10
1Г
20
Изобре тение относится к индукци нному нагреву деталей под термообаботку.
Цель изобретения - повышение КПД утем увеличения точности- регулироваия мощности.
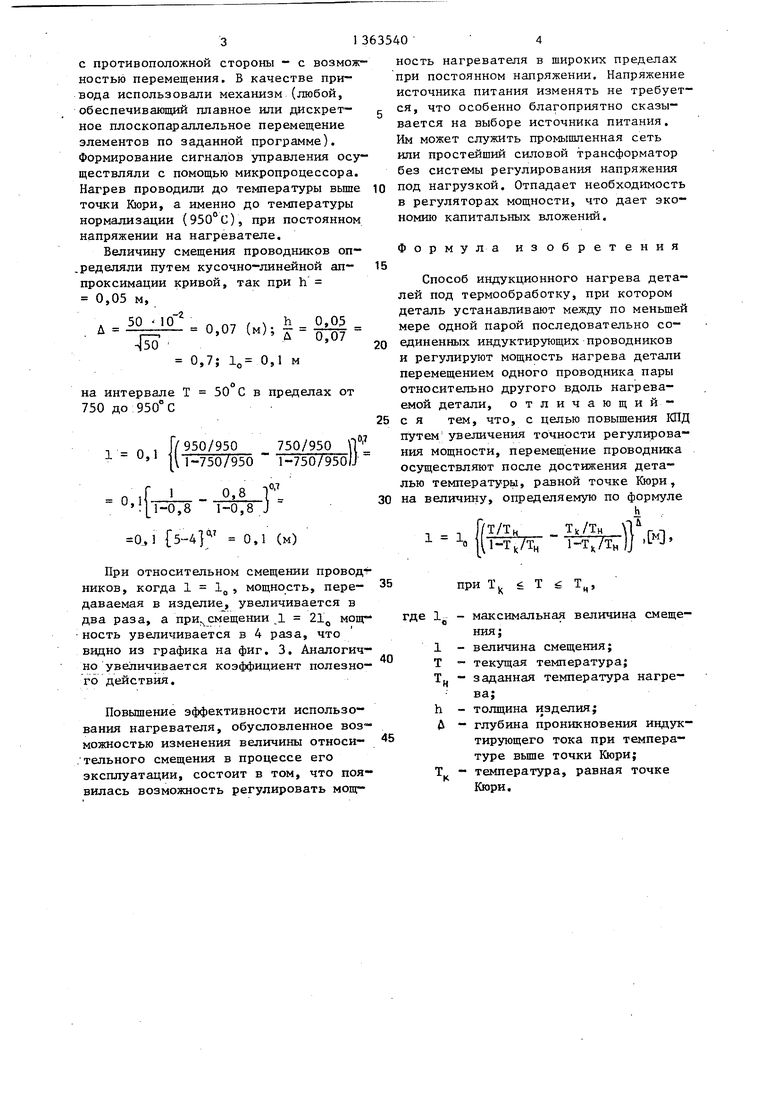
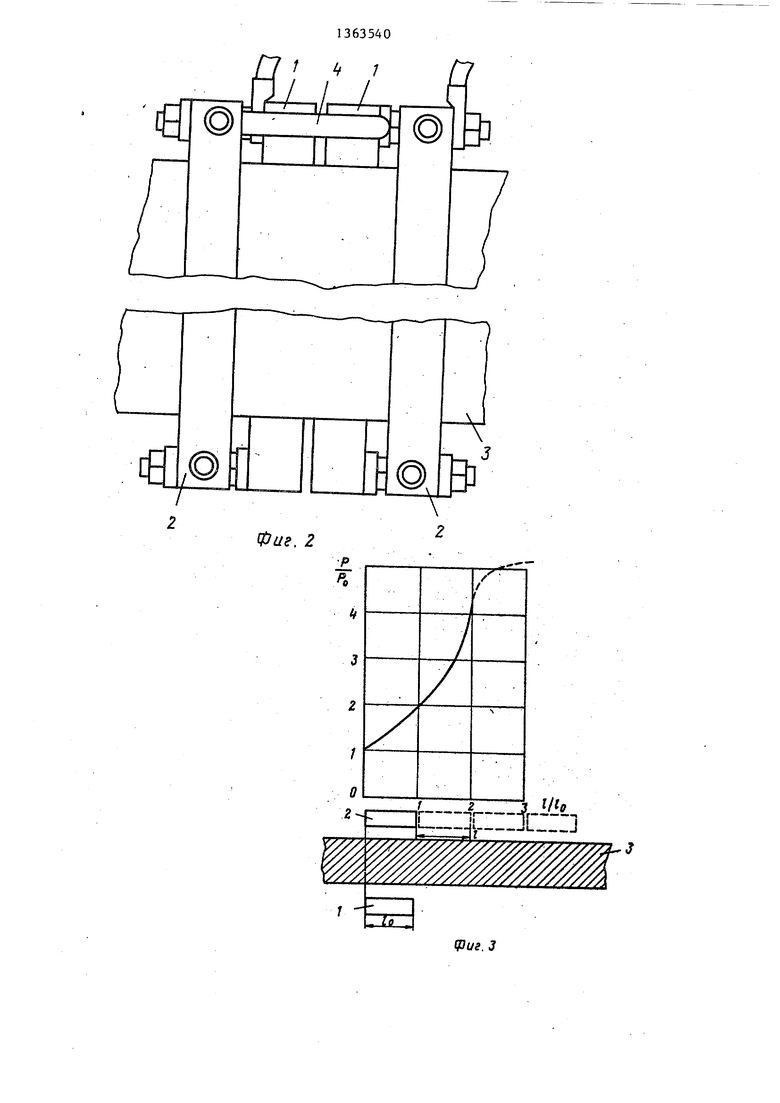
На фиг. 1 показано размещение деталей в индукторе, обящй вид; на иг. 2 - то же, вид сверху со смеенными элементами; на фиг. 3 - кривая зависимости мощности от смещения при постоянном напряжении нагреватея; на фиг. 4 - график изменения относительного смещения элементов в зависимости от температуры нагрева, отнесенной к заданной температуре.
Между индуктирующими проводниками 1 и 2 размещают деталь 3. Проводники 1 и2 соединены последовательно перемычкой 4 с наконечником 5, которые закреплены на них с помощью шпилек 6 и гаек 7, образуя пары проводников. Проводники I установлены неподвижно относительно детали, а проводники 2 соединены с приводом, обеспечивающим их одновременное смещение в обе стороны вдоль нагреваемой детали.
При включении нагревателя под про - водниками 1 и 2 наводятся индуктирующие токи. В исходном положении, ко-г торому соответствует пунктирное изображение на фиг. 1 и нулевая координата по оси абсцисс на фиг. 3, проводники 1 и 2 индуктирующего провода не смещены, ослабляющего действия прямого и обратного тока не наблюдается до тех пор, пока глубина проникновения тока меньше половины толщины из- депия.
По мере прогрева детали 3 увеличивается глубина проникновения тока в ; металл и при достижении температуры выше точки Кюри (750°С} глубина проникновения тока становится больше по- 45 ловины толщины изделия. Индуктированные токи, прямой и обратньм, в глубинных слоях металла взаимно уничтожаются. КПД нагревателя резко падает. Мощность Р, передаваемая в изделие, будет минимальной, а температура перестает расти. Для уменьшения взаимного влияния прямого и обратного индуктированных токов, элементы 2 с помощью привода в процессе нагрева смещаются одновременно вдоль нагреваемой детали. Величина смещения в процессе нагрева определяется по формуле: ,
40
25
30 .
35
gQ
55
1,
Г/Т/Т и
ч
Тк/Т
I-T,/TH
xlhlb
)
при Т
Т i Т
4 ;
где 1, - максимальная величина смещения, м (обычно принимаемая равной ширине элемента); величина смещения (islg), м; текущая температура, °С; заданная температура, °С; температура, равная точке Кюри, С;
толщина изделия, м; глубина проникновения индуктированного тока при температуре вьште точки Кюри, определяется по формуле
1 Т
TM TK
h Л
50 10
,
(м).
где f - частота тока, Гц.
