Изобретение относится к индукционному нагреву в металлургии, машиностроении, в частности к нагреву прямоугольных изделий.
Известно устройство для индукционного нагрева изделий, содержащее индуктор с отогнутыми витками в его боковых частях.
Недостатком данного устройства является низкая вибропрочность конструкции индуктора, а также низкое значение КПД и коэффициента мощности.
Наиболее близким по технической сути к предлагаемому является устройство для индукционного нагрева изделий, содержащее две секции индуктора, расположенные так, что их проводники взаимно перпенди: кулярны. Секции предназначены для поочередного нагрева в них издел ий.
Недостатком данного устройства явля- ется наличие вибраций секций индуктора, особенно проявляющихся при нагреве на промышленной частоте, и низкий КПД.
Целью изобретения является повышение КПД, уменьшение вибраций и шума.
Поставленная цель достигается устройством для индукционного нагрева прямоугольных изделий, содержащим индуктор, выполненный в виде двух соленоидальных прямоугольных секций, оси которых взаимно перпендикулярны, указанные секции размещены одна внутри другой и механически связаны между собой посредством размещения выступов, выполненных на наружной поверхности внутренней секции, в пазах, выполненных на Жнутренней поверхности наружной секции, при этом секции предназначены для подключения к регулируемому источнику питания с обеспечением фазового сдвига между секциями на четверть периода.
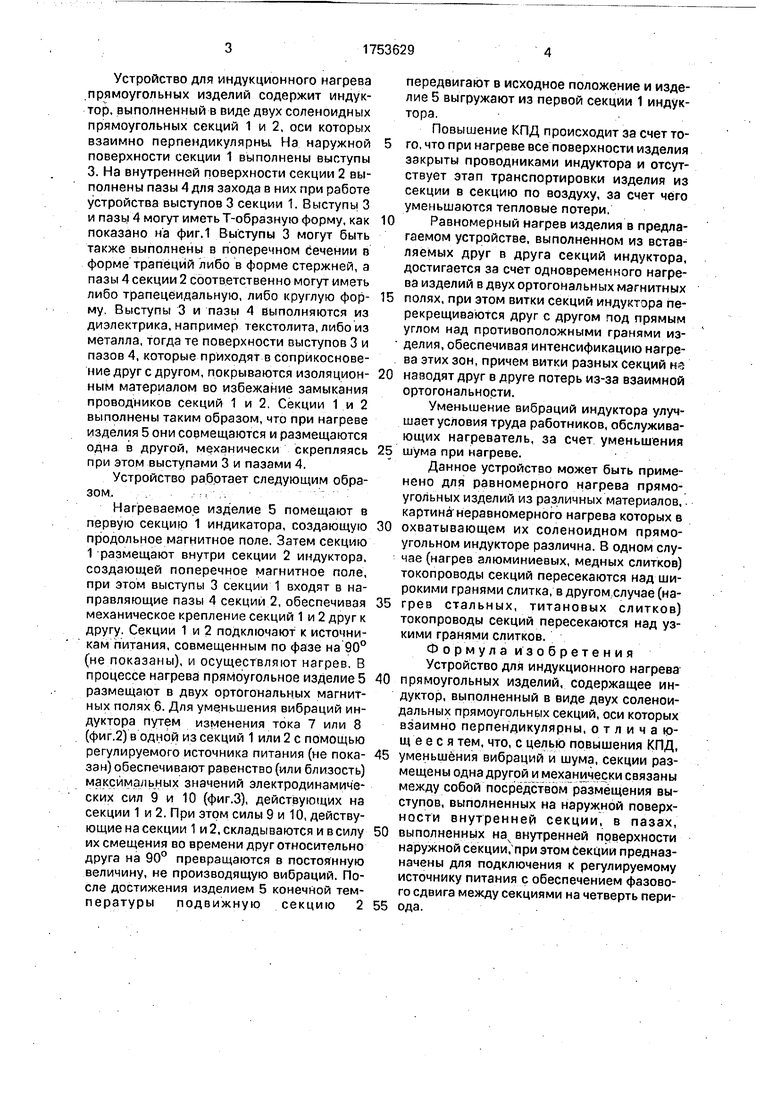
На фиг.1 показано устройство, общий вид; на фиг.2 - графики изменения токов в секциях и электродинамических сил, действующих на индуктор.
