Известна центробежная машина для литья термопластов, состоящая из плавильной камеры, изложницы, матрицы и патрубка для подачи материалов. Эта устаиовка сложна по конструкции, цикл литья иродолжителен, термопласт разогревается медлепно, а качество получаемых изделий невысокое.
Предлагаемая маилипа для центробежного литья термопластов отличается от известных тем, что плавильная камера расположена непосредственно под изложницей и имеет с последней общий пустотелый вал, через который пропущен вал ротора, расположенного под патрубком. Благодаря этому упрощена конструкция мащины и сокращен цикл литья. Для ускорения разогрева термопласта и повыщеиия качества получаемых изделий в плавильиую камеру вводят жидкий теплоноситель.
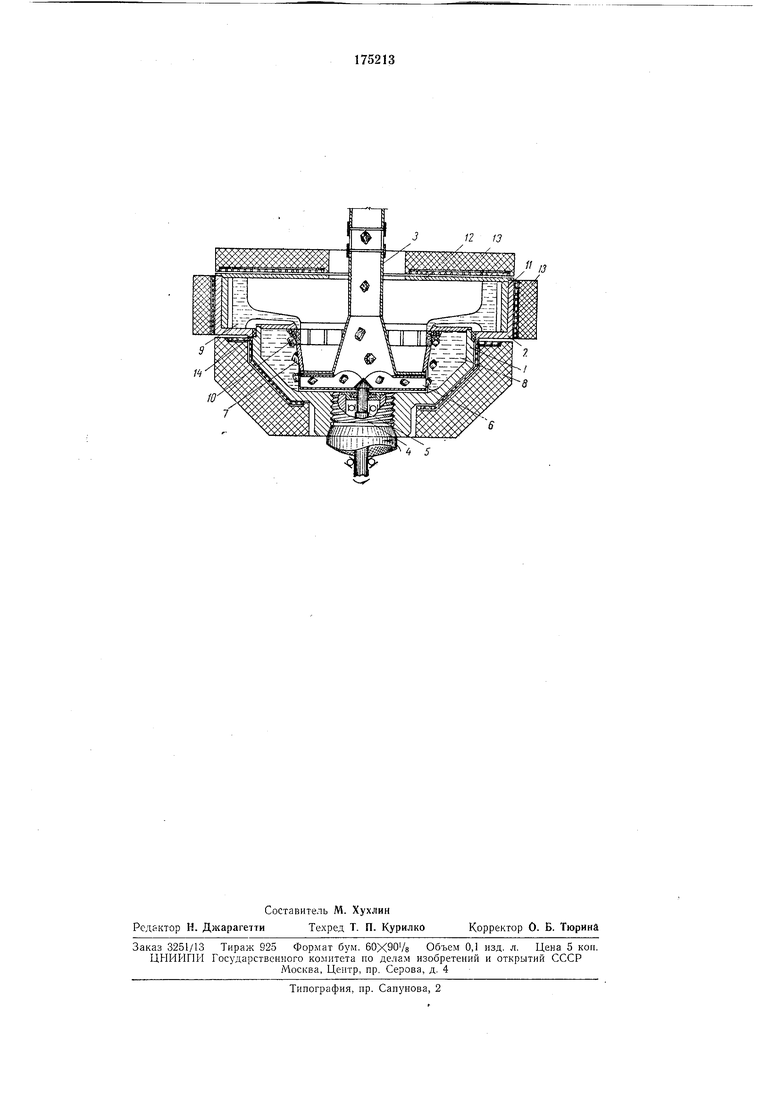
На чертеже изображена конструкция предлагаемой мащины.
Машина состоит из плавильной камеры 1, изложницы 2 и патрубка 3 для подачи материала. Плавильная камера располол ена непосредственно под изложницей и имеет с последней общий пустотелый вал 4, через который пропущен вал 5 ротора 6.
Гранулирова)П1ый материал 7 непрерывно через патрубок 3 загружается ротором в плавильную камеру / и центробежной силой за/ фасывается в жидкий теплоноситель 8. Благодаря различиой плотности гранулы всплывают вверх и в виде расплава 9 проходят через сетку 10 в зону изложницы 2, после чего расплав отбрасывается центробежной силой к периферии изложницы.
Форма изложницы определяется формой матрицы /У. Готовое изделие извлекается после подъема патрубка 3 и крыщки 12 изложницы. Температура в изложнице регулируется обогревательными элементами 13. Для теплоизоляции плавильной камеры от изложницы применяется асбестовая прокладка 14.
Предмет изобретения
Мащина для центробежного литья термопластов, состоящая из плавильной камеры, изложницы и патрубка для подачи материалов в плавильную камеру, отличающаяся тем, что, с целью упрощения конструкции и сокращения цикла литья, плавильная камера расположена непосредственно под изложницей и имеет с последней общий пустотелый вал, через который пропущен вал ротора, располол епного под патрубком.
12 f3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2012 |
|
RU2520249C2 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОЙ ИЗЛОЖНИЦЕ СМЕННОГО ПРОФИЛЯ ДЛЯ ЕДИНИЧНОГО, МЕЛКО- И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА ПОЛЫХ КОНСТРУКЦИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2003 |
|
RU2246374C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ КОЛЬЦЕВЫХ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ и устройство для центробежной отливки труб из плавленного диабаза или шлака | 1935 |
|
SU50545A1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Центробежный классификатор | 1990 |
|
SU1731298A1 |
| МНОГОКАМЕРНЫЙ ЦЕНТРОБЕЖНЫЙ КОНЦЕНТРАТОР (ВАРИАНТЫ) | 1999 |
|
RU2159680C1 |