Изобретение относится к области обработки металлов давлением, в частности к обработке эластичными средами, и может быть использовано в различных отраслях машиностроения при изготовлении деталей из тонкостенных трубчатых заготовок.
Цель изобретения - повышение качества изделий за счет снижения разнотолщин- ности отводов.
На фиг. 1 изображено устройство в исходном (верхняя половина) и конечном (нижняя половина) положениях, предназначенное для формообразования выпучины; на фиг. 2 - то же, для окончательной штамповки отвода.
Способ осуществляется следующим образом.
На первом этапе формуют полуфабрикат с выпучиной отвода в следующей последовательности.Заготовку 1 располагают внутри устройства. При перемещении приводных пуансонов 2 эластичный наполнитель 3 сжимается и просходит формообразование детали, а излишний объем части формующего пунсона - металлического стержня 4 перемещается по впадинам приводных пуансонов 2 и не препятствует процессу формообразования. Форма выпучины отвода задается упором 5 и контуром матрицы 6 и определяется особенностями ее формообразования на этапе окончательной штамповки.
Затем осуществляют окончательную штамповку в устройстве, включающем две полуматрицы 7, эластичный наполнитель 8 с кольцевыми вытачками 9, пуансоны 10 и 11 с полостями 12 для размещения излишнего объема эластичной среды, на выходе которых усатновлены фильеры 13, матрицу 14, установленную по посадке скольжения в полости для формуемого отвода полуматриц 7, а также клиновой механизм 15, жестко связанный с пуансоном 10.
Способ осуществляют следующим образом.
Отформованный полуфабрикат 16 с выпучиной отвода располагают в устройстве для окончательной штамповки. При перемещении пуансонов 10 и 11, происходит деформирование материала эластичного наполнителя, в результате чего он заполняет внутреннюю полость выпучины. При этом прилегающие к торцовой части заготовки поверхности прижимаются к матрице за счет вытачек в эластичном наполнителе. Поступлению эластичного наполнителя в полости 12 пуансонов 10 и 11 препятствуют фильеры. При достижении давления наполнителя заданной величины начинается его истечение в полости 12 пуансонов 10 и 11.
В этом случае последующее перемещение пуансонов 10 и 11 не вызывает роста давления эластичного наполнителя, т. е. оно поддерживается на постоянном уровне.
Одновременно с началом истечения эластичного наполнителя в полости 12 пуансонов 10 и 11 клиновой механизм 15 входит в соприкосновение с матрицей 14. Происходит процесс воздействия на выпучину с мат0 рицей 14, рабочая поверхность которой соответствует форме формообразуе мого отвода. Процесс воздействия при необходимости может быть повторен несколько раз приуменьшающемся внутреннем диаметре
5 матрицы. Внутреннее давление эластичного наполнителя на этом этапе с одной стороны должно препятствовать потере устойчивости заготовки при ее вдавливании, а с другой стороны вызывает в заготов0 ке напряжения, не превосходящие предела текучести. Невыполнение последнего условия вызовет свободную раздачу выпучины в пространство между матрицей 14 и полостью для отвода матрицы. Как показывают
5 эксперименты, величина давления q эластичного накополнителя, удовлетворяющая перечисленным условиям, должна составлять примерно 0,8 qnp, где qnp - величина внутреннего давления, вызывающая в отво0 де напряжения, соответствующие пределу текучести as , т. е.
q 0,8 . к
где CTS - предел текучести материала отвода
5 с учетом упрочнения;
S и R - соответственно толшина стенки отвода и радиус отвода.
На этапе окончательной штамповки давление эластичной среды минимально,
0 поэтому надавливание на торец заготовки может привести к потере ее устойчивости и образованию гофров в торцовой части, так как перетекание материала заготовки через перетяжное ребро на этом этапе затрудне5 но, Поэтому площадь поверхности выпучины должна соответствовать площади поверхности формуемого отвода. Кроме того, геометрическая форма выпучины должна обеспечивать достаточную ее жесткость при
0 воздействии на нее матрицей.
Такими свойствами обладает, например, выпучина, имеющая плоское дно, цилиндрическую и коническую части, причем меньшее основание конической части со5 рпряжено с цилиндрической частью, а большее - с трубной заготовкой. При этом для получения отвода с равномерной толщиной стенки необходимо, чтобы деформацию обжима претерпевала преимущественно цилиндрическая часть выпучины.
Способ рекомендуется использовать при изготовлении тройников из особо тонкостенных трубчатых заготовок (с отношением толщины стенки к диаметру заготовки менее 0,02).
П р и м е р. В качестве заготовок использовались трубы из нержавеющей стали 12Х18Н9Т с величиной диаметра 80 мм и толщиной стенки 0,8 мм. Полуфабрикат имел отвод диаметром также 80 мм. Величи- на внутреннего давления регулировалась диаметром проходного сечения фильеры 13. Соответствие между диаметром проходного сечения фильеры и величиной внутреннего давления определялась на испытательной машине путем проталкивания половины бужа с кольцевой прорезью сквозь проходное сечение фильеры. При обжиме выпучины полуфабриката с диаметра 80 мм до диаметра 42 мм детали начинают вести себя
устойчиво, начиная с внутреннего давлесния q 0-8 О5-;г .
