Изобретение относится к области черной металлургии, а именно к способу изготовления биметаллических многослойных заготовок различного назначения, в частности биметаллических заготовок с коррозионно-стойкой поверхностью, и к установке для его осуществления.
Известен способ изготовления плакированных стальных листов, содержащих основной стальной лист и плакирующий слой из нержавеющей стали. В процессе изготовления стальной лист из основного материала и лист из плакирующего материала собирают в пакет, соединяют по кромкам сваркой или каким-либо другим способом, после чего подвергают прокатке с предварительным нагревом и термообработке (JP 6314991, В 23 К 20/04, С 21 8/02, 21.06.88).
Недостатками этого способа является невысокое качество полученного плакированного листа и недостаточная коррозионная стойкость листа, а также высокая себестоимость изготовления вследствие большой доли ручного труда.
Кроме того, известна установка для изготовления биметаллических многослойных заготовок, состоящая из пакетосборочного отделения, агрегата автоматической сварки пакета, нагревательного устройства и прокатного стана. Установка снабжена рольгангами, шлепперами, гидроподъемниками и кантователями, установленными между агрегатами (Л.Н.Дмитриев, Е.В.Кузнецов и др. Биметаллы. - Пермь, 1991, c.278-281). Недостатками этой установки являются низкое качество получаемой продукции и невозможность изготовления многослойных заготовок круглого или прямоугольного поперечного сечения.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления биметаллических многослойных заготовок из цилиндрической заготовки из основного металла и трубной заготовки из материала покрытия, в котором цилиндрическую заготовку вставляют в трубную заготовку, после чего собранную заготовку сваривают по торцевым краям, прокатывают и термообрабатывают (RU 2155134, В 23 В 15/18, В 23 К 20/04, 27.08.2000).
Основным недостатком данного технического решения является то, что трение, возникающее при запрессовке цилиндрической заготовки в трубную оболочку, ограничивает длину получаемых заготовок и не позволяет получать заготовки без зазора между слоями, что приводит к неоднородности по фазовому составу переходной зоны между слоями и низкому качеству соединения покрытия по длине и периметру заготовки. При дальнейшей обработке длинной биметаллической заготовки, особенно для получения тонких профилей, возможны несплошности в соединении с покрытием и даже расслоения.
Задачей изобретения является повышение качества покрытия при снижении себестоимости получаемой биметаллической продукции.
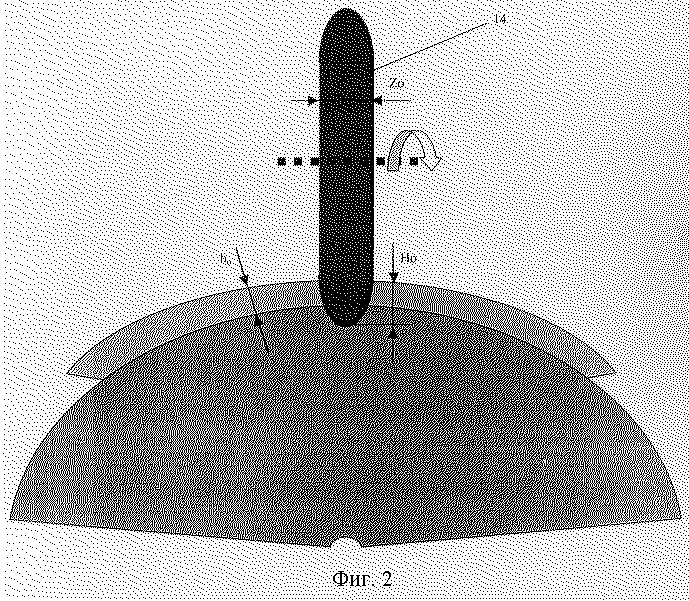
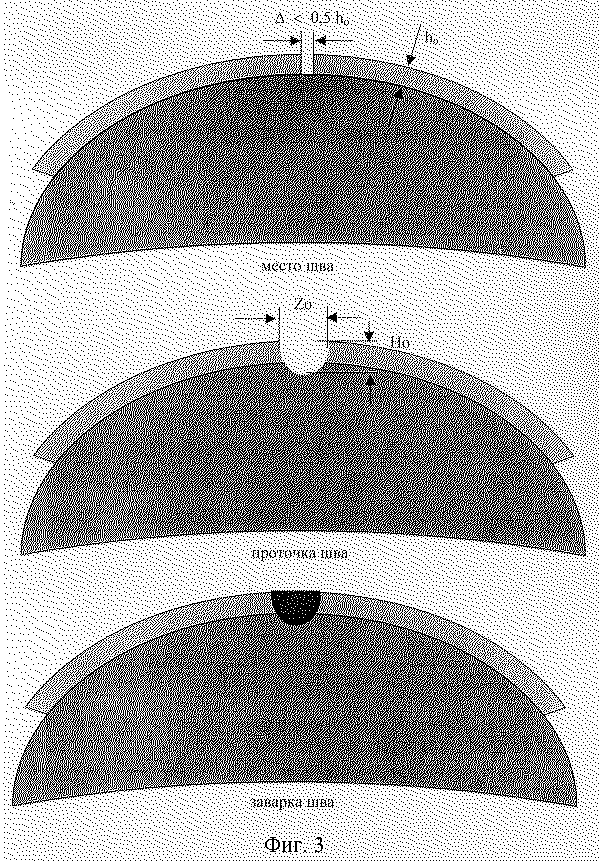
