом.
В нейтральной среде аргона окисление практически отсутствует. Однако увеличение энергии разряда до 6,8 Дж приводит к резкому увеличению шероховатости поверхности (см. табл.2).
Таким образом, на основании проведенных исследований можно рекомендовать применение в качестве легирующих электродов меди и оловянной бронзы, что позволяет формировать на поверхности стали 20 покрытия со сплошностью до 100%. При этом лучшее качество покрытия (сплошность, шероховатость, равномерность и др.) достигается при использовании защитной среды - аргона.
Кроме того, к преимуществам предлагаемого способа можно отнести экономию цветных металлов, а также упрощение технологии изготовления ступицы.
В соответствии с настоящим изобретением, обрабатывали подступичную поверхность вала из стали 40Х.
Качество цементированного слоя вала можно повысить как за счет выбора наиболее рациональных режимов обработки, так и за счет нанесения на цементированный слой мягких антифрикционных материалов, например, меди, серебра и др., и последующей обработки БУФО.
Ниже приведена методика и результаты проведенных исследований.
Производительность процесса электроэрозионной цементации (ЭЦ), в зависимости от режима легирования представлена в табл.3.
Производительность процесса цементации электроэрозионным легированием (ЦЭЛ), в зависимости от режима легирования
ЦЭЭЛ выполнялась па переносной установке ЭЭЛ с ручным вибратором, обеспечивающей энергию разряда в диапазоне 0,1…0,53 Дж «Элитрон - 22А» и установке электроэрозиошюго легирования большей мощности - «Элитрон - 52А» с энергией разряда до 6,8 Дж.
Процесс ЦЭЭЛ проводился в автоматическом режиме с помощью специального приспособления на различных режимах в диапазоне энергий разряда (Wp) от 0,1 до 6,8 Дж.
Для исследований использовали специальные образцы, изготовленные из стали 40Х, в виде катушки, состоящей из двух дисков диаметром 50 мм и шириной 10 мм, соединенных между собой проставкой диаметром 15 мм, и имеющей два технологических участка такого же диаметра (фиг.4). Поверхности дисков перед ЦЭЭЛ шлифовались до Ra=0,5 мкм. Образцы закреплялись в патроне токарного станка, после чего производилось ЦЭЭЛ, легирование серебром и медью и обработка БУФО (фиг.5). На всех этапах обработки измерялась шероховатость поверхности на приборе профилографе профилометре мод. 201 завода «Калибр». Из дисков, в свою очередь, вырезались отдельные сегменты, из которых изготавливались шлифы для металлографических и дюрометрических исследований (фиг.6).
После изготовления шлифы исследовали на оптическом микроскопе «Неофот-2», где проводилась оценка качества слоя, его сплошности, толщины и строения зон подслоя - диффузионной зоны и зоны термического влияния. Одновременно проводился дюрометрический анализ на распределение микротвердости в поверхностном слое и по глубине шлифа от поверхности. Замер микротвердости проводили на микротвердомере ПМТ-3 вдавливанием алмазной пирамиды.
При ЦЭЭЛ деталей использовались графитовые электроды марки ЭГ-4 ОСТ 229-83.
Ниже представлены результаты исследования следующих серий образцов из стали 40Х:
- цементация (Wp=2,83 Дж; с производительностью 5 мин/см2); легирование серебром (Wp=0,31 Дж; с производительностью 1 мин/см); обработка БУФО (образец №1);
- цементация (Wp=2,83 Дж; с производительностью 5 мин/см2); легирование медью (Wp=0,31 Дж; с производительностью 1 мин/см); обработка БУФО (образец №2).
Результаты измерения шероховатости поверхности образца №1 после цементации и электроэрозионного легирования серебром представлены в таблице 4 и с последующей обработкой БУФО в таблице 5.
Шероховатость поверхности образца №1 после цементации и ЭЭЛ серебром
Шероховатость поверхности образца №1 после цементации, ЭЭЛ серебром и обработки БУФО
Следует отметить, что при ЭЭЛ серебром диаметр образца увеличился на 0,05 мм, а после обработки БУФО снизился на 0,03 мм.
На фиг.7 изображен микрошлиф, и распределение микротвердости в образце №1 из стали 40Х. Как видно из рисунка на поверхности образца располагается слой с твердостью порядка 80-90 HV, который ниже микротвердости основы (220 HV) и глубиной до 35 мкм. Далее, по мере углубления микротвердость плавно повышается и на глубине ~ 60 мкм достигает максимального значения 470 HV, после чего снова плавно понижается до глубины 100 мкм, на которой соответствует микротвердости основы.
Результаты измерения шероховатости поверхности образца №2 после цементации и электроэрозионного легирования медью представлены в таблице бис последующей обработкой БУФО в таблице 7.
