Изобретение относится к прокатному производству и может быть использовано на металлургических заводах, а также на заготовительных участках машиностроительных и других предприятий.
Одним из видов сварки давлением является совместная прокатка исходных компонентов, например, в виде ленты из однородных или разнородных металлов. Для получения прочного сварного соединения в такой ситуации необходимо обеспечить по меньшей мере равенство относительных деформаций компонентов для того, чтобы исключить касательные напряжения на границе между соединяемыми компонентами в процессе /ix совместной пластической деформации, а также полноту протекания диффузионных и релаксационных процессов в многослойной плакированной ленте после образования временных межатомных связей металлов соединяемых компонентов в процессе их взаимодействия.
Известны способы прокатки путем наложения обратной асимметрии процесса на исходную асимметрию пакета.
Известен способ, согласно которому прокатку ведут в валках неравномерного диаметра, причем, компонент с большим сопротивлением пластической деформации контактирует с валком меньшего диаметра.
Недостатком этого способа является необходимость иметь большое число пар валков для того, чтобы охватить широкий диапазон комбинаций физических и геофизических параметров .компонентов, что практически невозможно.
При сварке путем холодной прокатки скорость протекания диффузионных и релаксационных процессов мала, и время взаимодействия свариваемых компонентов под давлением в очаге деформации недостаточно для образования прочного соединения.
Наиболее близким к предлагаемому является способ изготовления многослойной ленты, включающий сборку пакета симмет(Л
VI ел о
00
о
ричного или асимметричного и его холодную прокатку.
Целью изобретения является повышение качества ленты за счет улучшения сцепления составляющих при полноте протекания диффузионных и релаксационных процессов.
Поставленная цель достигается тем, что согласно способу получения плакированной ленты, включающему сборку состзвля- ющих в симметричный или асимметричный пакет и его дальнейшую холодную прокатку, прокатку осуществляют с периодической остановкой аалков, принимая время вращения валков т.д равным времени движения объема металла, заключенного в очаге деформации от плоскости входа до плоскости выхода из него, а время остановки валков т0 не менее времени, определяемого из выражения.
. ф - 1,
где L - путь движения дислокации до барьера, см;
b - модуль вектора Бюргерсз, см;
е - относительная деформация компонентов.
Согласно аналогу условием обеспечения прочного соединения исходных компонентов при их совместной пластической деформации является неравенство
,(1)
где tn длительность взаимодействия, т.е. время действия сжимающих напряжений на свариваемые металлы;
tc - время, в течение которого образуется число активных центров, достаточное для образования прочного сварного соединения.
При установившейся прокатке
7 @)
где тд - время движения металла от плоскости входа до плоскости выхода в очаге деформации;I - длина очага деформации; V - окружная скорость вращения валков;
R - радиус валков;
Д h - абсолютное обжатие пакета
С другой стороны
tc-Јr|,(3)
где L - путь движения дислокации до барьера, зависящий от плотности дислокации;
b - модуль вектора Бюргерса;
S - площадь одного активного центра (З-лг2 я-252Ь2 )
е - скорость деформации.
t,
tc
(5)
(6)
Согласно теории прокатки скорость деформации можно определить по формуле
,-4V Wл«
TW(4)
где А- коэффициент вытяжки МСЛ;
Е- относительная деформация МСЛ;
h0 - исходная толщина пакета.
С учетом выргжения (4) формула (3) примет вид
L b ЗА );Rh7 S™ W ГЗГ
или
ifRho
1330 V b У к
Расчеты показывают, что при установившейся холодной прокатке плакированной ленты условие(1) не выполняется () и требуемая прочность сварного соединения не достигается, а происходит только схватывание контактных поверхностей, т.е. образуются временные межатомные связи.
Прокатку ведут при вращении валков по пульсирующему циклу: поворот валка - остановка - поворот валка - остановка и т.д. Согласно предлагаемому способу
tB tfl+t0.(7)
где to время остановки валков.
С учетом (7) выражение (1) преобразуется к новому условию получения прочного сварного соединения при прокатке:
to(tc-tfl)(8)
После подстановки в неравенство (8) tc и 1д и преобразований, получим L
1с-1д т
-1.
(9)
1330 -t(1 -e)b
Таким образом, предлагаемый способ получения плакированной ленты, который может осуществляться в любом варианте асимметричной прокатки, содержит следующие новые приемы: поворот валка в течение времени согласно условию (2) для деформации объема металла, ограниченного очагом деформации; остановка валка на время, определяемое условием (9), необходимое для полного протекания диффузионных и релаксационных процессов и образования прочного сварного соединения
В течение времени t0 в зоне сварного соединения в результате протекания диф-: фузионных процессов образуются общие зерна или новые фазы соединяемых компонентов. Кроме того, происходит релаксация остаточных упругих напряжений, которые могут приводить в разрушению временных межатомных связей металлов компонентов после выхода многослойной ленты из валков.
