Вид В
§
(Л
сд
ю
Од О)
3 18
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева деталей | 1989 |
|
SU1712429A1 |
| Делительное устройство | 1987 |
|
SU1425044A1 |
| Грейферное устройство к штампу | 1985 |
|
SU1359043A1 |
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Выталкиватель пресса | 1979 |
|
SU961994A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Копировальный станок | 1980 |
|
SU908551A1 |
| Установка для индукционного нагрева деталей | 1987 |
|
SU1407967A1 |
| Штамп для многоместной обработки заготовок | 1986 |
|
SU1480962A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
Изобретение относится к электротермии , в частности, к индукционному нагреву деталей с круговой симметрией типа крановых колес, ступенчатых валов и т.д. Целью изобретения является расширение технологических возможностей путем обеспечения изменения шага витков катушки. В исходном положении витки токопровода 10 с помощью ползушек 7 установлены с шагом в соответствии с технологическими требованиями обработки и зафиксированы винтами. Деталь 18 устанавливают на посадочный вал, после чего включается привод 15, перемещающий в радиальном направлении копиры 14, которые воздействуют на подпружиненные толкатели 8 и подводят фиксаторы 9 с витками токопровода 10 на расстояние, соответствующее профилю нагреваемой поверхности. Включается вращение и нагрев детали. 3 ил.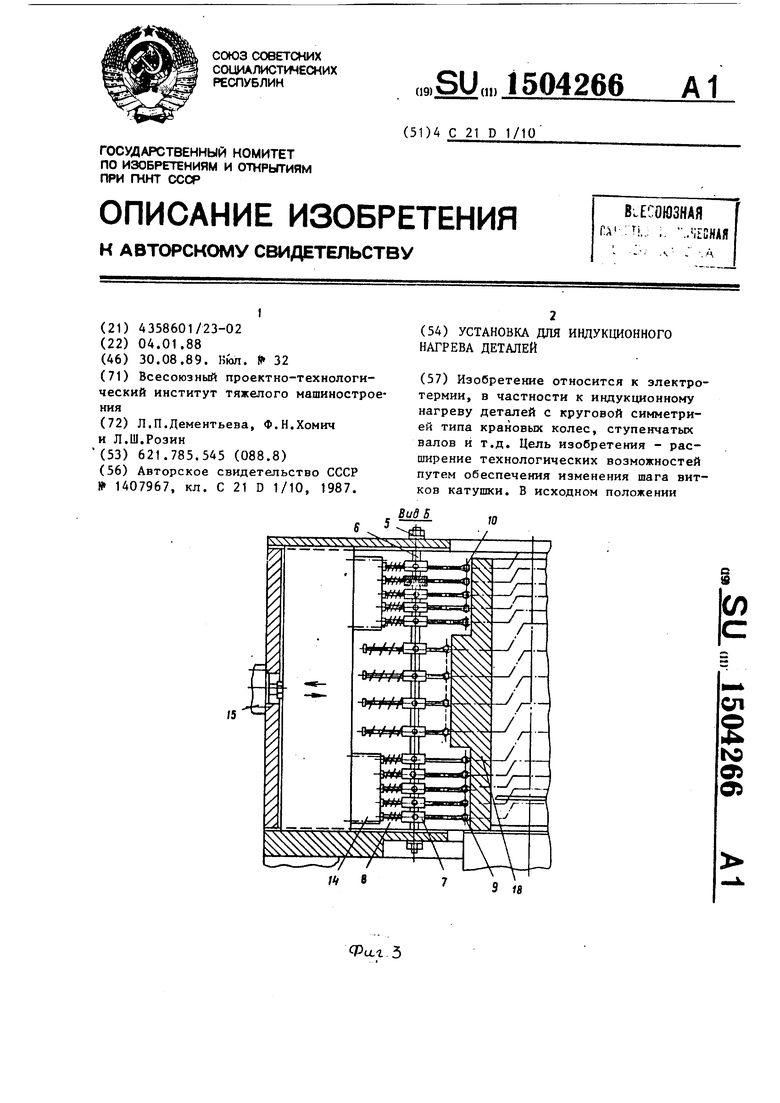
Фаг 5
3
витки токопровода 10 с помощью пол- эушек 7 установлены с шагом в соответствии с технологическими требованиями обработки и зафиксированы винтами. Деталь 18 устанавливают на по- садочньш вал, после чего включается привод 15, перемещающий в радиальном
15
Изобретение относится к электроермии, в частности к индукционному агреву деталей с круговой симметрий типа крановых колес, ступенчатых алов и т.д.
