Изобретение относится к обработке металлов давлением, в частности к технологии производства изделий из особотонкостенных многослойных трубных заготовок, преимущественно из титановых сплавов, и может быть использовано в области машиностроения и других отраслях промышленности при производстве изделий типа сильфонов.
Известен способ изготовления гофрированных труб путем порциальной подачи материала трубы-заготовки в зону деформирования, нагружения деформируемого участка внутренним давлением и осевого сжатия при свободном перемещении одного конца трубы-заготовки, где подачу материала трубы-заготовки в зону деформирования осуществляют одновременно с осевым сжатием деформируемого участка, а нагружение деформируемого участка внутренним давлением осуществляют при свободном перемещении другого конца трубы-заготовки, при этом трубу-заготовку предварительно изготавливают с диаметром, меньшим номинального, а в процессе раздачи калибруют до номинального (Описание к изобретению а.с. №871894, МПК B21D 15/10 с приоритетом от 17.12.79 г., авт. Лукашев В.Ф., Кашелевский Г.И. «Способ изготовления гофрированных труб», опубликовано в БИ №38, 15.10.81 г. (аналог)).
Недостатки: Нагружение деформируемого участка одновременным воздействием осевого сжимающего усилия и внутреннего давления влечет за собой возникновение двух браковочных признаков. В случае, если внутреннее давление является чрезмерным, а осевая подача материала недостаточной, наблюдается утонение стенок трубной заготовки с последующим разрывом. Если же осевое сжатие превалирует над раздачей, это является причиной возникновения волнистости (гофрообразования). Подобрать оптимальное сочетание осевых сжимающих усилий с внутренним давлением эластичного наполнителя при формообразовании особотонкостенных сильфонов крайне затруднительно.
Наиболее близким техническим решением, из известных, является способ формообразования особотонкостенных многослойных сильфонов (Исаченков Е.И., Штамповка резиной и жидкостью, М. Машиностроение, 1967 г., с.292-294, прототип) при котором формообразование производят эластичной средой в жестких матрицах с последовательным формообразованием предварительных гофров раздачей внутренним давлением эластичной среды при осевом перемещении свободного конца трубной заготовки, далее производят принудительную посадку предварительных гофров за счет их сближения в осевом направлении до получения заданного радиуса у вершины гофра.
Недостатки: невозможность формообразования титановых сильфонов из-за возникающих в них максимальных тангенциальных деформаций, которые превышают относительное удлинение материала сильфона, что приводит к разрыву и браку сильфона.
Технический результат: повышение качества штампуемых сильфонов за счет сокращения брака при обработке, что достигается посредством того, что в известном способе формообразования особотонкостенных многослойных сильфонов эластичной средой в жестких матрицах последовательно формообразуют предварительные гофры раздачей внутренним давлением эластичной среды при осевом перемещении свободного конца трубной заготовки, далее производят принудительную посадку предварительных гофров за счет их сближения в осевом направлении до получения заданного радиуса у вершины гофра, где предварительные гофры при последовательном формообразовании выполняют с углом конусности при вершине α=10-15°, с радиусом R1 у основания и радиусом R2 при вершине, определяемыми из зависимостей:
R1=0,483h-0,9
R2=0,733h-1,997
h=0,1D
где h - высота гофра, D - диаметр проходного сечения сильфона, а последующую принудительную посадку предварительных гофров осуществляют до получения гофрами омегообразной формы с радиусами у основания и вершины R3=0,31h.
Зависимости для R1, R2, R3 и h, а также интервал изменения α получены экспериментально из условия минимальности интенсивности накопленной деформации при формообразовании предварительных и окончательных гофров. Радиусы R1, и R2 должны быть такими, чтобы ресурс пластичности материала трубной заготовки не был исчерпан при раздаче предварительных гофров внутренним давлением эластичной среды. При этом если угол конусности при вершине гофра α<10°, то максимальные тангенциальные деформации превысят относительное удлинение материала трубной заготовки и последует разрыв полуфабриката сильфона. Если же α>15°, то на деформированной трубной заготовке образуются волны при принудительной посадке. Омегообразная форма гофров с радиусами у основания и у вершины R3 обеспечивает равномерную пластическую деформацию в конечный момент формообразования гофров сильфона.
На фиг.1 изображена схема устройства для формообразования особотонкостенных многослойных сильфонов.