Поставленная задача решается в способе непрерывного изготовления биметаллических многослойных заготовок, в котором осуществляют сборку цилиндрической заготовки из основного материала и трубной заготовки из материала покрытия, например нержавеющей стали, сваривают полученную заготовку по торцевым краям, нагревают, прокатывают и подвергают термообработке, за счет того что сборку осуществляют запрессовкой цилиндрической заготовки в трубную заготовку незамкнутого контура с образованием зазора между продольными краями, равного (0,1-0,5)h0, где h0 - толщина трубной заготовки, разделывают под сварку продольные края шлифовальным кругом с двусторонним коническим профилем и высотой Z0, выбираемой из условия 1,3 h0 ≤ Z0 ≤ 1,9 h0 на глубину Н0 при 1,8 h0 ≥ Н0 ≥ 1,2 h0, и осуществляют сварку продольного шва.
При этом является целесообразным после сварки продольного шва нагревать заготовку под прокатку до температуры 1050-1350oС с выдержкой при этой температуре в течение времени (0,01-0,04)D (ч), где D - диаметр заготовки после сборки в мм. Прокатку целесообразно осуществлять в калибрах многоклетьевого стана с обжатиями по крайней мере в одном проходе, определяемыми из условия: ε1 ≥ 15(0,5 + D/D0)(%), где D0 - диаметр цилиндрической заготовки из основного материала в мм, а термообработку заготовки проводить при температуре 450-1150oС. Кроме того, является целесообразным осуществлять сварку торцевых и продольных швов биметаллической заготовки в защитной атмосфере.
Вышеупомянутая задача решается также на установке для непрерывного изготовления биметаллических многослойных заготовок, включающей устройство для сборки цилиндрической заготовки из основного материала с трубной заготовкой из материала покрытия, например нержавеющей стали, сварочное устройство для сварки собранной заготовки по торцевым краям, нагревательное устройство и прокатный стан, за счет того что устройство для сборки цилиндрической и трубной заготовки выполнено в виде транспортеров для подачи цилиндрической и трубной заготовок на их запрессовку через устройства для зачистки сопрягаемых поверхностей, гидроцилиндра для запрессовки цилиндрической заготовки в трубную заготовку, гидроцилиндра выгрузки биметаллической заготовки в устройство для сварки собранной заготовки по торцевым краям, устройства из зажимных патронов торцов и вращения биметаллической заготовки, далее расположено устройство для разделки под сварку продольных краев трубной заготовки шлифовальным кругом с двухсторонним коническим профилем и высотой Z0, выбираемой из условия 1,3 h0 ≤ Z0 ≤ 1,9 h0 на глубину Н0 при 1,8 h0 ≥ Н0 ≥ 1,2 h0, и сварочная головка для сварки продольного шва.
Полученная прокаткой одношовная трубная заготовка из материала покрытия с еще не сваренным швом позволяет проводить автоматическую сборку с цилиндрической заготовкой из основного материала путем запрессовки последней без больших усилий и с небольшой силой трения между контактными поверхностями. Благодаря этому можно получать длинные биметаллические заготовки (длиной 3 м и более) и диаметром больше 80 мм при повышенной производительности установки и высокой экономичности процесса. Для обеспечения высокого качества сварки и снижения затрат зазор между кромками трубной заготовки в собранном виде с цилиндрической заготовкой должен составлять (0,1-0,5)h0, где h0 - толщина трубной заготовки. Увеличение зазора приводит к снижению качества сварного шва, а его уменьшение затрудняет процесс запрессовки.
