Изобретение относится к металлургии и может быть использовано для плавки и литья легкоокисляющихся металлов и сплавов, например из сплавов, содержапщх Ti, А1, В и др.
Известны устройства для плавки и литья химически активных металлов в вакууме или в инертном газе, содержащие плавильный тигель, установленный в герметичной камере, и источник нагрева (электроды - при электродуговой плавке, индуктор - при индукционной плавке). В этих устройствах изложница или форма для слива жидкого металла устанавливается внутри герметической камеры соосно струе сливаемого металла 1 и 2.
Общим недостатком известных устройств является ограниченность их технологических возможностей вследствие того, что заливка металла производится внутри плавильной камеры. Такие печи не приспособлены для получения, например, центробежи сшитых деталей сложной формы. Кроме того, в подобных печах затруднена отливка крупногабаритных деталей из-за ограниченности рабочего пространства плавильной камеры. Увеличение габаритных размеров камеры .приведит к удорожанию конструкций, увеличению мсхцности вакуумной системы, уменьшению про- изводительности (из-за увеличения 5 времени вакуумирования) и т.д.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство, состоящее из вакуумной плавильной камеры,
10 снабженной находящимися в ее верхней части оправками, в которых расположены расходуемые электроды. Внутри камеры под.электродами смонтирован плавильный тигель. Нижняя часть ва15куумной плавильной камеры имеет отверстие, перекрываемое шиберным затвором. Под плавильной камерой расположены направляющие, по которым перемещается заливочная камера, выполнен20ная с возможностью подсоединения к плавильной камере печи. Внутри заливочной камеры находятся изложницы, расположенные на столе, являющимся составной частью центробежной литей25ной машины. Стол имеет привод вращения и привод вертикального перемещения для установки изложниц на требуемс 4 расстоянии от сливного носка плавил ного тигеля. Заливочная камера
30 может вакуумироваться автономно и
снабжена для этого двумя вакуумными шиберными заслонками 3,
Недостатки устройства состоят в том, что привод вертикального перемещения стала с изложницами, в совокупности с приводом вращения, значительно усложняет конструкцию печи. Стол с изложницами приводом вертикал ного перемещения подается в плавильную камеру, ближе к сливному носку тигеля. Э.то приводит при отливке
крупногабаритных деталей или слитков к увеличению габаритов плавильной камеры и увеличению периметра разъем плавильная камера - заливочная камера, что ухудшает герметичность их соединения. При возникновении возможных перекосов и несоосности заливочной и плавильной камер в данной конструкции печи нарушается герметичность их соединения, что приводит к ухудшению качества выплавляемого металЯа, вследствии окисления химически активных легирующих элементов.
В конструкции печи заливочная камера служит лишь для получения
слитков и центробежнолитых деталей и не может быть использована для получения распыленного металлического порсшка.
Целью изобретения является расширение технологических возможностей устройства, устранение технологических погрешностей при стыковке герметичной крышки с заливочной камерой, обеспечение плотного контакта поверхности съемного электрического нагревателя с внутренней поверхностью воронки, получение меташлического гранулированного порсшка.
Указанная цель достигается тем, что устройство, содержащее герметичную камеру с поворотной печью, герметично подсоединяемую заливочную камеру с крышкой, расположенные на подвижной платформе, снабжено заливочной воронкой и Герметичной проплавляемой прокладкой, пневмоприводом подъема воронки и съемным электрическим нагревателем, причем заливочная воронка.вмонтирована в герметичную крьваку заливочной камеры.
Приватом крыЫка снабжена упругим кольцевым компенсирующим элементом,а привод нагревателя снабжен пружинным компенсатором.
Платформа разливочной камеры снаб жена стопором и фиксатором, а заливо ая камера снабжена узлом распыленкя жидкого металла.
