Изобретение относится к сварочному производству, а именно к способам и устройствам, предназначенным для определения технических характеристик сварочных горелок, применяемых при дуговой сварке в защитном газе.
Известен способ контроля потока защитного газа с применением известных преимущественно многоступенчатых мембранных редукторов, газовых счетчиков, дроссельных клапанов и сварочных устройств для стабилизации условий сварки и потерь газа. Для этого на первой ступени редуктором создается давление газа, которое в своем абсолютном значении превышает максимально ожидаемое сопротивление потока последовательно включенных сварочных устройств. На второй ступени газ под постоянным давлением проходит через показывающий это же давление газовый счетчик. На третьей ступени газ направляется через последовательно подключенный дроссельный клапан, который в полностью открытом состоянии пропускает максимального сечения поток, равный разности отношения максимального расхода на квадрат давления и коэффициент, зависящий от рода газа, численные значения которого определены для различных газов.
При этом способе контроля отсутствует автоматическая корректировка подачи защитного газа, а устройство имеет низкую надежность в работе, так как состоит из большого количества сложных механических узлов.
Наиболее близким к предлагаемому является также способ и устройство для контроля качества защиты сварочной ванны от кислорода и азота воздуха при дуговой сварке. Способ определения качества дуговой атмосферы заключается в фиксации сигнала, поступающего из зоны защиты, создаваемой потоком газа, пропускаемого через сопло сварочной горелки. В качестве сигнала используется измеренная плотность спектральных линий азота излучения дуги, По изменению плотности спектральных линий судят о качестве защиты дуговой атмосСП
С
ел
Јь 00 V4 СЛ
феры. Устройство для реализации этого способа содержит плиту для размещения изде- лия, горелку с соплом для подачи газа и приемник излучения дуги, анализатор спектра, выделяющий полосу спектра с длиной волны 4630,6 и 5679,6 А, измеритель плотности излучения на этом участке спектра и устройство для подачи звукового сигнала, когда плотность излучения превышает допустимый уровень присутствия азота в дуге.
Так как при реализации известного способа регистрируется окись азота, необходимо использовать реальный сварочный процесс и использовать защитный газ, электроэнергию, образцы, т.е. возникают дополнительные энергетические и материальные непроизводственные расходы. Кроме того, процесс изучения технических возможностей горелки длителен во времени (апробация на различных скоростях с изменением вылета электрода и т.д), поэтому известный способ при реализации требует значительных энергетических затрат.
Известный способ имеет низкий уро- аень объективности оценки качества защиты, так как пары металла и легирующих элементов в дуге могут вносить помехи в спектральный анализ, а световое излучение дуги вынуждает оператора работать в щитке, что осложняет контроль за показаниями приборов. Кроме того, известный способ инерционен, так как проходит значительное количество времени с момента нарушения защиты дуги до выработки соответствующего сигнала.
Недостатком устройства является сложность его конструкции, обусловленная наличием сложных узлов, их высокой стоимостью.
Цель изобретения - снижение энергетических затрат, повышение объективности оценки качества защиты, снижение инерционности и упрощение конструкции устройства. -
Указанная цель достигается тем, что согласно способу, при котором фиксируют сигнал, поступающий из зоны защиты, создаваемой потоком пропускаемого через сопло сварочной горелки газа, в последнем устанавливают тлеющий фитиль и подают через сопло воздух, а в зону фитиля перпендикулярно потоку воздуха подают ламинарный поток кислорода со скоростью, равной скоростисдвижения сварочной горелки в реальном процессе. В качестве сигнала нарушения качества защиты считают возгорание фитиля. При нарушении защиты зоны сварки, имитируемой потоком воздуха, ЁЫХОДЯ- щего из сопл а, активный газ воздействует на тлеющий фитиль, воспламеняя его, что
фиксируется наблюдателем, на основании чего производится регулирование потока воздуха, подающегося вторелку,
Устройство определения качества защиты дуговой атмосферы, содержащее плиту для размещения изделия и горелку с соплом для подачи газа, дополнительно снабжено установленными на плите с двух противоположных сторон газораспределительной камерой с окном, в котором установлена газовая линза и штатив для крепления горелки, а горелка снабжена фитилем и соединена с баллоном сжатого воздуха. Испытуемая горелка устанавливается
на штатив и подключается к сжатому воздуху, а в газораспределительную камеру подается кислород (активный газ), имитирующий встречный поток атмосферного воздуха при сварке.