Сварку торцевых кромок и продольного шва осуществляют в защитной атмосфере с помощью патронного устройства для зажима и вращения заготовки в процессе сварки, также с применением обжимного роликового калибра продольной подачи, что позволяет герметично и максимально плотно, вплоть до небольшого пластического течения металла в контактной зоне, соединить покрытие с основным металлом без существенного окисления поверхностей. В полученной таким образом биметаллической заготовке при последующем нагреве происходит качественная диффузионная сварка с образованием протяженной в поперечном сечении однородной и сплошной в плоскости контакта по всему периметру диффузионной зоны. В случае применения в качестве материала покрытия нержавеющей стали при выполнении цилиндрической заготовки из кремнистой стали, вследствие разных коэффициентов термического расширения этих материалов сборная биметаллическая заготовка дополнительно уплотняется вплоть до пластической деформации растяжением материала оболочки у заготовок большого поперечного сечения.
Разделку собранной заготовки под сварку продольного шва ведут с помощью шлифовального круга с двухсторонним коническим профилем высотой Z0, выбираемой из условия: 1,3 h0 ≤ Z0 ≤ 1,9 h0, где h0 - толщина трубной заготовки, на глубину Н0 при 1,8 h0 ≥ Н0 ≥ 1,2 h0. Оптимальные высота шлифовального круга и глубина проточки под шов определяются толщиной трубной заготовки и обеспечивают, с одной стороны, качественную сварку покрытия, а с другой стороны, приварку покрытия к основному металлу по всей длине, а не только в торцах биметаллической заготовки. В случае, если это условие не выполняется, с одной стороны возможна некачественная диффузионная приварка покрытия к основному металлу при нагреве и прокатке заготовки, а с другой стороны чрезмерно увеличивается расход дорогой нержавеющей проволоки.
В процессе нагрева биметаллической заготовки после сварки продольного шва под прокатку при температуре от 1050 до 1350oС с выдержкой при этой температуре в течение времени, составляющем (0,01-0,04)D (ч), где D - диаметр заготовки в собранном виде (мм), формируется протяженная вглубь (10-60 мкм) и равномерная по всему периметру и длине заготовки диффузионная зона, обеспечивающая качественную диффузионную сварку слоев, микроструктура основного слоя в оптимальных для дальнейшей обработки пределах по размеру зерна, не более 200 мкм, и снижаются энергозатраты.
Согласно предложенному способу после нагрева биметаллическая заготовка поступает на непрерывный многоклетевой калибровочный стан, где, по меньшей мере, в одном проходе подвергается деформации в замкнутых калибрах с обжатиемем ε1 ≥ 15(0,5 + D/D0) (%). Из экономической целесообразности по сырьевой стоимости композиционного материала в данном соотношении D/D0 < 1,7 (то есть диаметр заготовки из основного металла должен быть не менее 60% от диаметра биметаллической заготовки). Что касается диаметра D заготовки в поперечном сечении, то здесь также имеются ограничения, связанные с экономической целесообразностью: при D меньше 80 мм чрезмерно увеличивается себестоимость продукции за счет большой удельной доли потребления энергоресурсов и расходного материала на 1 т готовой продукции, а при D более 300 мм также увеличивается себестоимость продукции, но за счет увеличения необходимых капиталовложений на изготовление, монтаж и эксплуатацию оборудования больших габаритов и мощности. Поэтому в настоящее время является целесообразным изготовление заготовок диаметром от 80 до 300 мм.