(/
а
со о
Ю О
Устройство для индукционного нагрева прямоугольных изделий содержит индуктор, выполненный в виде двух соленоидных прямоугольных секций 1 и 2, оси которых взаимно перпендикулярны. На наружной поверхности секции 1 выполнены выступы 3. На внутренней поверхности секции 2 выполнены пазы 4 для захода в них при работе устройства выступов 3 секции 1. Выступы 3 и пазы 4 могут иметь Т-образную форму, как показано на фиг.1 Выступы 3 могут быть также выполнены в поперечном Сечении в форме трапеций либо в форме стержней, а пазы 4 секции 2 соответственно могут иметь либо трапецеидальную, либо круглую форму, Выступы 3 и пазы 4 выполняются из диэлектрика, например текстолита, либо из металла, тогда те поверхности выступов 3 и пазов 4, которые приходят в соприкосновение друг с другом, покрываются изоляционным материалом во избежание замыкания проводников секций 1 и 2. Секции 1 и 2 выполнены таким образом, что при нагреве изделия 5 они совмещаются и размещаются одна в другой, механически скрепляясь при этом выступами 3 и пазами 4.
Устройство работает следующим образом.
Нагреваемое изделие 5 помещают в первую секцию 1 индикатора, создающую продольное магнитное поле. Затем секцию 1 размещают внутри секции 2 индуктора, создающей поперечное магнитное поле, при этом выступы 3 секции 1 входят в направляющие пазы 4 секции 2, обеспечивая механическое крепление секций 1 и 2 друг к другу. Секции 1 и 2 подключают к источникам питания, совмещенным по фазе на 90° (не показаны), и осуществляют нагрев. В процессе нагрева прямоугольное изделие 5 размещают в двух ортогональных магнитных полях 6. Для уменьшения вибраций индуктора путем изменения тока 7 или 8 (фиг.2) в одной из секций 1 или 2 с помощью регулируемого источника питания (не показан) обеспечивают равенство (или близость) максимальных значений электродинамических сил 9 и 10 (фиг.З), действующих на секции 1 и 2. При этом силы 9 и 10, действующие на секции 1 и 2, складываются и в силу их смещения во времени друг относительно друга на 90° превращаются в постоянную величину, не производящую вибраций. После достижения изделием 5 конечной температуры подвижную секцию 2
передвигают в исходное положение и изделие 5 выгружают из первой секции 1 индуктора.
Повышение КПД происходит за счет того, что при нагреве все поверхности изделия закрыты проводниками индуктора и отсутствует этап транспортировки изделия из секции в секцию по воздуху, за счет чего уменьшаются тепловые потери,
Равномерный нагрев изделия в предлагаемом устройстве, выполненном из вставляемых друг в друга секций индуктора, достигается за счет одновременного нагрева изделий в двух ортогональных магнитных
полях, при этом витки секций индуктора перекрещиваются друг с другом под прямым углом над противоположными гранями из- делия, обеспечивая интенсификацию нагрева этих зон, причем витки разных секций не
нааодят друг в друге потерь из-за взаимной ортогональности.
Уменьшение вибраций индуктора улучшает условия труда работников, обслуживающих нагреватель, за счет уменьшения
шума при нагреве.
Данное устройство может быть применено для равномерного нагрева прямоугольных изделий из различных материалов, картинагнеравномерного нагрева которых в
охватывающем их соленоидном прямоугольном индукторе различна. В одном случае (нагрев алюминиевых, медных слитков) токопроводы секций пересекаются над широкими гранями слитка, в другом случае (нагрев стальных, титановых слитков) токопроводы секций пересекаются над узкими гранями слитков.
Формула изобретения Устройство для индукционного нагрева
прямоугольных изделий, содержащее индуктор, выполненный в виде двух соленои- дальных прямоугольных секций, оси которых взаимно перпендикулярны, отличающееся тем, что, с целью повышения КПД,
уменьшения вибраций и шума, секции размещены одна другой и механически связаны между собой посредством размещения выступов, выполненных на наружной поверхности внутренней секции, в пазах,
0 выполненных нач внутренней поверхности наружной секции. при этом секции предназначены для подключения к регулируемому источнику питания с обеспечением фазового сдвига между секциями на четверть пери5 ода.