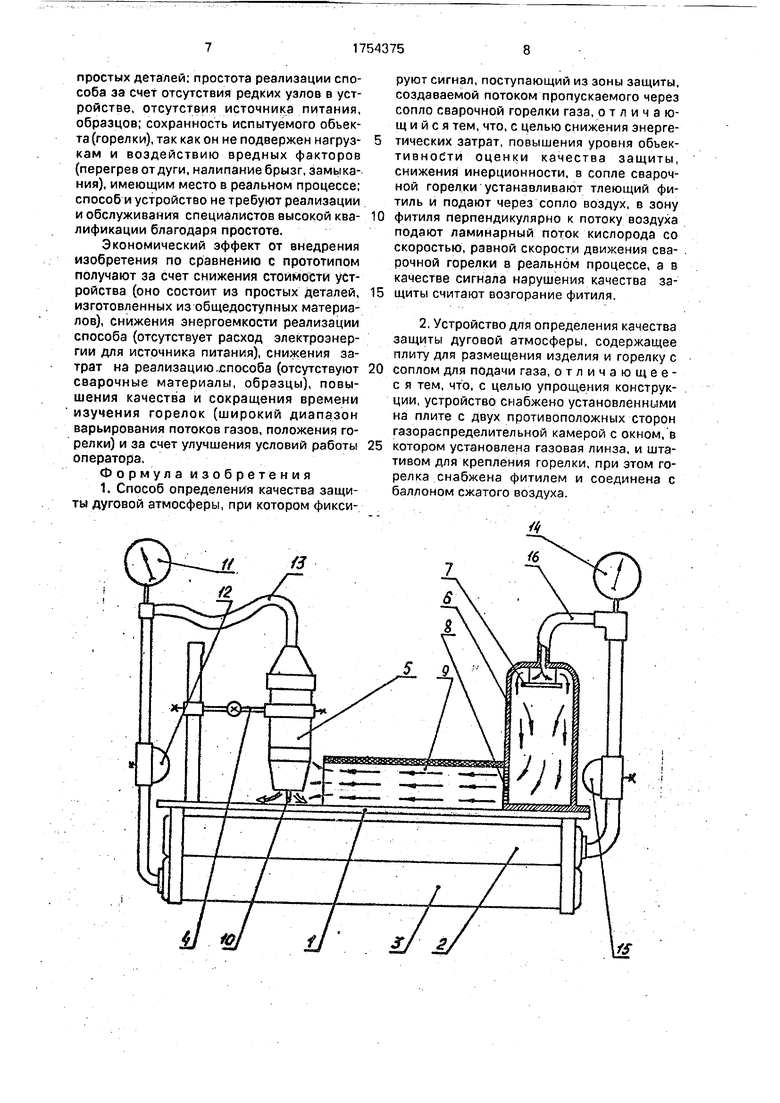
На чертеже показана схема предлагаемого способа определения качества защиты зоны сварки и устройство (вид сбоку) для его реализации.
Устройство содержит плиту 1, под которой размещены плоские баллоны для активного газа 2 и сжатого воздуха 3. На плите 1 установлен штатив 4, в зажим которого устанавливается испытуемая горелка 5. С помощью штатива 4 можно изменять высоту
расположения горелки 5 над плитой 1, которая имитирует поверхность свариваемого изделия и угол наклона горелки 5 относительно плиты 1, На плите 1 со стороны, противоположной штативу 4, закреплена
газораспределительная камера 6 (далее камера 6) с рассекателем потока 7 активного газа и с окном 8 для выхода активного газа в патрубок 9, который одним концом плотно примыкает к ,камере 6. Второй конец патрубка 9 направлен к горелке 5, закрепленной на штативе 4. В электрододержатель (не показан) горелки 5 установлен фитиль 10, который может быть выполнен из любого материала: войлока, плотного шнура, спрессованных опилок и т.п. К горелке 5 через манометр 11 и редуктор 12 по воздуховоду 13 подводится воздух от баллона 3. Аналогично через манометр 14 и редуктор 15 по воздуховоду 16 активный газ из баллона 2
подводится к камере 6. Устройство предельно компактно и размеры позволяют размещать его на лабораторном столе,
Сущность способа определения качества защиты атмосферы заключается в следующем.