При прокатке биметаллической заготовки с разовыми обжатиями в пределах соотношения ε1 ≥ 15(0,5 + D/D0)(%) обеспечиваются, с одной стороны, благоприятные деформационные условия для формирования диффузионной зоны с высокопрочными когерентными межфазными границами за счет перекристаллизации или динамической рекристаллизации структуры в пограничных областях между слоями, это увеличивает прочность соединения покрытия; с другой стороны, данный уровень разовых обжатий обеспечивает эффективность прокатки по количеству необходимых клетей и производительности стана при выходе на заданный конечный размер заготовки. Данное соотношение есть следствие неоднородности деформации по сечению слитка, причем чем меньше диаметр основного слоя или больше толщина покрытия, то есть чем глубже от поверхности слитка залегает межфазная граница, тем большие разовые обжатия необходимы при прокатке для активации динамической рекристаллизации структуры в диффузионной зоне и пограничных к ней областях. При невыполнении вышеуказанного условия величин разового обжатия в диффузионной зоне между слоями не развивается динамическая рекристаллизация структуры, а получается устойчивая полигонизированная структура с насыщенной дислокационной дефектностью и малоугловыми разориентированными фрагментами. Такая межфазная граница не образует прочной когерентной связи по всему периметру основного слоя. При деформационном формоизменении проката в местах максимальных растягивающих напряжений образуются дефекты в виде микротрещин и несплошностей, что в конечном счете снижает качество покрытия.
После горячей прокатки биметаллическая заготовка по конвейеру поступает в печь на термообработку для формирования модулированной структуры в диффузионном слое и оптимальной микроструктуры в поперечном сечении проката. Температура термообработки в интервале от 1550 до 450oС может быть выше или ниже температуры конца прокатки, составляющей от 1050 до 850oС, и зависит от температуры нагрева и размера заготовки, скорости прокатки и конечной толщины заготовки, определяется оптическим пирометром при выходе проката из последней клети прокатного стана.
Прокатанная заготовка с когерентной межфазной границей и диффузионной зоной, состоящей из твердого раствора Fe-Cr-Ni-Si-Al с переменной концентрацией легирующих элементов по глубине зоны, термообрабатывается при температуре выше или ниже температуры конца прокатки с целью создания термических напряжений по поперечному сечению проката вследствие разных коэффициентов термического расширения у кремнистой и хромистой сталей, находящихся по разную сторону от диффузионной границы. При достаточном накоплении в кристаллической структуре диффузионной зоны термоупругой энергии, пропорциональной разности температур конца прокатки и температуры термообработки, происходит распад твердого раствора Fe-Cr-Ni-Si-Al путем образования новой фазы (Fe, Ni)1-x-y(SiAl)xCry с модулированной микроструктурой, где (х+y)≤18. Модулированная фаза соединяет высокопрочными когерентными границами основной слой с покрытием, характеризуется прочностью большей, чем у основного металла. Производство биметаллического проката согласно изобретению с термообработкой в интервале 1150-450oС формирует в диффузионной зоне модулированную фазу, а заготовка обладает самой прочной границей между слоями и высоким качеством покрытия.
Производство биметаллического проката с термообработкой при температуре больше 1150oС огрубляет микроструктуру основного металла, кроме того, способствует концентрации углеродистой фазы по границам и в стыках зерен, где при последующем охлаждении могут образовываться крупные мартенситные или перлито-цементитные участки, что в целом ухудшает механические свойства проката. Кроме того, столь значительное повышение температуры проката требует дополнительных энергозатрат на нагрев, более частый ремонт печного оборудования, что необоснованно увеличивает себестоимость продукции.
Термообработка проката при температуре ниже 450oС индуцирует большой градиент термических напряжений в поперечном сечении, что часто, особенно на меньших сечениях, вызывает потерю осевой геометрии по кривизне проката. В дальнейшем такой прокат необходимо подвергнуть горячей правке, что требует дополнительных оборудования и трудозатрат, тем самым повышается его себестоимость.
Изобретение поясняется более подробно с помощью примера выполнения, показанного на чертежах, где на фиг. 1 показан общий вид установки для изготовления биметаллической многослойной заготовки; на фиг. 2 сечение по А-А фиг. 1; фиг. 3 - фрагмент сечения заготовки после сборки перед разделкой кромок, после разделки кромок и после сварки продольного шва.
Установка для непрерывного изготовления биметаллической многослойной заготовки состоит из стеллажа 1 для цилиндрических заготовок, стеллажа 2 для трубных заготовок, механизма 3 для резки цилиндрических заготовок на мерные длины, абразивно-обдирочного станка 4, стеллажа 5 для подачи цилиндрической заготовки на запрессовку, механизма 6 для резки трубных заготовок на мерные длины, транспортера 7 для межоперационной передачи трубной заготовки, станка 8 для зачистки полости трубной заготовки, гидроцилиндра 9 для запрессовки круглой заготовки в трубную заготовку, цилиндра 10 выгрузки биметаллической заготовки на участок сварки, расположенный вдоль линии запрессовки.
