Изобретение относится к режущему инструменту для металлообработки, а точнее к торцовым фрезам с механическим креплением сменных режущих пластин, и может быть использовано в машиностроении.
Известна фреза торцовая, содержащая корпус с расположенными на его периферии пазами для державок со штифтами, на которые надеты сменные многогранные пластины, при этом на корпусе расположено кольцо, имеющее отверстие для винтов, ввернутых в державки для их фиксации. Режущие пластины прижаты к фаскам, образо- ванным между поверхностями пазов корпуса и базирующего кольцевого желобка, при этом форма желобка корпуса соответствует форме пластин ы.
Известна торцово-концевая фреза, содержащая корпус с выполненными в нем пазами для размещения сменных режущих пластин, коническую втулку, установленную со стороны торца, коническая поверхность
которой служит базой для боковых поверхностей сменных режущих пластин, при этом закрепление режущих пластин производится с помощью пружинящего конического штифта.
Наиболее близка к предлагаемой фреза, содержащая корпус с базовыми поверхностями, выполненными в виде боковых поверхностей правильной усеченной пирамиды, и режущие пластины, установленные на опорных поверхностяхдержавок, упругую коническую втулку, установленную на центральном болте, на опорных поверхностях державок имеются цилиндрические штифты, взаимодействующие с поверхностями центральных отверстий режущих пластин.v
К недостаткам всех конструкций следует отнести то, что для обеспечения предъявляемых к фрезам требований по торцовому и радиальному биениям режущих кромок в них применяются пластины высокой степесл
с
а
О)
сл о
ни точности (например, классов Г,С,С по ГОСТ 19042- 80), а элементы фрез - корпу- са, державки режущих пластин должны быть выполнены также с высокой степенью точности, так как в этих конструкциях положение режущих кромок не регулируется, а точность их расположения достигается точностью изготовления элементов, базовые поверхности которых взаимодействуют с боковыми сторонами режущих пластин, расположенных противоположно режущим кромкам, что не компенсирует разности размеров пластин.
Цель изобретения - расширение технологических возможностей за счет использования режущих пластин нормальной степени точности.
Поставленная цель достигается тем, что во фрезе торцовой, содержащей корпус с пазами для размещения державок, на которых установлены сменные режущие пластины, закрепляемые посредством конической втулки и фиксирующих элементов державок, новым является то, что во фрезу введены обойма с внутренней поверхностью вращения для взаимодействия с главными задними поверхностями режущих пластин и сменные упоры с зажимными винтами для взаимодействия с державками и выступами для взаимодействия с упомянутой обоймой, при этом коническая поверхность втулки расположена с возможностью взаимодействия со вспомогательными задними поверхностями режущих пластин; кромки режущих пластин, противоположные рабочим вершинам, расположены параллельно сторонам пазов корпуса с зазором 0,1-0,5 мм; фиксирующие элементы на державках выполнены в виде боковых опорных поверхностей для взаимодействия с боковыми гранями режущих пластин, противоположными рабочим вершинам, или элементы фиксации державок расположены с возможностью взаимодействия с внутренней поверхностью отверстия в режущих пластинах со стороны рабочих вершин; во фрезу введена оправка, на цилиндрической поверхности которой установлены корпус, коническая втулка и обойма
Использование в качестве базовых поверхностей внутренней поверхности вращения обоймы и конической поверхности втулки, взаимодействующих с главными и вспомогательными задними поверхностями рэжущих пластин, позволит определять положение главных И вспомогательных pevy- щих кромок и режущих вершин фрезы относительно ее оси только расположением этих базовых поверхностей независимо от «зешг ини разницу размеров сгонных режущих пластин, что позволит использовать пластины нормальной степени точности, допуск на размеры которых превышает допуск на биение режущих кромок фрезы без регулирования положения этих пластин, что расширяет технологические возможности
Применение сменных упоров с зажимными винтами для взаимодействия с державками и выступами для взаимодействия
0 с обоймой позволит фиксировать режущие пластины путем прижима их боковыми или задними поверхностями к базовым поверхностям обоймы и втулки, что обеспечит работоспособность устройства при использовании пластин нормальной степе5 ни точности.