R
Формула изобретения 1. Способ изготовления полых изделий с отводами из тонкостенной трубчатой заготовки, включающий формообразование полуфабриката с выпучиной отвода путем воздействия внутреннего давления эластичной среды и осевой осадки и его окончательное деформирование при уменьшенном внутреннем давлении, отличающийся тем, что, с целью повышения качества изделий путем снижения разнотолщинности отводов, окончательное деформирование осуществляют путем обжима выпучины отвода, при этом, внутреннее давление эластичной среды определяется из соотношения:
q 0,8 OS-|-
где as - предел текучести материала трубчатой заготовки с учетом упрочнения;
S - толщина стенки отвода;
R - радиус отвода.
2. Способ поп. 1,отличающийся тем, что обжим осуществляют путем по меньшей мере одноразового воздействия на выпучину матрицей, имеющей соответствующую форме отвода рабочую полость.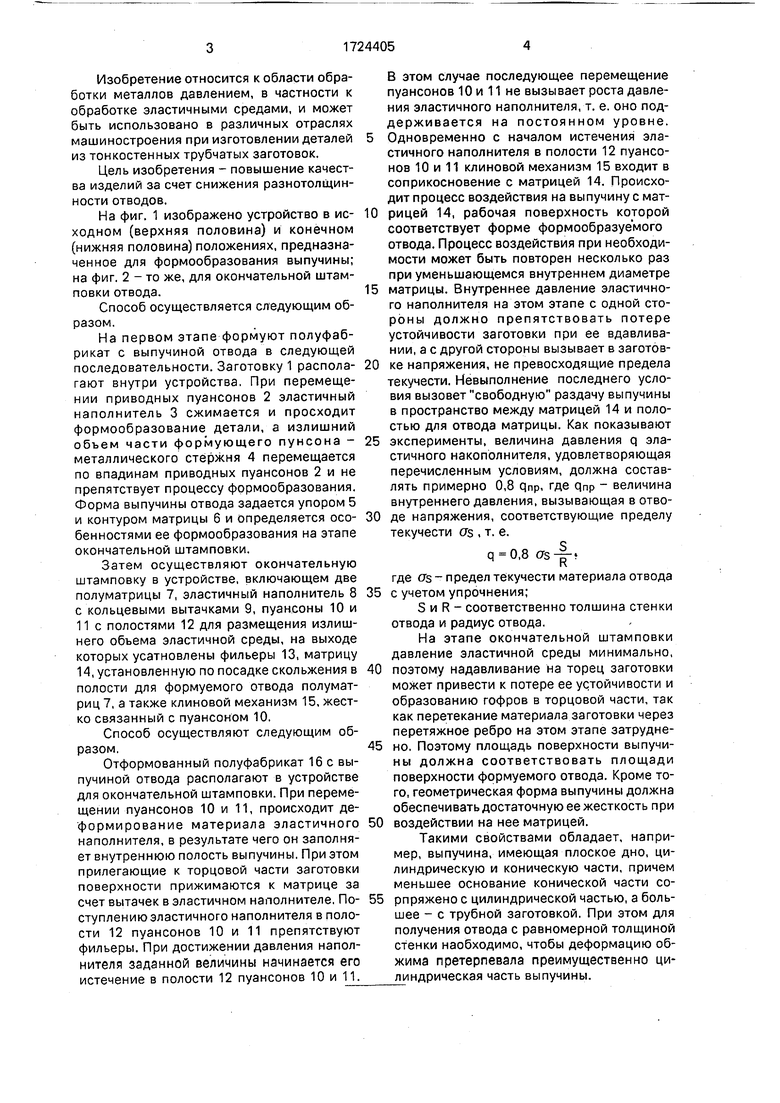
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки полых изделий с отводами с использованием эластичного наполнителя | 1985 |
|
SU1310063A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2082523C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1993 |
|
RU2048225C1 |
| Пуансон для формообразования трубчатых заготовок эластичной средой | 1987 |
|
SU1496859A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПЛОСКИХ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1996 |
|
RU2108186C1 |
| Способ изготовления полых тонкостенных изделий типа тройника | 1988 |
|
SU1547908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| Устройство для изготовления тонкостенных полых изделий с отводами | 1984 |
|
SU1224037A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
Изобретение относится к обработке металлов давлением, в частности к обработке эластичными средами, и может быть использовано в различных отраслях машинострое- ния при изготовлении деталей из тонкостенных трубчатых заготовок. Цель изобретения - повышение качества изделий за счет снижения разнотолщинности отво2, дов. Полуфабрикат 16 с выпучиной помещают в штамп. Формируют отвод путем воздействия матрицей 14. Рабочая полость матрицы 14 соответствует форме отвода. Внутреннее давление эластичной среды определяется при этом из соотношения ,8 osS/R, i где GS предел текучести материала трубчатой заготовки с учетом упрочнения; S - толщина стенки отвода; R - радиус отвода. Поддержание внутреннего давления на экспериментально определенном уровне позволяет предотвратить потерю устойчивости детали. Способ рекомендуется использовать при изготовлении тройников из особотонкостенных трубчатых заготовок, 1 з. п. ф-лы, 2 ил.
| Способ изготовления полых изделий с отводами | 1975 |
|
SU605659A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