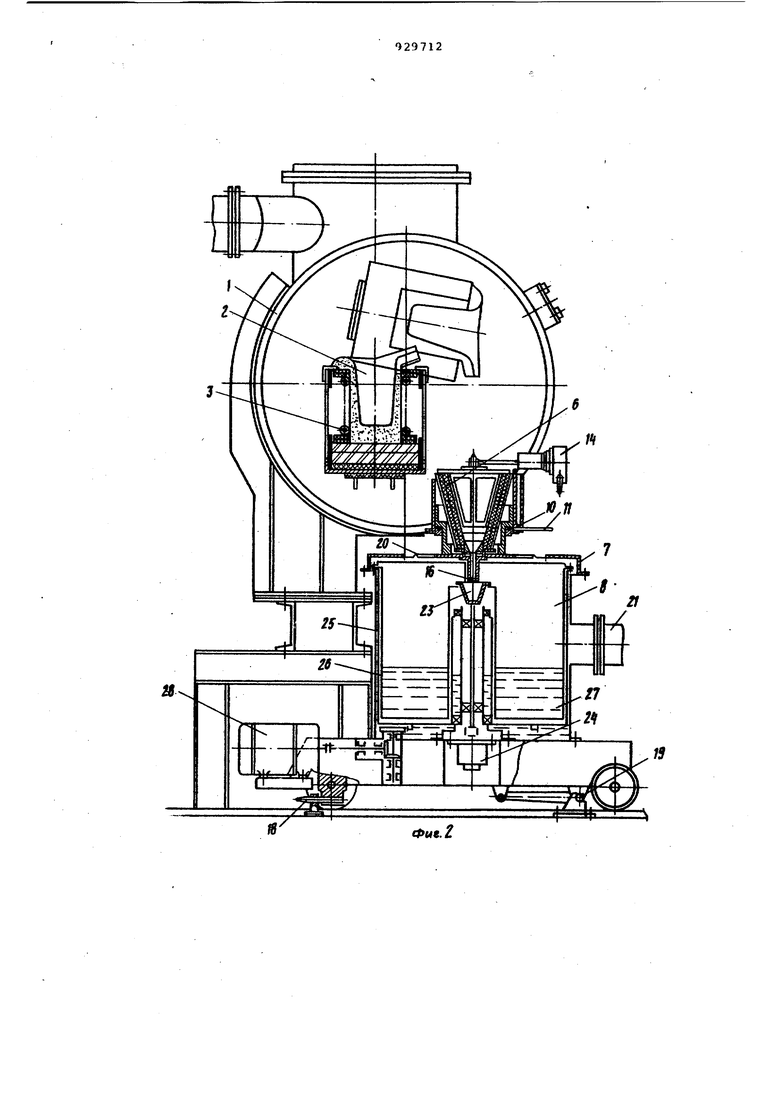
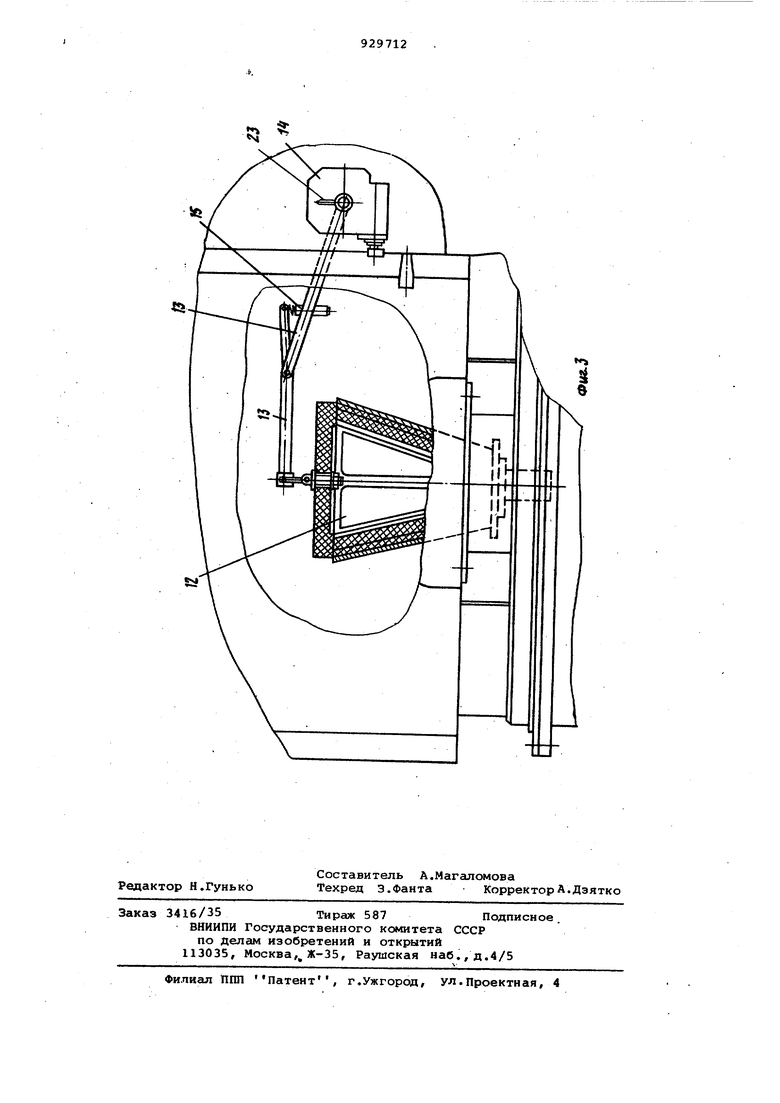
На фиг.1 изображено устройство, общий вид; на фиг.2 - то же, в случае, когда заливочная камера снабжена центробежным узлом распыления; на фиг.З - привод подъема и опускания нагревателя воронки.