Цель изобретения - расширение технологических возможностей путем обеспечения изменения шага витков.
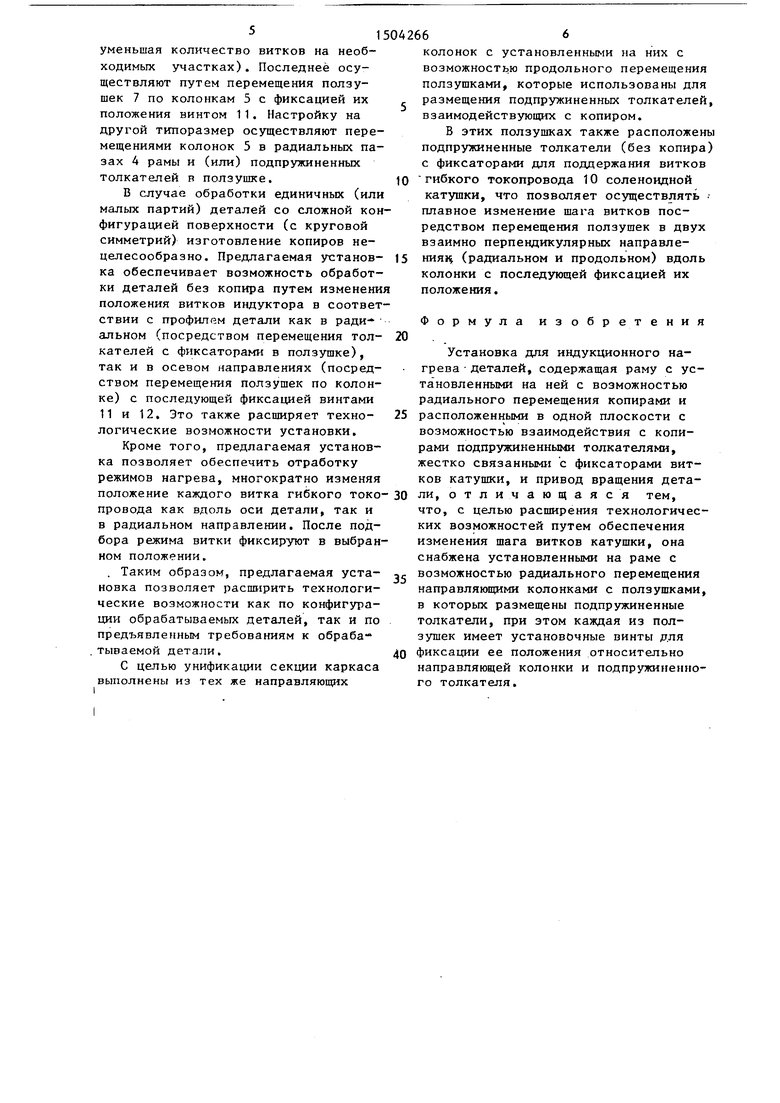
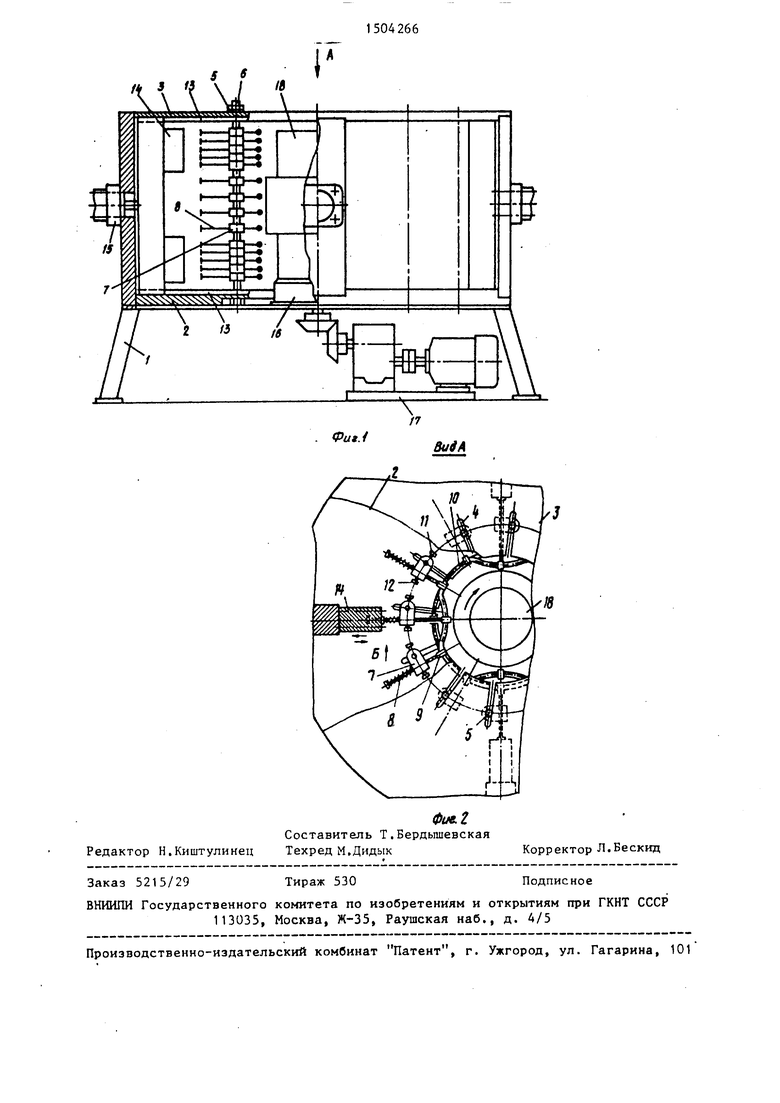
На фиг.1 представлена установка, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З -вид Б на фиг.2.
Установк а содержит раму 1 с основанием 2 и крышкой 3. На основании крышке выполнены в направлении раиуса пазы 4, в которых смонтированы направляющие колонки 5, закрепляемые в пазах посредством гаек 6. На колонках 5 установлены с возможностью перемещения по ним ползушки 7, в которых размещены с возможностью радиального перемещения подпружиненные толкатели 8, жестко связанные с фиксаторами 9, вьтолненными из термостойкой керамики. Фиксаторы 9 служат для поддержания витков гибкого токопровода 10 соленоидной катушки и расположены на каждом витке катушки в одной плоскости вдоль направляющих колонок. Каждая ползушка имеет установочные винты 11 и 12 для фиксации ее поожения соответственно относительно направляющей колонки 5 и подпружиненного толкателя 8.
В направляющих 13 рамы 1 установлены копиры 14 (в данном случае на чертеже показаны четыре копира) с приводом 15 его перемещения. Копир выполняется в соответствии с профилем нагреваемой детали. На раме 1 смонтирован посадочный центр 16 с приводом 17 его вращения для установки и вращения детали 18.
Установка работает следующим образом.
В исходном положении витки токо- ; провода 10 с помощью ползушек 7 ус
2664
направлении копиры 14, которые воздействуют на подпружиненные толкатели 8 и подводят фиксаторы 9 с витками токопровода 10 на расстояние, соответствующее профилю нагреваемой поверхности. Включается вращение и нагрев детали. 3 ил.