Величина смещения 1 в процессе нагрева остается нулевой вплоть до точки Кюри на поверхности изделия, а затем возрастает вместе с температу-
рой до заданной величины 1. Закон возрастания зависит от соотношения толщины изделия h и глубины проникновения тока д , наведенного в металле при температуре Bbmie точки Кюри. Если это соотношение т- 1, то
смещение увеличивается пропорциональIh
но температуре; если - 1, то сме-
щение увеличивается медленнее линейного, а если 1, то смещение увелит чивается быстрее линейного. Эта закономерность определяется путем кусочно-линейной аппроксимации кривой (см. фиг. 4).
Пример. Проводили нагрев прямоугольного образца размером 1000x1000x5.0 мм, которьй помещали между проводниками 1 и 2 индуктирую- его провода. В качестве проводников были использованы отрезки медной трубки 30 мм с толщиной стенки 3 мм. На их концах приваривали штуцеры для одачи охлаждающей воды и медные пластинки с отверстиями для крепления гибких перемычек и токопроводов от источника питания. С одной стороны от нагреваемого образца проводник устанавливали неподвижно (жестко), а
с противоположной стороны - с возможностью перемещения. В качестве привода использовали механизм (любой, обеспечивающий плавное или дискретное плоскопараллельное перемещение элементов по заданной программе). Формирование сигналов управления осуществляли с помощью микропроцессора. Нагрев проводили до температуры вьше точки Кюри, а именно до температуры нормализации (950°С), при постоянном напряжении на нагревателе.
Величину смещения проводников оп- .ределяли путем кусочно-линейной аппроксимации кривой, так при h 0,05 м,
50 10
-2
Iso
0,07 (м); f
0,7; 1о 0,1 м
на интервале Т 50 С в пределах от 750 до 950° С
1 п 1 Г/950/950750/950 П
|1 1-750/950 l-750/950lJ
- О ,Г 0,8 f .1-0,8 1-0,8 J
., 1 0,1 (м)
При относительном смещении проводит НИКОВ, когда 1 1, мощность, пере- даваемая в изделие, увеличивается в два раза, а при.смещении 1 21, мощ ность увеличивается в 4 раза, что видно из графика на фиг. 3. Аналогично увеличивается коэффициент полезного действия.
Повышение эффективности использования нагревателя, обусловленное воз° можностью изменения величины относительного смещения в процессе его эксплуатации, состоит в том, что появилась возможность регулировать мощность нагревателя в широких пределах при постоянном напряжении. Напряжение источника питания изменять не требуется, что особенно благоприятно сказывается на выборе источника питания. Им может служить промышленная сеть или простейший силовой трансформатор без системы регулирования напряжения 0 под нагрузкой. Отпадает необходимость в регуляторах мощности, что дает экономию капитальных вложений.
Формула изобретения
5
Способ индукционного нагрева деталей под термообработку, при котором деталь устанавливают между по меньшей мере одной парой последовательно со0 единенных индуктирующих проводников и регулируют мощность нагрева детали перемещением одного проводника пары относительно другого вдоль нагреваемой детали, отличающий-
5 с я тем, что, с целью повышения КПД путем увеличения точности регулирования мощности, перемещение проводника осуществляют после достижения деталью температуры, равной точке Кюри,
0 на величину, определяемую по формуле
il Г/Т/Тн Т,/Тн
1 X
Т
,м.
при Т| Т ё Т,
где 1 - максимальная величина смещения;
1 - величина смещения;
Т текущая температура;
Тц - заданная температура нагрева;
h - толщина изделия;
Л - глубина проникновения индуктирующего тока при температуре вьш1е точки Кюри;
Т - температура, равная точке Кюри.