Перед использованием устройства манометры 11 и 14 тарируют в соответствии с расходом атмосферного воздуха, поступающего в горелку 5 (литры в минуту), и в соответствии со скоростью движения активного
газа по патрубку 9. Далее горелку 5 закрепляют на штативе 4 так, как бы она располагалась над свариваемым изделием в реальном процессе. Роль свариваемого изделия выполняет плита 1. При этом штати- вом 4 фиксируется и высота расположения горелки над плитой 1 и угол ее наклона по отношению к плите 1. Затем поджигают фитиль 10, который начинает тлеть. Открывают редуктор 12, благодаря чему в горелку 5 поступает воздух из баллона 3. Расход воздуха контролируют по манометру .11. Воздух является имитатором защитного газа, так как в нем присутствует небольшое количество кислорода (в атмосферном воз- духе количество кислорода недостаточно для воспламенения фитиля 10). Открывая редуктор 15, заполняют камеру 6 активным газом, например, кислородом (далее - активный газ - кислород). Благодаря рассекателю 7 кислород равномерно распространяется по камере 6. Заполнивобъем камеры 6, кислород через окно 8, в котором установлена мелкоячеистая сетка для выравнивания потока по сечению окна 8, по- ступает в патрубок 9 ламинарным потоком. Скорость истечения кислорода по патрубку 9 контролируется по манометру 14 и имитирует скорость движения встречного воздуха в сварке, т.е. равняется скорости движения сварочной горелки в режимном процессе (скорость движения кислорода) по патрубку 9 равна скорости сварки, поэтому манометр 14 показывает (протарирован) скорость сварки. Кислород по патрубку 9 поступает к горелке 5, где встречается с потоком воздуха, выходящего из горелки 5. Если воздух выходит из горелки слабомощным потоком, то кислород достигает тлеющего фитиля 10, воспламеняет его. При этом фитиль 10 воз- горается белым ярким пламенем, что наблюдается оператором визуально. Чтобы загасить горение фитиля 10, достаточно отсечь кислород из зоны горелки, при этом увеличивает расход воздуха, поступа- ющего в горелку 5. Изменяя расход кислорода, имитируют изменение скорости сварки, а изменяя расход воздуха имитируют изменение расхода защитного газа. Варьируя расходом воздуха в горелке 5 и расходом кислорода в патрубке 9, а также изменяя пространственное положение горелки 5 штативом 4 относительно плиты 1, можно наиболее полно изучить защитные свойства горелки.
Способ предполагает воздействие активным газом на неподвижную горелку, в которую установлен тлеющий фитиль, который воспламеняется при воздействии не него кислорода, что возможно только лишь
при нарушении зоны защиты, которое имеет место при недостаточном расходе воздуха Устройство для реализации способа предельно простое, наличие камеры и патрубка позволяет имитировать скорость движения горелки, плита - свариваемое изделие, штатив - крепление горелки к сварочному автомату. Ни один из известных способов не может обладать отмеченными свойствами, так как необходимо перемещать сварочную горелку и вынуждает учитывать путь движения горелки,следовательно,увеличивать габариты устройства, либо неподвижная горелка не обдувается активным газом, что вообще не позволяет получать информацию о влиянии скорости сварки на надежность защиты зоны сварки. Ни одно из известных устройств не позволяет имитировать сварочный процесс (в частности, скорость движения горелки, ее наклон и уровень над изделием) при абсолютно всех неподвижных ее узлах, так как регистрируют сигналы, поступающие от горящей дуги, которая должна перемещаться вместе в горелкой, следовательно, и устройство должно также перемещаться.