На участке сварки вдоль линии запрессовки расположены сварочные головки 12 для сварки по торцевым краям биметаллической заготовки, установленной в патроне 11 для зажима и вращения биметаллической заготовки. После участка сварки по торцевым краям расположен роликовый обжимной калибр 13, станок 14 для абразивной разделки кромок трубной заготовки под сварной шов, сварочная головка 15 для выполнения продольного сварочного шва, транспортер 16 участка охлаждения и контроля шва. Перед нагревательным устройством 17, которым может служит камерная печь, установлены подъемник 18 биметаллической заготовки с гидроцилиндром 19 для загрузки заготовки в печь 17 и гидроцилиндром 20 для выгрузки биметаллической заготовки из печи 17. За печью 17 смонтированы направляющие ролики 21 и 5-клетьевой стан 22 с четырехвалковым калибром, за которым расположена печь 23 для термообработки прокатанной биметаллической заготовки.
Установка для непрерывного изготовления биметаллических многослойных заготовок работает следующим образом.
Цилиндрические заготовки из основного материала и трубные заготовки из материала покрытия поступают на наклонные стеллажи 1 соответственно 2, оборудованные стопорными механизмами с электроприводом (на чертеже не показаны) для штучной подачи заготовок на транспортер, подающий их к механизмам 3 соответственно 6 резки на мерные длины. Затем цилиндрическая заготовка поступает на абразивно-обдирочный станок 4, где с ее поверхности сошлифовывают окисленный поверхностный слой глубиной до 0,5 мм, а трубная заготовка подается транспортером 7 на станок для абразивной зачистки полости, где сошлифовывают до 0,2 мм ее поверхности. После зачистки наружной поверхности цилиндрическая заготовка подается по наклонному стеллажу 5 на холодную запрессовку, куда поступает также прошедшая зачистку по внутренней поверхности трубная заготовка. Запрессовку цилиндрической заготовки в находящуюся в свободном состоянии трубную заготовку осуществляют при небольшом упругом разжиме последней с помощью гидроцилиндра 9. После этого собранная биметаллическая заготовка подается транспортером 7 к гидроцилиндру 10 выгрузки, где поршнем поступает через шлюзовое окно в патронный механизм 11 для зажима и вращения заготовки, расположенный в камере с защитной атмосферой, находящейся под небольшим избыточным давлением. Плотно зажатая в торцах патронным механизмом биметаллическая заготовка центрируется между двумя сварочными головками 12 для сварки по торцевым краям, после чего сваривают собранную заготовку по торцевым краям с применением проволоки из материала покрытия. Сваренная по торцевым краям заготовка центрируется продольным швом вверх (строго напротив центровочного щупа) и роликовым обжимным калибром 13 непрерывно подается сначала на станок 14 для абразивной разделки продольного шва и к сварочной головке 15.
После окончания сварки продольного шва биметаллическая заготовка по транспортеру 16 поступает на подъемник 18 для загрузки в нагревательное устройства 17 с помощью гидроцилиндра 19. Нагревательное устройство 17 представляет собой камерную печь с защитной атмосферой, имеющую наклонный под. В камерной печи осуществляется постепенный нагрев при самопроизвольном перекатывании заготовки через зону подогрева и горячую зону при постепенном вращении и прогреве биметаллических заготовок по всему объему с целью исключения больших градиентов термических напряжений по сечению и предотвращения искривления заготовок. При этом обеспечивается качественная диффузионная сварка материала покрытия и основного металла.
Прогретая до заданной температуры биметаллическая заготовка выталкивается гидроцилиндром 20 через шлюзовое отверстие из печи 17 и поступает в удерживающие и задающие ролики 21, а затем в прокатный стан 22, где в непрерывном поступательном режиме фиксируется с помощью не показанного на чертеже следящим и кантующим механизмами в калибре в заданном положении сварного шва. В первом калибре "круг-квадрат" продольный шов биметаллической заготовки сориентирован в зону сжатия очага деформации. Подобная схема позволяет избежать случайного разрыва сварного шва при деформации слитка.
Непрерывный четырехвалковый многоклетевой стан выполнен на базе двух типов клетей. Первая клеть, например, типа МК 800х4 с четырьмя приводными валками, симметричным расположением четырех одинаковых валков диаметром до 800 мм обеспечивает прокатку биметаллического слитка в калибре "круг-квадрат" с двухсторонним обжимом.