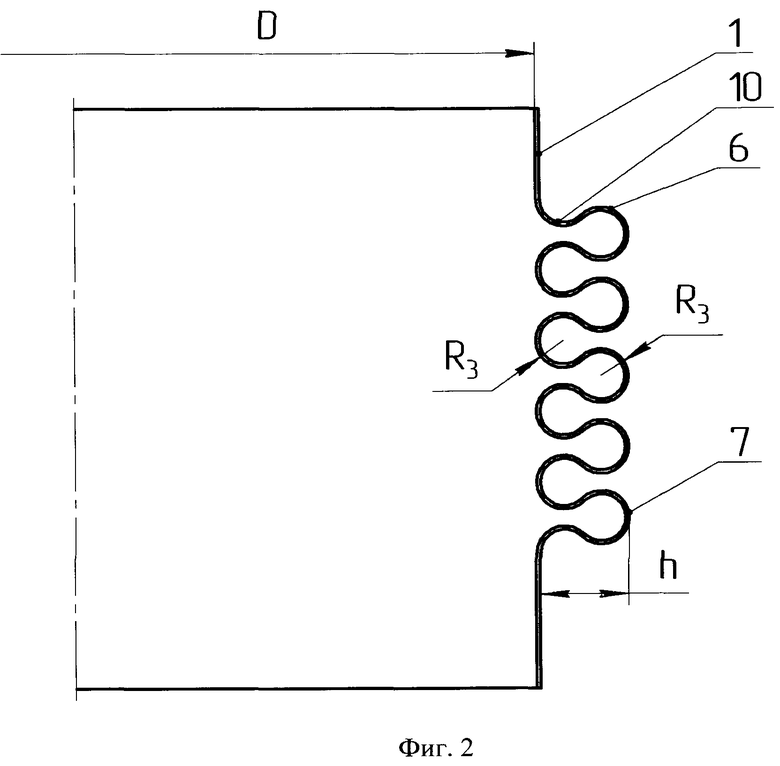
На фиг.2 изображена схема пятигофрового сильфона после принудительной посадки.
Способ формообразования особотонкостенных многослойных сильфонов 1 эластичной средой 2 в жестких матрицах 3, включающий последовательное формообразование предварительных гофров 4 раздачей внутренним давлением эластичной среды 2 при осевом перемещении свободного конца трубной заготовки 5, принудительную посадку предварительных гофров 4 за счет их сближения в осевом направлении до получения заданного радиуса у вершины 6 гофра 7, где предварительные гофры 4 при последовательном формообразовании выполняют с углом конусности при вершине α=10÷15°, с радиусами у основания 8 предварительного гофра 4 R1 и при вершине 9 предварительного гофра 4 R2, определяемыми из зависимостей
R1=0,483h-0,9
R2=0,733h-1,997
h=0,1D
где h - высота гофра,
D - диаметр проходного сечения сильфона;
а последующую принудительную посадку предварительных гофров 4 осуществляют до получения гофрами 7 омегообразной формы с радиусами у основания 10 и вершины 6 R3=0,31h.
Пример. Двухслойную трубную заготовку 5 с толщиной стенки 0,4 мм (2×0,2 мм), диаметром проходного сечения 90 мм и длиной 150 мм из титанового сплава ВТ1-0 устанавливают в ручей 11 жесткой матрицы 3.
Ручей 11 имеет пять тороидальных полостей 12 для формовки предварительных гофров 4 и одну тороидальную полость 13 для формовки технологического гофра 14, предназначенного для удержания трубной заготовки 5 от осевого смещения. В трубную заготовку 5 устанавливают эластичную среду 2 (шайбы из резины марки 3826) диаметром 88 мм и общей высотой 107,6 мм, а также десять жестких упоров 15 из сплава D16T диаметром 89,6 мм и высотой по 14 мм.
После закрытия жесткой матрицы 3 сжимают эластичную среду 2 пуансоном 16 с усилием Р=800 кН, формуя тем самым технологический гофр 14 и первый предварительный гофр 4 с радиусом у основания 8 R1=3,45 мм, при вершине 9 - R2=4,6 мм, с углом конусности при вершине α=14°. При этом происходит утяжка трубной заготовки 5 в зазор между упором 15 и границей между тороидальными полостями 12. Отводят пуансоны 16, сбрасывая усилие Р до нуля, удаляют один упор 15 и переносят его под пуансон 16. Следующим рабочим ходом пуансона 16 формуют второй предварительный гофр 4 особотонкостенного двухслойного сильфона 1. Аналогично формуют и три последующих предварительных гофра 4 с радиусом у основания 8 R1=3,45 мм, при вершине 9 - R2=4,6 мм, с углом конусности при вершине α=14°. Последующую принудительную посадку предварительных гофров 4 осуществляют на специальной оправке (на чертеже не показана) до получения гофрами 7 омегообразной формы с радиусами у основания 10 и вершине 6 R3=2,8 мм (фиг.2).
Технико-экономические показатели.