Установку сменной режущей пластины на державке и в пазу корпуса осуществляют так, что кромки режущих пластин, противоположные рабочим вершинам, расположе0 ни параллельно сторонам пазов корпуса с зазором 0,1-0,5 мм, при этом обеспечивается работоспособность фрезы без введения дополнительного 4иксирующего элемента, прижимающего пластину со стороны пере5 дней поверхности, поскольку в процессе работы зазор может выбираться а кромка - взаимодействовать со стенкой паза корпуса
При этом из-за отсутствия элементов,
0 воздействующих на переднюю поверхность пластины, эта схема обеспечивает меньший уровень изжбных усилий и напряжений в пластине по сравнению со схемой фиксации сменных режущих пластин со стороны пере5 дней поверхности прихватом или клином.
Выполнение фиксирующих элементов держасок в виде боковых опорных поверхностей, взаимодействующих с боковыми гранями режущих пластин, противоположо ными рабочим вершинам, позволит осуществить силовое замыкание при фиксировании пластин, что обеспечит работоспособность устройства и возможность применения режущих пластин как с отверстиями, так и без
5 них.
Выполнение фиксирующих элементов державок в виде, например, штифтов, расположенных с возможностью взаимодействия с внутренней поверхностью отверстия в
0 режущих пластинах со стороны рабочих вершин, позволит осуществить силовое замыкание, что обеспечи- работоспособность устройства, а также позволит при разборке осуществлять выемку державок одновре5 менно с пластинами, что облегчит разработку
Использование в качестве несущего элемента оправки, на цилиндрической поверхности которой установлены корпус коническая втулка и обойма, позволит облегчить изготовление, снизить трудоемкость фрезы, так как отдельные элементы имеют более простую форму, чем их конфигурация в сборе, а поскольку базовые поверхности являются соосными поверхностями враще- ния - обеспечить изготовление и сборку фрезы с достаточной точностью без подгоч- ки и доработки отдельных элементов.
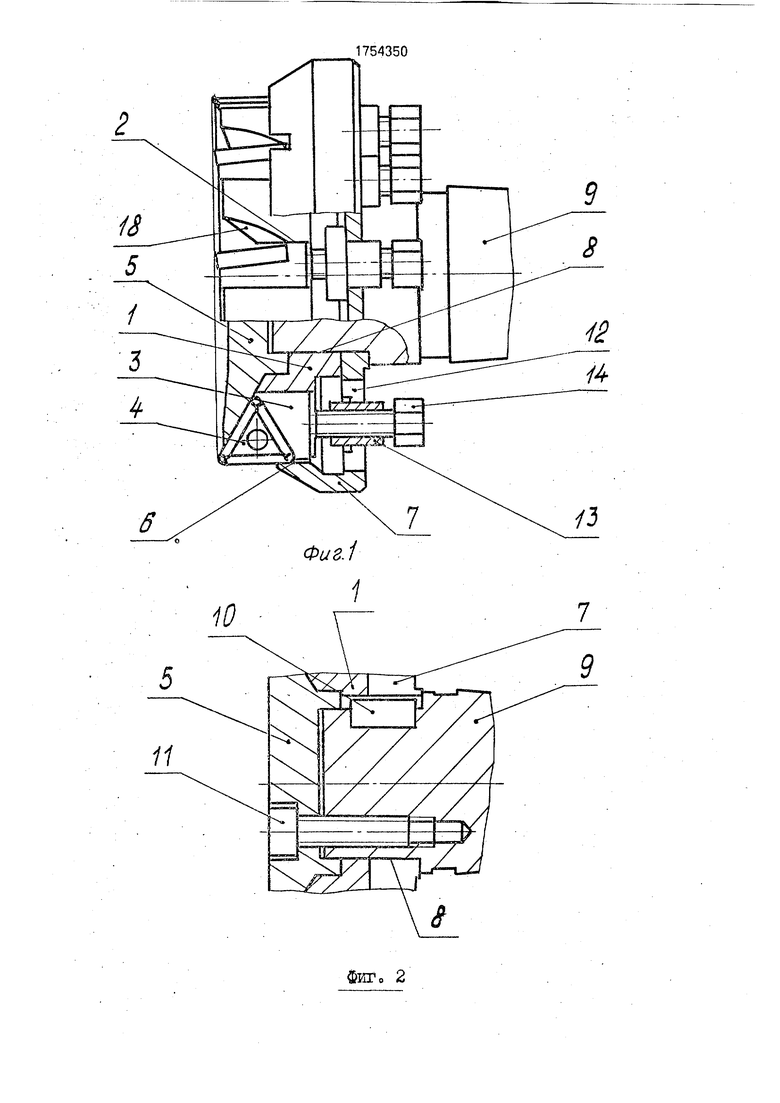
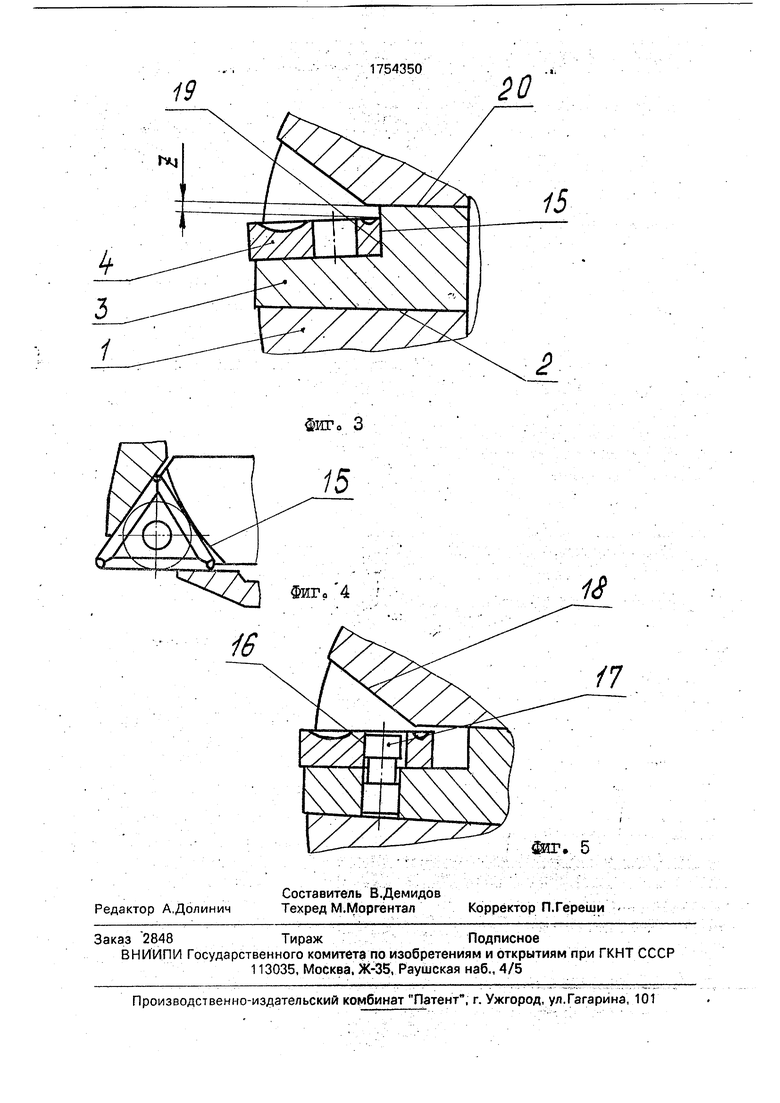
На фиг.1 изображена торцовая Фреза с разрезом по одному из пазов корпуса, об- щий вид; на фиг.2 - то же, часть осевого разреза; на фиг.З - разрез, проходящий через вершину пластины и ее центр; на фиг,4 - вид со стороны передней поверхности одной из пластин; на фиг.5 - разрез, проходя- щий через вершину пластины и ее центр, при фиксации пластины с помощью штифта, входящего в отверстие пластины.