5
0
5
0
5
0
5
0
5
тановлены с шагом в соответствии с технологическими требованиями обработки и зафиксированы винтами 11. . Винты 12 отпущены и толкатель 8 находится в свободном положении в пол- 3ушках 7. Деталь 18, например ступенчатый вал, устанавливают на посадочный центр 16, включается привод 15 (например, пневмоцилиндр), который перемещает в радиальном направлении копиры 14. Последние воздействуют на подпружиненные витки токопровода 10 к поверхности детали на определенное расстояние, соответст-- вующее профилю нагреваемой поверхности. Включаетол вращение детали и подается напряжение на индуктор. После достижения заданной температуры нагрев отключают. Привод 15 возвращает копиры 14 в исходное положение, соответственно в исходное положение возвращаются и толкатели 8 с фиксаторами 9, с закрепленными в них витками гибкого токопровода 10. Привод вращения детали отключают, а изделие беспрепятственно извлекают из индуктора и передают на последующую операцию, например, на охлаждающую (закалочную или сорбитизационную) установку.
При определенном виде термообработки приходится изменять интенсивность нагрева, например, при переходе через точку Кюри, либо создавать различную интенсивность нагрева на отдельных участках поверхности изделия .
Предалагемая установка позволяет изменять интенсивность нагрева на различных участках изделия, не воздействуя при этом на цепь питания индуктора, за счет изменения расстояния между нагреваемой поверхностью и витками катушки, а также за счет
изменения шага витков на определенных участках детали (увеличивая или
уменьшая количество витков на необходимых участках). Последнее осуществляют путем перемещения ползу- шек 7 по колонкам 5 с фиксацией их положения винтом 11. Настройку на другой типоразмер осуществляют перемещениями колонок 5 в радиальных пазах 4 рамы и (или) подпружиненных толкателей в ползушке.
В случае обработки единичных (или малых партий) деталей со сложной конфигурацией поверхности (с круговой симметрии) изготовление копиров нецелесообразно. Предлагаемая установ- ка обеспечивает возможность обработки деталей без копира путем изменени положения витков индуктора в соответствии с профилем детали как в ради альном (посредством перемещения тол- кателей с фиксаторами в ползушке), так и в осевом направлениях (посредством перемещения ползушек по колонке) с последующей фиксацией винтами 11 и 12. Это также расширяет техно- логические возможности установки.
Кроме того, предлагаемая установка позволяет обеспечить отработку режимов нагрева, многократно изменяя
положение каждого витка гибкого токо- 30 ли, отличающаяся тем.
провода как вдоль оси детали, так и в радиальном направлении. После подбора режима витки фиксируют в выбранном положении.
. Таким образом, предлагаемая установка позволяет расширить технологические возможности как по конфигурации обрабатываемых деталей, так и по предъявленным требованиям к обраба тываемой детали.
С целью унификации секции каркаса выполнены из тех же направляющих
колонок с установленными на них с возможностью продольного перемещения ползушками, которые использованы для размещения подпружиненных толкателей взаимодействующих с копиром.
В этих ползушках также расположен подпружиненные толкатели (без копира с фиксаторами для поддержания витков гибкого токопровода 10 соленоидной катушки, что позволяет осуществлять плавное изменение шага витков посредством перемещения ползушек в двух взаимно перпендикулярных направле- ниян (радиальном и продольном) вдоль колонки с последующей фиксацией их положения.
Формула изобретения
Установка для индукционного нагрева деталей, содержащая раму с установленными на ней с возможностью радиального перемещения копирами и расположенными в одной плоскости с возможностью взаимодействия с копирами подпружиненными толкателями, жестко связанными с фиксаторами витков катушки, и привод вращения дета
что, с целью расширения технологических возможностей путем обеспечения изменения шага витков катушки, она снабжена установленными на раме с возможностью радиального перемещения направляющими колонками с ползушками, в которых размещены подпружиненные толкатели, при этом каждая из ползушек имеет установочные винты для фиксации ее положения относительно направляющей колонки и подпружи1генно- го толкателя.
5 f
(Pua.f
0tfe.Z
Составитель Т.Бердышевская Редактор Н.Киштулинец Техред М.Дидык
Заказ 5215/29
Тираж 530
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
BuiA
Корректор Л.Бескид
Подписное
| Установка для индукционного нагрева деталей | 1987 |
|
SU1407967A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