Устройство состоит из вакуумной плавильной камеры 1 с водоохлаждае-
мыми стенками. Внутри камеры смонтирован поворотный плавильный тигель 2 с индуктором 3. В нижней части плавильной камеры 1, соосно со струей сливаемого из тигля 2 жидкого металла, расположен патрубок 4 с водоохлаждаемыми стенками. Внутри патрубка
4перемещается поршень 5 с заливочной воронкой 6 и крышкой 7 заливочной камеры 8. Перемещение поршня
5вниз ограничено фланцем 9 с торцовым вакуумным уплотнением 10, В нижней части боковой поверхности патрубка 4 для подачи сжатого воздуха под поршень 5 подведен трубопровод 11.
Во внутреннюю полость заливочной воронки 6 для ее подогрева перед заливкой металла устанавливается электрический съемный нагреватель 12 Подъем и опускание нагревателя 12 о ;уществляется с помощью привода, состоящего из шарнирно связанных рычагов 13 и вынесенного за пределы вакуумной плавильной Камеры необратимого червячного редуктора 14 с рукояткой. Для обеспечения плотного контакта внутренней поверхности вороки б с нагревателем 12 и предохранения от разрушения керамических частей воронки и нагревателя рычаги 13 связаны между собой пружинным компенсатором 15. Нижний торец воронки 6 закрывается герметизирующей прокладкой 16, проплавляемой при заливке металла.
Заливочная камера 8 установлена на подвижной платформе 17, которая, для обеспечения соосного положения заливочной камеры 8 и литейной воронки б, снабжена штырем 18 и стопорным узлом 19. Возможные незначительные перекоси, несоосности и несоответствия вертикальных линейных размеров, которые могут иметь место при стыковке крышки 7 с заливочной камерой 8, устраняются гофрированным кольцевым компенсатором 20, являющимся элементом крышки 7.
Заливочная камера 8 вакуумируется в состыкованном с плавильной камерой 1 состоянии. Для вакуумирования заливочная камера 8 снабжена трубопроводом 21, соединенным с вакуумной системой. Плавление и зашивку металла можно производить в контролируемой газовой среде. Для этой цели плавильная и заливочная камеры снабжены штуцерами для подвода газа (не показаны С целью устранения выброса жидкого металла из литейной воронки б из-за возможного перепада давлений газа в плавильной и заливочной камерах, последняя снабжена.предохранительным клапаном 22,
Для получения металлического гранулированного порошка в заливочной камере 8 может быть размещен механизм центробежного распыления жидкого металла. Он состоит из стакана-распыли теля 23, выполненного из огнеупорного или тугоплавкого материала и смон тированного внутри заливочной камеры 8 соосно с ней. Стакан-распылитель имеет электропривод 24 вращения. Кро ме того, внутри заливочной камеры ус тановлен бак 25 со сборником порошка 26, заполненным охлаждающей жидкостью 27. Бак 25 вращается электродвигателем 28. Работа устройства осуществляется следующим образом. Подвижною платформу 17 с заливочной камерой 8 подкатывают под крышку 7, которая под действием сжатого воздуха пневмопривода находится в крайнем верхнем положении. Штырь 18 и узел .стопорения 19 обеспечиваиот фиксацию платформы 17 относительно плавильной камеры 1 в положении, при котором заливочная камера 8 установлена соосно воронке б. Крышка 7 под действием собственного веса (после сброса давления воздуха в пневмоприводе) передвигается до соприкосновения с верхним фланцем заливочной камеры 8 и поджимается к нему Г-образными прижимами, сжимая находящееся на фланце уплотнительное кольцо. Одновремьнно торцовая поверхность порш ня 5 сжимает уплотнительное кольцо .10 фланца 9, обеспечивая герметичность плавильной камеры 1,После осуществления стыковки плавильной и заливочной камер в них соз дается необходимое разрежение и, по мере надобности, заполнение инертными газги и. Затем в плавильном тигле 2 производится плавка предварительно приготовленной шихты. Одновременно с ведением плавки производят нагрев воронки б, предварительно опустив в ее внутреннюю полость нагреватель 12 Опускание нагревателя 12 осуществляется вращением рукоятки .редуктора 14 до установки указателя, связанного с нагревателем 12, на отметку, при которой нагреватель сжатой пружиной компенсатора 15 плотно поджат к внутренней поверхности воронки 6. Степень сжатия пружины компенсатора в STCW положении исключает разрушение воронки 6. Перед сливом металла нагревател 12 выводят из воронки б и поднимают в крайнее верхнее положение. Это производится обратным вращением рукоятк редуктора 14 до достижения указателем вращения отметки Поднят. Слив метёшла в разогретую воронку осуществляется наклоном тигля 2. Жидкий металл, попав в воронку б, проплавляет герметизирующую прокладку 16 и поступает в заливочную камеру 8 .