Пример. Плита выполнена из обычной стали размером 500x200x5 мм. Баллоны изготовлены из стали, толщиной 10 мм, имеют размеры 500x200x100 мм (обье м 8000 см3) и закачиваются воздухом и кислородом до 100 атм. (кислородный баллон закачивается до 150 атм.), Редукторы используются стандартные: мембраны газовые. Манометры тоже. Камера объемом 1 дм3 выполнена в виде цилиндра с толщиной стенок 1 мм из листовой стали, имеет размер окна 60x40 мм, которое закрыто латунной сеткой с размером ячеек 0,63 мм2. Патрубок выполнен из органического стекла толщиной 2 мм, имеет длину 200 мм, сечение (внутреннее) 40 х 40 мм. Штатив выполнен из прутьев диаметром 8 мм и снабжен винтовыми зажимами. В качестве фитиля используется стержень из древесной коры диаметром 3 мм или деревянный стержень, покрытый пеплом табака, который в достаточной степени поддерживает тление. К техническим преимуществам предложенного решения, по сравнению с прототипом, можно отнести следующее: наглядность способа за счет того, что нарушение качества защиты определяется по воспламенению фитиля; неподвижность всех узлов устройства за счет обдува фитиля активным газом; отсутствие инерционности, так как наблюдение ведется непосредственно за поведением фитиля; простота изготовления эксплуатации и ремонта устройства за счет того, что оно состоит из
простых деталей; простота реализации способа за счет отсутствия редких узлов в устройстве, отсутствия источника питания, образцов; сохранность испытуемого объекта (горелки), так как он не подвержен нагруз- кам и воздействию вредных факторов (перегрев от дуги, налипание брызг, замыкания), имеющим место в реальном процессе; способ и устройство не требуют реализации и обслуживания специалистов высокой ква- лификации благодаря простоте.
Экономический эффект от внедрения изобретения по сравнению с прототипом получают за счет снижения стоимости устройства (оно состоит из простых деталей, изготовленных из общедоступных материалов), снижения энергоемкости реализации способа (отсутствует расход электроэнергии для источника питания), снижения затрат на реализацию.способа (отсутствуют сварочные материалы, образцы), повышения качества и сокращения времени изучения горелок (широкий диапазон варьирования потоков газов, положения горелки) и за счет улучшения условий работы оператора.
Формула изобретения 1. Способ определения качества защиты дуговой атмосферы, при котором фиксируют сигнал, поступающий из зоны защиты, создаваемой потоком пропускаемого через сопло сварочной горелки газа, отличающийся тем, что, с целью снижения энергетических затрат, повышения уровня объективности оценки качества защиты, снижения инерционности, в сопле сварочной горелки устанавливают тлеющий фитиль и подают через сопло воздух, в зону фитиля перпендикулярно к потоку воздуха подают ламинарный поток кислорода со скоростью, равной скорости движения сварочной горелки в реальном процессе, а в качестве сигнала нарушения качества защиты считают возгорание фитиля.
2. Устройство для определения качества защиты дуговой атмосферы, содержащее плиту для размещения изделия и горелку с соплом для подачи газа, отличающее- с я тем, что, с целью упрощения конструкции, устройство снабжено установленными на плите с двух противоположных сторон газораспределительной камерой с окном, в котором установлена газовая линза, и штативом для крепления горелки, при этом горелка снабжена фитилем и соединена с баллоном сжатого воздуха.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ (ВАРИАНТЫ) | 1998 |
|
RU2176946C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ЗАЩИТНОГО ГАЗА | 2008 |
|
RU2423210C2 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2014 |
|
RU2571677C2 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ВЕТРУ | 2010 |
|
RU2465997C2 |
| Ветрозащитное сопло к горелкам для дуговой сварки в защитных газах | 1984 |
|
SU1146158A1 |
| Способ дуговой сварки | 1971 |
|
SU448096A1 |
| Газовая линза к горелкам для сварки в среде защитных газов | 1980 |
|
SU996130A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
Использование: для изучения технических характеристик сварочных горелок. Сущность изобретения; в сопле сварс-шой горелки устанавливают фитиль и подают через сопло воздух, а перпендикулярно потоку воздуха подают ламинарный поток кислорода со скоростью, равной скорости движения сварочной горелки в реальном процессе. Устройство для осуществления способа выполнено в виде плиты, с одной из сторон которой установлен штатив для установки горелки, а с другой - газораспределительная камера для подачи кислорода. 2 с,п. ф-лы, 1 ил.
| Устройство для нанесения, преимущественно на стеновые панели, и выравнивания, например, лакокрасочного покрытия | 1961 |
|
SU142919A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