Далее с целью снижения усилия прокатки устанавливают универсальные прокатные клети с двумя приводными и перпендикулярно двумя холостыми валками меньшего диаметра, обеспечивающие обжатие биметаллической квадратной заготовки в квадратном калибре на схеме "квадрат на ребре квадрат" с двухсторонним обжатием до 50%. Выбор оптимальных для каждого прохода калибровки валков должен обеспечить решение проблем производительности, энергопотребления и качества поверхности. Вследствие того что квадратная заготовка поступает в плоскую форму калибра на ребро, угол захвата значительно повышается. При неправильном подборе валков из-за большого угла захвата между заготовкой и приводными валками могут проявляться проскальзывания раската в момент захвата, а из-за дополнительного момента со стороны холостых валков при прохождении раската увеличение трения на рабочих валках может способствовать образованию поверхностных трещин или других дефектов.
После непрерывной прокатки биметаллические заготовки подаются в печь 23 для термообработки.
Предлагаемые способ непрерывного изготовления многослойных биметаллических заготовок и установка для его осуществления могут применяться в металлургической, машиностроительной и строительной промышленности для изготовления биметаллических профилей для армирования железобетона, труб, биметаллической проволоки и т.д. Особое значение заявленного способа и устройства заключается в изготовлении композиционных материалов на базе минизаводов без основного металлургического процесса с преобладающей долей металлообрабатывающих операций и достижением высоких результатов по качеству, производительности, степени автоматизации и экономичности процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| ПЛАКИРОВАННЫЙ СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206631C2 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТКОЙ СТАЛЬНОГО СЛОИСТОГО МАТЕРИАЛА | 2003 |
|
RU2234385C1 |
| КОМПОЗИЦИОННЫЙ СТАЛЬНОЙ НЕРЖАВЕЮЩИЙ МАТЕРИАЛ СО СЛОИСТОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2155134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
Изобретения могут быть использованы в черной металлургии при изготовлении биметаллических заготовок с коррозионно-стойкой поверхностью. Осуществляют сборку цилиндрической заготовки из основного материала и трубной заготовки из материала покрытия, например нержавеющей стали. Сборку осуществляют запрессовкой цилиндрической заготовки в трубную заготовку незамкнутого контура с образованием зазора между продольными краями. Разделывают под сварку продольные края шлифовальным кругом с двусторонним коническим профилем. Глубину обработки и параметры шлифовального круга выбирают в зависимости от толщины трубной заготовки. Полученную заготовку сваривают по торцевым краям и нагревают. После прокатки подвергают термообработке. Затем заваривают продольный шов. Изобретения обеспечивают высокое качество антикоррозионного покрытия при повышении экономичности изготовления биметаллических заготовок и снижении затрат. 2 с. и 6 з.п. ф-лы, 3 ил.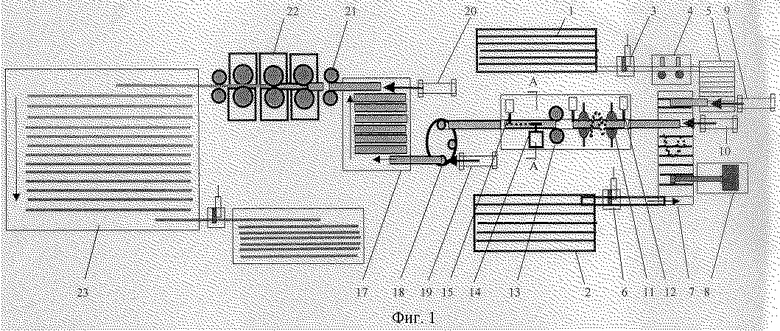
| КОМПОЗИЦИОННЫЙ СТАЛЬНОЙ НЕРЖАВЕЮЩИЙ МАТЕРИАЛ СО СЛОИСТОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2155134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТРУБ | 1991 |
|
RU2019344C1 |
| Способ производства многослойных днищ | 1976 |
|
SU638403A1 |
| DE 3733481 A1, 13.04.1989 | |||
| ДМИТРИЕВ Л.Н | |||
| и др | |||
| Биметаллы | |||
| - Пермь, 1991, с.278-281. | |||