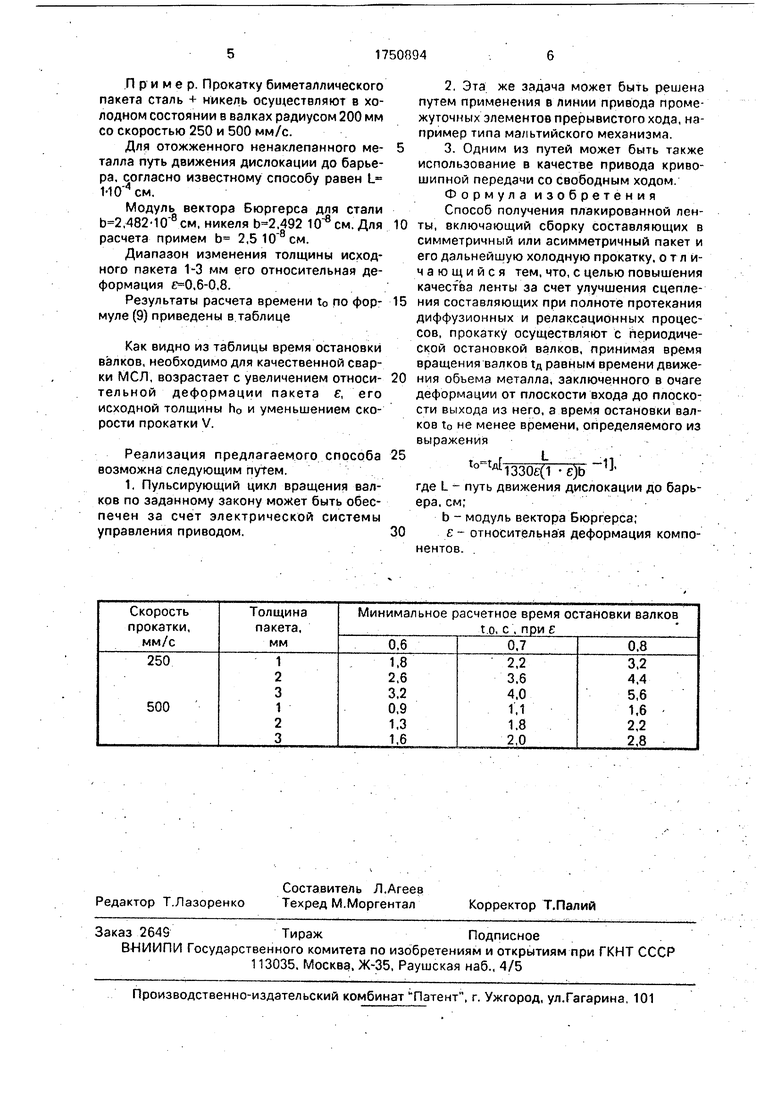
Пример. Прокатку биметаллического пакета сталь + никель осуществляют в холодном состоянии в валках радиусом 200 мм со скоростью 250 и 500 мм/с.
Для отожженного ненаклепанного ме- талла путь движения дислокации до барьера, согласно известному способу равен L см.
Модуль вектора Вюргерса для стали ,482-10 8см, никеля .492 см. Для расчета примем Ь 2,5 10 см.
Диапазон изменения толщины исходного пакета 1-3 мм его относительная деформация .6-0,8.
Результаты расчета времени to по фор- муле (9) приведены в таблице
Как видно из таблицы время остановки валков, необходимо для качественной сварки МСЛ, возрастает с увеличением относи- тельной деформации пакета е, его исходной толщины h0 и уменьшением скорости прокатки V.
Реализация предлагаемого способа возможна следующим путем.
1. Пульсирующий цикл вращения валков по заданному закону может быть обеспечен за счет электрической системы управления приводом.
2.Эта же задача может быть решена путем применения в линии привода промежуточных элементов прерывистого хода, например типа мальтийского механизма.
3.Одним из путей может быть также использование в качестве привода кривошипной передачи со свободным ходом
Формула изобретения Способ получения плакированной ленты, включающий сборку составляющих в симметричный или асимметричный пакет и его дальнейшую холодную прокатку, отличающийся тем, что, с целью повышения качества ленты за счет улучшения сцепления составляющих при полноте протекания диффузионных и релаксационных процессов, прокатку осуществляют с периодической остановкой валков, принимая время вращения валков т.д равным времени движения объема металла, заключенного в очаге деформации от плоскости входа до плоскости выхода из него, а время остановки валков t0 не менее времени, определяемого из выражения
L
.
1330е(1 ф где L - путь движения дислокации до барьера, см;
Ь - модуль вектора Бюргерса;
Ј - относительная деформация компонентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННОЙ ПОЛОСЫ ПРОКАТКОЙ | 1991 |
|
RU2057628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| Способ получения биметаллических лент для электротехнических устройств | 1989 |
|
SU1703335A1 |
| Способ получения многослойных материалов | 1978 |
|
SU719851A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2552464C1 |
| КОМПОЗИЦИОННЫЙ СТАЛЬНОЙ НЕРЖАВЕЮЩИЙ МАТЕРИАЛ СО СЛОИСТОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2155134C1 |
| СПОСОБ ПОКРЫТИЯ СТАЛЬНОЙ ПОЛОСЫ АНТИФРИКЦИОННОЙ ПОРОШКОВОЙ СМЕСЬЮ | 2001 |
|
RU2208660C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
Изобретение относится к прокатному производству и может быть использовано на заводах черной и цветной металлургии. Сущность изобретения состоит в том, что прокатку составного пакета ведут при вращении валков по пульсирующему циклу, принимая время вращения валков равным времени движения объема металла, заключенного в очаге деформации и от плоскости входа до плоскости выхода из него, а время остановки валков определяют по зависимости, включенной в формулу изобретения, Пульсирующий цикл прокатки позволяет получать плакированные ленты с прочным сцеплением составляющих за счет обеспечения полноты протекания диффузионных и релаксационных процессов. 1 табл.
| Король В.К., Гильденгорн М.С | |||
| Основы технологии производства многослойных металлов | |||
| М.: Металлургия, 1970, с.62, 71-76 |