В результате применения предлагаемого способа формообразования особотонкостенных многослойных сильфонов повысилось качество обрабатываемых деталей и впервые удалось отформовать детали из титановых сплавов марки ВТ1-0 и ПТ-7М. Брак сократился на 100%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ СИЛЬФОНОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2502574C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| Способ изготовления сильфона | 2023 |
|
RU2831076C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| Способ изготовления сильфонов | 1972 |
|
SU479527A1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
Изобретение относится к обработке металлов давлением, в частности к технологии производства изделий из особотонкостенных многослойных трубных заготовок, преимущественно из титановых сплавов, и может быть использовано в машиностроении и других отраслях промышленности. Производят последовательное формообразование предварительных гофров раздачей внутренним давлением эластичной среды при осевом перемещении свободного конца трубной заготовки. Принудительную посадку предварительных гофров за счет их сближения в осевом направлении осуществляют с определенными углами конусности при вершине и радиусами у основания, которые определяют по приведенным в формуле зависимостям. Последующую принудительную посадку предварительных гофров осуществляют до получения гофрами омегообразной формы с определенными радиусами у основания и вершины. Повышается качество штампуемых сильфонов за счет сокращения брака при обработке. 2 ил.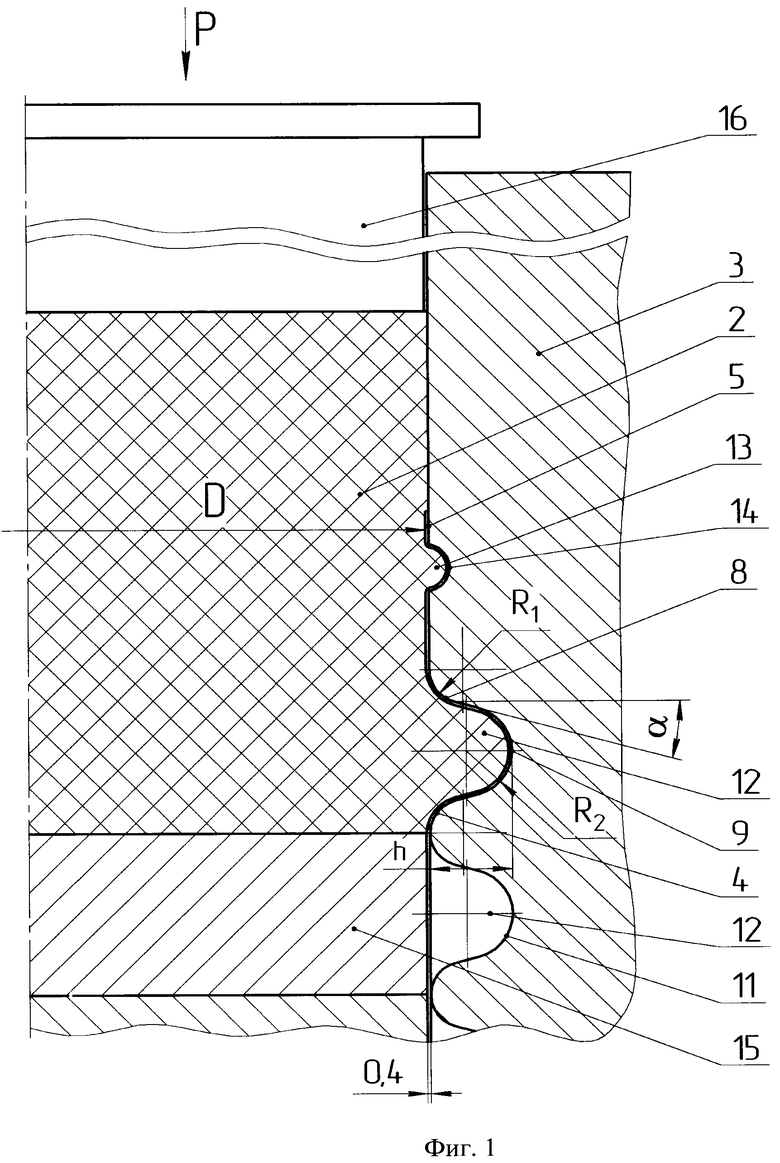
Способ формообразования особотонкостенных многослойных сильфонов эластичной средой в жестких матрицах, включающий последовательное формообразование предварительных гофров раздачей внутренним давлением эластичной среды при осевом перемещении свободного конца трубной заготовки, принудительную посадку предварительных гофров за счет их сближения в осевом направлении до получения заданного радиуса у вершины гофра, отличающийся тем, что предварительные гофры при последовательном формообразовании выполняют с углом конусности при вершине α=10÷15°, с радиусами у основания R1 и при вершине R2, определяемыми из зависимостей
R1=0,483h-0,9, мм,
R2=0,733h-1,997, мм,
h=0,1D, мм,
где h - высота гофра, мм;
D - диаметр проходного сечения сильфона, мм,
а последующую принудительную посадку предварительных гофров
осуществляют до получения гофрами омегообразной формы с радиусами у основания и вершины R3=0,31h, мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 2001 |
|
RU2233206C2 |
| Способ изготовления полых деталей | 1985 |
|
SU1328031A1 |
| US 4453304 A1, 12.06.1984 | |||
| ИСАЧЕНКОВ Е.И | |||
| Штамповка резиной и жидкостью | |||
| - М.: Машиностроение, 1967, с.286-289. | |||