где осуществляется требуемая технологическая операция (Либо заливка в изложницу, либо центробежное литье дета лей, либо распыление и т.д.). в случае, когда заливочная камера 8 снабжена для получения металлического гранулированного порошка механизмом центробежного распыления жидкого металла, перед сливом металла в воронку б производят включение электропривода 24, вращение стакана-распылителя 23 и привода 24 вращением бака 25 со сборником порошка 26 и охлаждающей жидкостью 27. При этом жидкость 27 в сборнике порошка принимает под действием центробежных сил вертикальное положение. Струя жидкого металла из воронки 6 поступает во вращающийся стакан-распылитель 23 и разбрызгивается из него за счет центробежной силы 3 виде мелнГих капель. Вылетающие из стакана-распылителя капли жидкого металла попадают в слой охлаждающей жидкости и кристаллизуются в ней. В качестве охлаждающей жидкости применяется кремнийорганическая жидкость типа ФМ-1322/300 или вакуумное минеральное масло типа . После окончания слива металла производят расстыковку плавильной и заливочной камер. Для этого освобождают крышку 7 от Г-образных зажимов и подачей сжатого воздуха в трубопровод 11 поршнем 5 поджимают ее в крайнее верхнее положение. От патрубка заливочной камерял 8 соединяются трубопровод 21, ведущий к вакуумной системе, платформа 17 снимается со стопорного устройства 19 и откатываетЬя к грузоподъемному механизму для выгрузки сборника порошка 26. Основные конструкционные принципы предлагаемого устройства проверяют на практикепри эксплуатации вакуумной индукционной печи ВИЦУ-125 и установки центробежного распыления жидкого металла УЦР-1, Технический эффект применения устройства заключается в расширении технических возможностей действующего вакуумного плавильного оборудования и создании промышленного устройства для получения гранулированных порошков из химически активных металлов со сравнительно малыми капитальными затратами. Производительность устройства по попучению гранулированного порошка определяется емкостью плгшильного тигля и скоростью истечения металла из литейной воронки. Ориентировочно, производительность устройства составит 15-20 кг порошка в мин. Формула изобретения 1. Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов, содержащее герметичную камеру с пс воротной печью и герметично подсоединяемую заливочную камеру с , расположенные -на подвижной -платформе , отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено заливочной воронкой с герметизирующей проплавляемой прокладкой, пнев моприводом подъема и электрическим съемным нагревателем, воронка вмонтирована в герметичную крышку заливочной камеры... 2.Устройство по п.I, о т л и ч ающ е е с я тем, что, с целью устранения технологических погрешностей при стыковке герметичной крышки с заливочной камерой, кришка снабжена упругим кольцевым компенсирующим эле ментом. 3.Устройство по пп, 1 и 2, о т личающеес я тем, что, с целью обеспечения плотного контакта поверхности съемного электрического нагревсмгеля с внутренней поверхностью воронки, привод нагревателя снабжен пружинным компенсатором. 4.Устройство по ПП.1 - 3, о т личаюшееся тем, что,.с целью ускорения стыковки плавильной и разливочной камер, платформа разливочной камеры Снабжена стопором к фиксатором.: 5.Устройство по пп. 1 - 4, о Т-. лйчающееся тем, что, с целью получения металлического гранулированного порошка, заливочная камера, снабжена узлом распыления жидкого металла. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 194272, кл. 31 В 7/06, 1966. 2.Авторское свидетельство СССР f 616508, кл. F 27 В 14/04, 1978. 3. Авторское свидетельство СССР 359970, кл. С 22 В 4/08, 1972.
Фил. 2


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения металлических порошков | 1981 |
|
SU1020186A1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| Устройство для получения металлических гранул | 1980 |
|
SU863190A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| Вакуумно-компрессионная плавильнолитейная установка | 1990 |
|
SU1763836A1 |
| Устройство для получения порошков | 1981 |
|
SU1014662A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ | 2005 |
|
RU2300443C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ПЛАВКИ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ И ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ИЗНИХ ИЗДЕЛИЙ | 1968 |
|
SU422528A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| Устройство для получения металлического порошка | 1976 |
|
SU577092A1 |