Фаг,1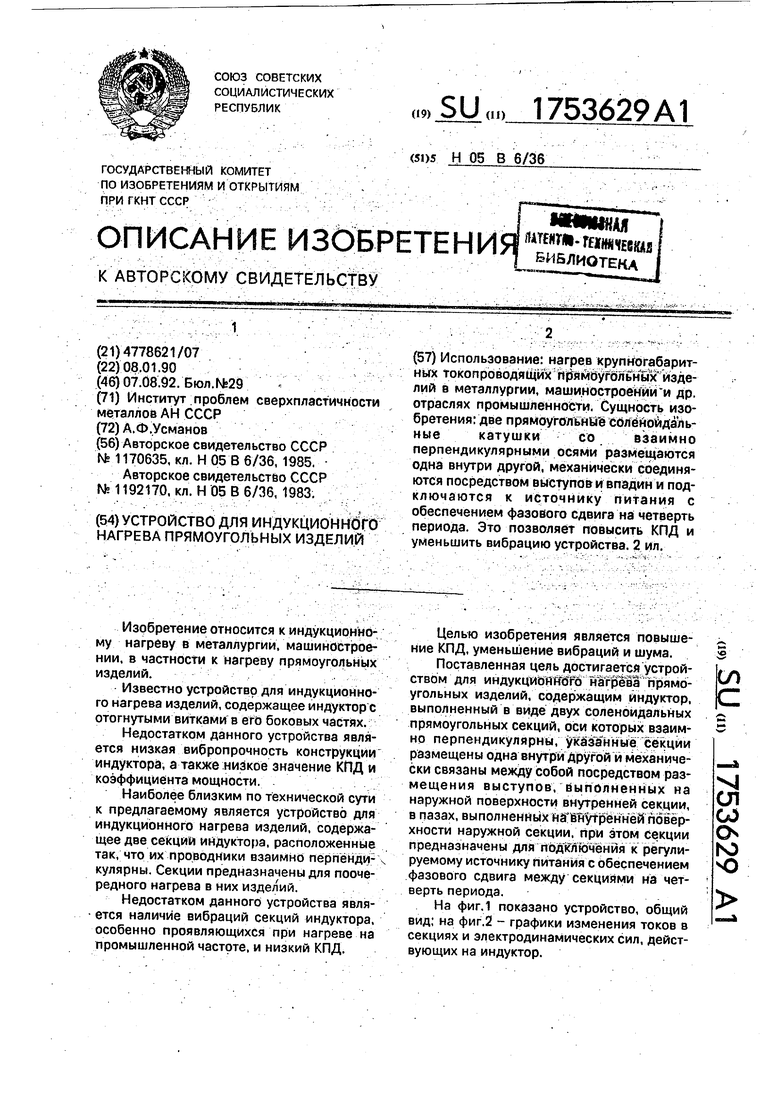
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева по меньшей мере двух изделий | 1988 |
|
SU1573561A1 |
| Устройство для равномерного индукционного нагрева плоских слитков | 1987 |
|
SU1494252A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 2015 |
|
RU2594770C1 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 2008 |
|
RU2356186C1 |
| Способ индукционного нагрева деталей под термообработку | 1986 |
|
SU1363540A1 |
| Установка для индукционного нагрева деталей | 1988 |
|
SU1504266A1 |
| Индуктор для нагрева деталей | 1987 |
|
SU1585904A1 |
| Устройство для индукционного нагрева слябов | 1988 |
|
SU1669085A1 |
Использование: нагрев крупногабаритных токопроводящих прямоугольных изделий в металлургии, машиностроении и др. отраслях промышленности. Сущность изобретения: две прямоугольные соленойдаль- ные катушки со взаимно перпендикулярными осями размещаются одна внутри другой, механически соединяются посредством выступов и впадин и под- ключаются к источнику питания с обеспечением фазового сдвига на четверть периода. Это позволяет повысить КПД и уменьшить вибрацию устройства. 2 ил.
| Индукционная печь для нагрева плоских слитков | 1984 |
|
SU1170635A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Авторское свидетельство СССР № 1192170, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