Шероховатость поверхности образца №2 после цементации и ЭЭЛ медью
Шероховатость поверхности образца №2 после цементации, ЭЭЛ медью и обработки БУФО
На фиг.8 изображен микрошлиф, и распределение микротвердости в образце №2. Как видно из рисунка на поверхности образца располагается слой с твердостью порядка 140-170 HV, который ниже микротвердости основы (220 HV) и глубиной до 40 мкм. Далее, по мере углубления микротвердость плавно повышается и на глубине ~ 75 мкм достигает максимального значения 510 HV, после чего снова плавно понижается до глубины 120 мкм и на которой соответствует микротвердости основы.
Отмечено, что при ЭЭЛ медью диаметр образца увеличился на 0,04 мм, а после обработки БУФО снизился на 0,02 мм.
Анализируя проведенные исследования можно сказать, что при нанесении мягких антифрикционных металлов, например меди или серебра на участки, цементированные методом ЭЭЛ, поверхность детали формируется из двух слоев:
- слоя из мягкого антифрикционного металла, находящегося снаружи; и
- слоя из твердого износостойкого металла, находящегося ниже.
Нанесение мягкого антифрикционного металла позволяет при последующей обработке БУФО получить качественный износостойкий слой с требуемой шероховатостью.
Толщину нанесенного слоя из мягкого антифрикционного материала можно регулировать за счет режима ЭЭЛ, способа нанесения и материала электрода. Так, на механизированной установке ЭИЛ - 9, используя электроды из оловянной бронзы, можно формировать слои до 2,5 мм, увеличивая диаметр подступичной части вала на 5,0 мм.
Радиус перехода (галтели) на участке от утолщенной части вала к обычному диаметру можно формировать:
- снижая энергию разряда;
- повышая усилие обкатки.
К достоинствам предлагаемого способа можно отнести: экономию металла при изготовлении валов с увеличенным диаметром, а также упрощение технологии их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛУЧШЕНИЯ ПРИРАБАТЫВАЕМОСТИ ПАРЫ ТРЕНИЯ "ВКЛАДЫШ ПОДШИПНИКА - ШЕЙКА ВАЛА" | 2012 |
|
RU2528070C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО УДАЛЕННОГО УПРОЧНЕННОГО СЛОЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2631436C2 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2603932C1 |
| СПОСОБ ОБРАБОТКИ КОНТАКТИРУЮЩИХ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕМЕНТОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ИМПУЛЬСНОГО ТОРЦОВОГО УПЛОТНЕНИЯ (ИТУ), РАБОТАЮЩЕГО В КРИОГЕННЫХ СРЕДАХ (ВАРИАНТЫ) | 2016 |
|
RU2648434C2 |
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЭРОЗИОННЫМ ЛЕГИРОВАНИЕМ | 2011 |
|
RU2468899C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ИМПУЛЬСНОГО ТОРЦОВОГО УПЛОТНЕНИЯ (ИТУ), РАБОТАЮЩЕГО В КРИОГЕННЫХ СРЕДАХ (ВАРИАНТЫ) | 2016 |
|
RU2648425C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2017 |
|
RU2688787C2 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2009 |
|
RU2404378C1 |
Изобретение относится к машиностроению, в частности к изготовлению роторов турбин, компрессоров и насосов, валов с зубчатыми колесами редукторов, осей и валов сельскохозяйственных машин и др. Способ изготовления неподвижного соединения типа вал-ступица стальных деталей, включающий формирование покрытия методом электроэрозионного легирования, по крайней мере, на одной из сопрягаемых поверхностей соединяемых деталей с последующей их сборкой, отличающийся тем, что на внутренней поверхности ступицы в зонах, примыкающих к ее торцам, методом электроэрозионного легирования формируют кольцеобразный диффузионный слой, а подступичную поверхность вала подвергают цементации методом электроэрозионного легирования, после чего на цементированный слой методом электроэрозионного легирования наносят слой мягкого антифрикционного материала, а затем обрабатывают его методом поверхностно-пластической деформации, при этом толщину нанесенного слоя из мягкого антифрикционного материала и шероховатость сопрягаемых поверхностей обеспечивают за счет выбора режимов электроэрозионного легирования, материала электрода и способа нанесения слоя мягкого антифрикционного материала. Технический результат заявленного изобретения заключается в повышении усталостной прочности валов неподвижных соединений, а также в экономии цветных металлов и упрощение технологии изготовления ступицы. 3 н. и 14 з.п. ф-лы, 7 табл., 8 ил.
1. Способ изготовления неподвижного соединения типа вал-ступица стальных деталей, включающий формирование покрытия методом электроэрозионного легирования, по крайней мере, на одной из сопрягаемых поверхностей соединяемых деталей с последующей их сборкой, отличающийся тем, что на внутренней поверхности ступицы в зонах, примыкающих к ее торцам, методом электроэрозионного легирования формируют кольцеобразный диффузионный слой, при этом толщину нанесенного слоя из мягкого антифрикционного материала и шероховатость сопрягаемых поверхностей обеспечивают за счет выбора режимов электроэрозионного легирования, материала электрода и способа нанесения слоя мягкого антифрикционного материала.
2. Способ по п.1, отличающийся тем, что кольцеобразный диффузионный слой шириной 5-10 мм формируют электродом-инструментом из меди или оловянной бронзы при энергии разряда 0,01-3,4 Дж на поверхностях канавок, выполненных на посадочном диаметре ступицы.
