Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении, например, тройников из трубных заготовок.
Известен способ формообразования полых изделий с отводами [1] включающий формовку внутренним давлением эластичного наполнителя и торцовую осадку трубной заготовки, при котором внутреннее давление q поддерживают оптимальным и определяют по зависимости
q 0,13σs+1,15 ·σs где σs предел текучести материала заготовки;
·σs где σs предел текучести материала заготовки;
S толщина стенки заготовки;
Dнап. диаметр наполнителя.
Известный способ позволяет изготавливать ограниченную номенклатуру изделий, поскольку формообразование ведется при постоянном внутреннем давлении, при выборе которого не учитывается изменение механических свойств (упрочнение) материала заготовки в процессе ее деформирования.
Известен способ изготовления полых изделий с отводами типа тройников из трубной заготовки, включающий формовку внутренним давлением и торцовую осадку заготовки, при этом вначале на заготовке формуют выпучину отвода при повышенном внутреннем давлении, которое затем уменьшают в 1,5-2 раза, окончательную формовку изделия осуществляют преимущественно торцовой осадкой [2]
Известный способ позволяет снизить разностенность в некоторых деталях, однако, например, для тонкостенных и длинномерных заготовок снижение внутреннего давления при окончательной формовке приводит к недоштамповке отвода или потере устойчивости материала, образованию складок и гофров. Последнее, в частности происходит из-за упрочнения материала заготовки в процессе ее интенсивной торцовой осадки.
Заявляемый способ формообразования полых изделий с отводами позволяет предотвратить потерю устойчивости материала заготовки путем изменения внутреннего давления с учетом изменения механических свойств материала заготовки при ее деформировании. В результате повышается качество изделий и расширяется номенклатура за счет возможности изготовления изделий из длинномерных и особотонкостенных заготовок.
Указанный технический результат достигается тем, что в известном способе формообразования полых изделий с отводами, включающем формовку переменным внутренним давлением и торцовую осадку трубной заготовки, внутреннее давление в трубной заготовке изменяют по зависимости
qi= K -3,29+8
-3,29+8 -4
-4 где i=0,1,2,3.n; qi величина внутреннего давления в трубчатой заготовке в момент ее торцовой осадки на величину Δli;
где i=0,1,2,3.n; qi величина внутреннего давления в трубчатой заготовке в момент ее торцовой осадки на величину Δli;
D наружный диаметр трубной заготовки;
d внутренний диаметр трубной заготовки;
Ki=  предел текучести при сдвиге ма- териала заготовки после ее торцовой осадки на величину Δ li, определяемый по кривой упрочнения σsi= σsi(lmi);
предел текучести при сдвиге ма- териала заготовки после ее торцовой осадки на величину Δ li, определяемый по кривой упрочнения σsi= σsi(lmi);
lmi= 
 A1i+2
A1i+2 + 2
+ 2 интенсивность деформации;
интенсивность деформации;
A1i, A2i, A3i эмпирические коэффициенты
A1i= 5,38 1+
1+ 
A2i=  + 0,15
+ 0,15 1+
1+  +1
+1
A3i=  -
-  1+
1+  +
+ +
+  1+
1+ 
Зависимость выбора внутреннего давления в трубной заготовке в процессе ее торцовой осадки получена экспериментально из условия устойчивого деформирования тройника. Согласно этой зависимости изменение величины внутреннего давления зависит и от величины торцовой осадки и от изменения механических свойств материала, а именно предела текучести при сдвиге, который изменяется из-за упрочнения материала, испытывающего преимущественно сдвиговые деформации при торцовой осадке заготовки.
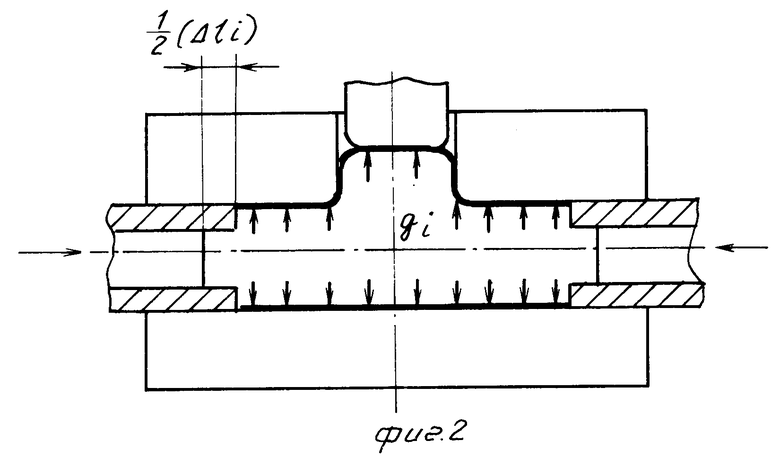
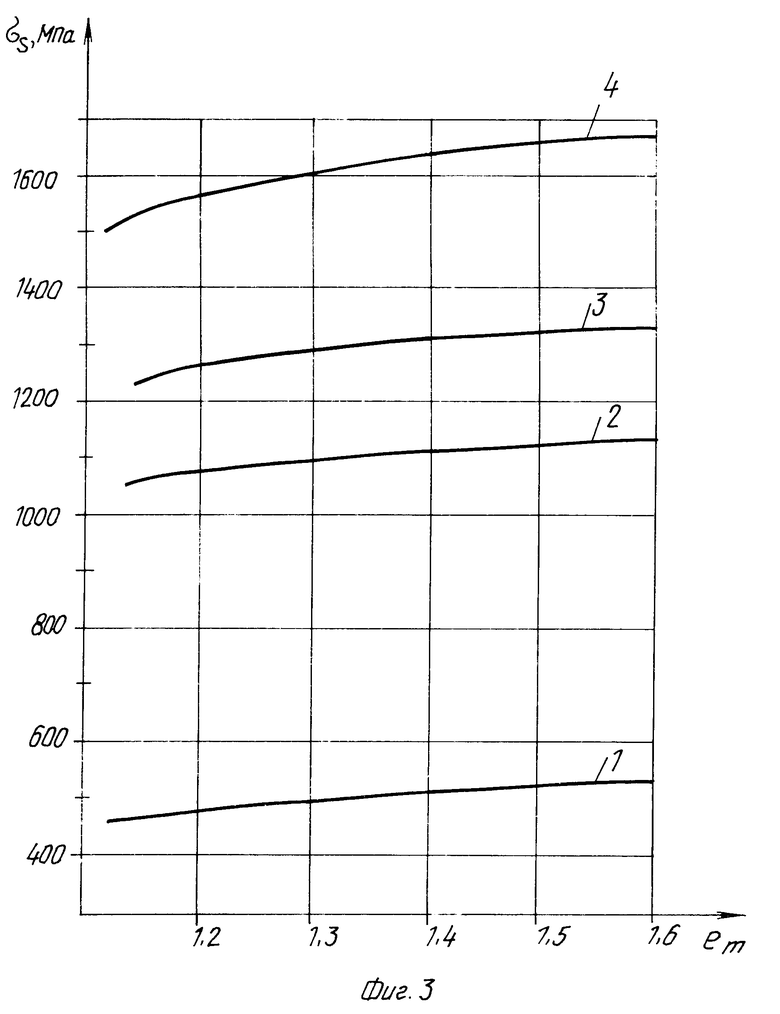