Фреза торцовая содержит корпус 1, в сквозных продольных пазах 2 которого раз- мещены державки 3 с установленными на них сменными режущими пластинами 4, при этом сменные режущие пластины одной из боковых сторон, выполняющей функцию вспомогательной задней поверхности режу- щей пластины, контактируют с конической втулкой 5, а другой, выполняющей функцию главной задней поверхности - с внутренней поверхностью вращения 6 обоймы 7; обойма, корпус и коническая втулка установлены на цилиндрической поверхности 8 оправки 9, взаимно ориентированы с помощью шпонки 10 и зафиксированы с помощью винтов 11; в окнах 12 обоймы 7 расположены элементы для фиксации держа&ок с пла- стинами, состоящие из сменных упоров 13 и зажимных винтов 14, причем упоры взаимодействуют с обоймой,а винты - с державками; державки взаимодействуют с режущими пластинами боковыми спорны- ми поверхностями 15, которые могут быть выпуклыми, либо поверхностью 16 штифта 17, входящего во внутреннее отверстие режущей пластины. При этом поверхность 16 расположена со стороны рабочей вершины режущей пластины. Пазы 2 корпуса 1 со стороны расположения режущих пластин завершены поверхностями 18, образующими пространство для выхода стружки, однако при этом кромка режущей пластины,
расположенная противоположно ее рабочей вершине, образованная на пересечении передней поверхности пластины с боковой стороной 19, установлена внутри паза корпуса параллельно его тороне 20 с зазором Z 0,1-0,5 мм для обеспечения сборки-разборки фрезы.
Формула изобретения 1.Торцовая фреза, содержащая корпус с пазами для размещения державок, на которых установлены сменные режущие пластины, закрепляемые посредством конической втулки и фиксирующих элементов державок, отличающаяся тем, что, с целью расширения технологических возможностей путем использования режущих пластин нормальной точности, во фрезу введены обойма с внутренней поверхностью вращения для взаимодействия с главными задними поверхностями режущих пластин и сменные упоры с зажимными винтами для взаимодействия с державками и выступами для взаимодействия с упомянутой обоймой, при этом коническая поверхность в гулки расположена с возможностью взаимодействия со вспомогательными задними поверхностями режущих пластин.
2.Фреза по п.1, о т л и ч а ю щ а я с л тем, что кромки режущих пластины, противоположные рабочим вершинам, расположены параллельно сторонам пазов корпуса с зазором 0,1-0,5 мм.
3.Фреза по пп.1 и 2, о т л и ч а ю щ а я- с я тем, что с целью использования режущих пластин как с отверстиями, так и без них, фиксирующие элементы на державках выполнены в виде боковых опорных поверхностей для взаимодействия с боковыми гранями режущих пластин, противоположными рабочим вершинам.
4.Фреза попп. 1 и2,отличающая- с я тем, что, с целью использования режущих пластин с отверстиями, элементы фиксации державок расположены с возможностью взаимодействия с внутренней поверхностью отверстия в режущей пластине со стороны рабочих вершин.
5.Фреза по п.1, о т л и ч а ю щ а я с я тем, что во фрезу введена оправка, на цилиндрической поверхности установлены корпус, коническая втулка и обойма.
о
го
1754350
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Торцовая ступенчатая фреза | 1989 |
|
SU1720810A1 |
| Способ настройки торцовой фрезы | 1988 |
|
SU1743732A1 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 1994 |
|
RU2102199C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| РЕЖУЩАЯ СМЕННАЯ ПЛАСТИНА | 1992 |
|
RU2053045C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| Фреза | 1980 |
|
SU965633A1 |
| Торцовая фреза | 1991 |
|
SU1791077A1 |
| Торцовая фреза | 1988 |
|
SU1634394A1 |
Использование: машиностроение, режущий инструмент для металлообработки, торцовые фрезы с механическим креплением сменных режущих пластин. Сущность изобретения: фреза содержит корпус с пазами для размещения державок, на которых установлены сменные режущие пластины, и коническую втулку. Фреза содержит также обойму с внутренней поверхностью для взаимодействия с главными задними поверхностями режущих пластин и сменные упоры с зажимными винтами. Коническая поверхность втулки расположена с возможностью взаимодействия со вспомогательными задними поверхностями режущих пластин. 4 з.п. ф-лы, 5 ил.
фиг. 3
15
to. 5
| Фреза | 1984 |
|
SU1194603A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