3. Способ по п.1 или 2, отличающийся тем, что кольцеобразный диффузионный слой формируют на поверхностях канавок ступицы при энергии разряда 0,01-0,5 Дж на воздухе.
4. Способ по п.1 или 2, отличающийся тем, что кольцеобразный диффузионный слой формируют на поверхностях канавок ступицы при энергии разряда 0,01-3,4 Дж в защитной среде аргона.
5. Способ изготовления неподвижного соединения типа вал-ступица стальных деталей, включающий формирование покрытия методом электроэрозионного легирования, по крайней мере, на одной из сопрягаемых поверхностей соединяемых деталей с последующей их сборкой, отличающийся тем, что подступичную поверхность вала подвергают цементации методом электроэрозионного легирования, после чего на цементированный слой методом электроэрозионного легирования наносят слой мягкого антифрикционного материала, а затем обрабатывают его методом поверхностно-пластической деформации, при этом толщину нанесенного слоя из мягкого антифрикционного материала и шероховатость сопрягаемых поверхностей обеспечивают за счет выбора режимов электроэрозионного легирования, материала электрода и способа нанесения слоя мягкого антифрикционного материала.
6. Способ по п.5, отличающийся тем, что подступичную поверхность вала подвергают цементации методом электроэрозионного легирования графитовым электродом при энергии разряда 0,1-6,8 Дж.
7. Способ по п.5 или 6, отличающийся тем, что цементированную подступичную поверхность вала подвергают электроэрозионному легированию серебром или медью.
8. Способ по п.5 или 6, отличающийся тем, что цементированную подступичную поверхность вала подвергают электроэрозионному легированию электродом из оловянной бронзы, при этом формируют мягкий антифрикционный слой толщиной до 2,5 мм и увеличивают диаметр под ступичной части вала на 5,00 мм.
9. Способ по п.5, отличающийся тем, что в зоне подступичной поверхности вала формируют радиус перехода (галтели) от участка вала большего диаметра к участку вала меньшего диаметра путем снижения энергии разряда и/или повышения усилия поверхностно-пластического деформирования.
10. Способ изготовления неподвижного соединения типа вал-ступица стальных деталей, включающий формирование покрытия методом электроэрозионного легирования, по крайней мере, на одной из сопрягаемых поверхностей соединяемых деталей с последующей их сборкой, отличающийся тем, что на внутренней поверхности ступицы в зонах, примыкающих к ее торцам, методом электроэрозионного легирования формируют кольцеобразный диффузионный слой, а подступичную поверхность вала подвергают цементации методом электроэрозионного легирования, после чего на цементированный слой методом электроэрозионного легирования наносят слой мягкого антифрикционного материала, а затем обрабатывают его методом поверхностно-пластической деформации, при этом толщину нанесенного слоя из мягкого антифрикционного материала и шероховатость сопрягаемых поверхностей обеспечивают за счет выбора режимов электроэрозионного легирования, материала электрода и способа нанесения слоя мягкого антифрикционного материала.
11. Способ по п.10, отличающийся тем, что кольцеобразный диффузионный слой шириной 5-10 мм формируют электродом-инструментом из меди или оловянной бронзы при энергии разряда 0,01-3,4 Дж на поверхностях канавок, выполненных на посадочном диаметре ступицы.
12. Способ по п.10 или 11, отличающийся тем, что кольцеобразный диффузионный слой формируют на поверхностях канавок ступицы при энергии разряда 0,01-0,5 Дж на воздухе.
13. Способ по п.10 или 11, отличающийся тем, что кольцеобразный диффузионный слой формируют на поверхностях канавок ступицы при энергии разряда 0,01-3,4 Дж в защитной среде аргона.
14. Способ по п.10, отличающийся тем, что подступичную поверхность вала подвергают цементации методом электроэрозионного легирования графитовым электродом при энергии разряда 0,1-6,8 Дж.
15. Способ по п.10 или 14, отличающийся тем, что цементированную подступичную поверхность вала подвергают электроэрозионному легированию серебром или медью.
16. Способ по п.10 или 14, отличающийся тем, что цементированную подступичную поверхность вала подвергают электроэрозионному легированию электродом из оловянной бронзы, при этом формируют мягкий антифрикционный слой толщиной до 2,5 мм и увеличивают диаметр подступичной части вала на 5,00 мм.
17. Способ по п.10, отличающийся тем, что в зоне подступичной поверхности вала формируют радиус перехода (галтели) от участка вала большего диаметра к участку вала меньшего диаметра путем снижения энергии разряда и/или повышения усилия поверхностно-пластического деформирования.
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |
| Способ электроэрозионного легирования | 1988 |
|
SU1734968A1 |
| Способ изготовления поверхностей трения | 1991 |
|
SU1798070A1 |
| Способ нанесения покрытия | 1979 |
|
SU833424A1 |
| JP 2003166539 A, 13.06.2003 | |||
| Способ формирования покрытий | 1985 |
|
SU1313610A1 |