t tf 1 I I I
JLL
:3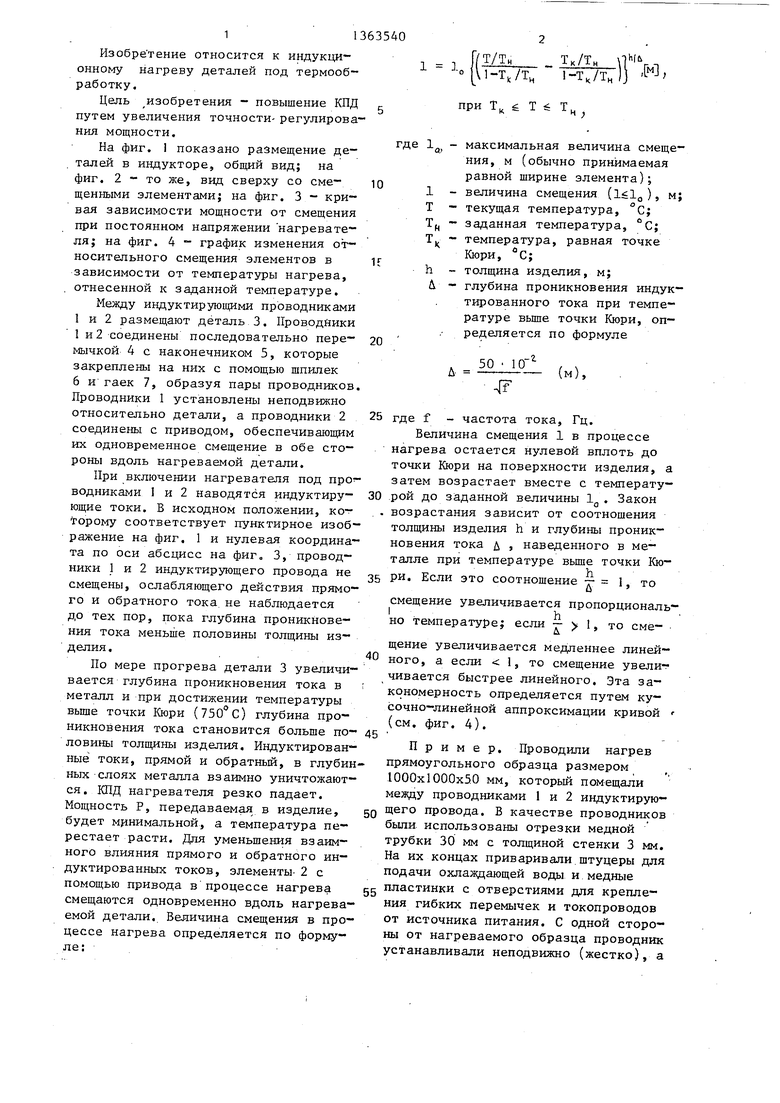
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Способ термообработки сварных соединений полос и устройство для его осуществления | 1987 |
|
SU1544817A1 |
| Способ индукционного нагрева плоского кольцевого ферромагнитного изделия | 1984 |
|
SU1179556A1 |
| Устройство для индукционного нагрева | 1985 |
|
SU1337217A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU998537A1 |
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ЛЕНТЫ | 2000 |
|
RU2187214C2 |
| Индуктор для нагрева цилиндрических изделий | 1982 |
|
SU1050137A1 |
Изобретение относится к электротехнике и предназначено для использования при индукционном нагреве деталей под термообработку. Целью изобретения является повышение КПД путем увеличения точности регулирования мощности. Деталь 3 размещают между парами проводников 1 и 2 индуктора, нижние из которых установлены неподвижно, а верхние перемещают после достижения изделием температуры, равной точке Кюри, на величину, определяемую определенным законом, полученным путем аппроксимации экспериментальной кривой. 4 ил. i (Л С с а 00 сд 4
e
Фиг. 2
jO
T e
/
if 3
I/to
:-:t:::±f:
. 3
So
08
0,6
0,4 0,2
О
0,5
0.6
0,1 0,8 ФизЛ
Составитель О. Щедрина Редактор И. Киштулинец Техред М.Хо;(анич Корректор С. Шекмар
6385/57
Тираж 799 - Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0.9
I тн
| ЩЕЛЕВОЙ ИНДУКТОР. if.y j tlu" • t-^**'>& '•• ' ВИ&ЛИО"Е-КА . | 0 |
|
SU371698A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Слухоцкий А | |||
| Е | |||
| и др | |||
| Индукторы для индукционного нагрева | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Счетная линейка для вычисления объемов земляных работ | 1919 |
|
SU160A1 |