На фиг.1 показана заготовка в начальный момент формообразования; на фиг. 2 заготовка в промежуточный. i- ый момент после ее торцовой осадки на величину Δli; на фиг.3 графики кривых упрочнения σs=σs(lm) для материалов: 1 АМГ-3М; 2 ВТ1-0; 3 12х18Н10Т; 4 ПТ-7М.
Способ осуществляют следующим образом.
Трубную заготовку 1 с наполнителем размещают в матрице 2 с полостью для отвода и размещенным здесь пуансоном подпора 3. К торцам заготовки подводят пуансоны 4, 5 осевого сжатия и внутри заготовки создают давление. По достижении величины начального давления qo начинают перемещать пуансоны осевой осадки, осуществляя торцовую осадку заготовки, и пуансон 3 подпора, осуществляя торцовой подпор формуемого отвода. По мере изменения величины торцовой осадки Δli, соответствующей перемещению пуансонов осевой осадки 4,5, внутреннее давление qi в трубной заготовке изменяют по зависимости:
qi= K -3,29+8
-3,29+8 -4
-4
(1) где i=0,1,2,3.n;
qi величина внутреннего давления в трубчатой заготовке после ее торцовой осадки на величину Δli;
D наружный диаметр трубной заготовки;
d внутренний диаметр трубной заготовки;
Ki=  предел текучести при сдвиге ма териала заготовки после ее торцовой осадки на величину Δ li, определяемый по кривой упрочнения σsi= σsi(lmi);
предел текучести при сдвиге ма териала заготовки после ее торцовой осадки на величину Δ li, определяемый по кривой упрочнения σsi= σsi(lmi);
lmi= 
 A1i+2
A1i+2 + 2
+ 2 интенсивность деформации;
интенсивность деформации;
A1i, A2i, A3i эмпирические коэффициенты;
A1i= 5,38 1+
1+ 
A2i=  + 0,15
+ 0,15 1+
1+  +1
+1
A3i=  -
-  1+
1+  +
+ +
+  1+
1+ 
Величину торцовой осадки Δ li для расчета qi выбирают равной (3-4)(D-d).
В таблице приведены данные по изменению величины внутреннего давления в трубной заготовке при осуществлении способа формообразования тройников в зависимости от материала и геометрических параметров, рассчитанные по зависимости (1), а также и промежуточные параметры расчета.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ТЕКУЧЕСТИ | 1993 |
|
RU2040784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2082523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2006 |
|
RU2320440C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1989 |
|
RU1679711C |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2009 |
|
RU2392077C1 |


Использование: изобретение относится к обработке металлов давлением и может быть использовано при изготовлении, например, тройников из трубных заготовок. Сущность изобретения: формовку отводов осуществляют переменным внутренним давлением и торцовой осадкой трубной заготовки, при этом изменяют внутреннее давление по приведенной в описании изобретения зависимости. Технический результат: предотвращение потери устойчивости материала заготовки. 3 ил. 1 табл.
СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ, включающий формовку переменным внутренним давлением и торцевую осадку трубной заготовки, отличающееся тем, что внутреннее давление в трубной заготовке изменяют по зависимости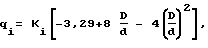
i 0,1,2,n;
qi величина внутреннего давления в трубчатой заготовке после ее торцевой осадки на величину Δli;
D- наружный диаметр трубной заготовки;
d- внутренний диаметр трубной заготовки; предел текучести при сдвиге материала заготовки после ее торцевой осадки на величину Δli, определяемый по пределу текучести σsi, взятому из кривой упрочнения
предел текучести при сдвиге материала заготовки после ее торцевой осадки на величину Δli, определяемый по пределу текучести σsi, взятому из кривой упрочнения
σsi= σsi(emi),
интенсивность деформации;
A1i, A2i, A3i эмпирические коэффициенты: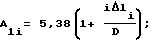


| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления полых изделий с отводами | 1975 |
|
SU605659A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
