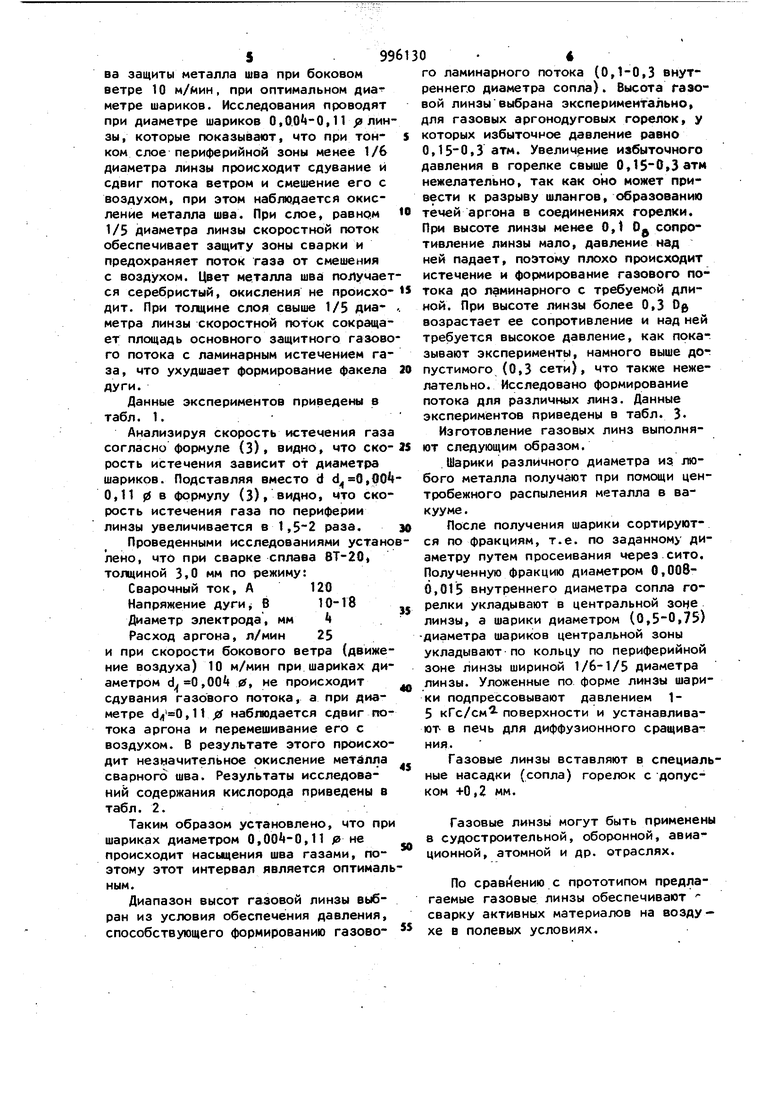
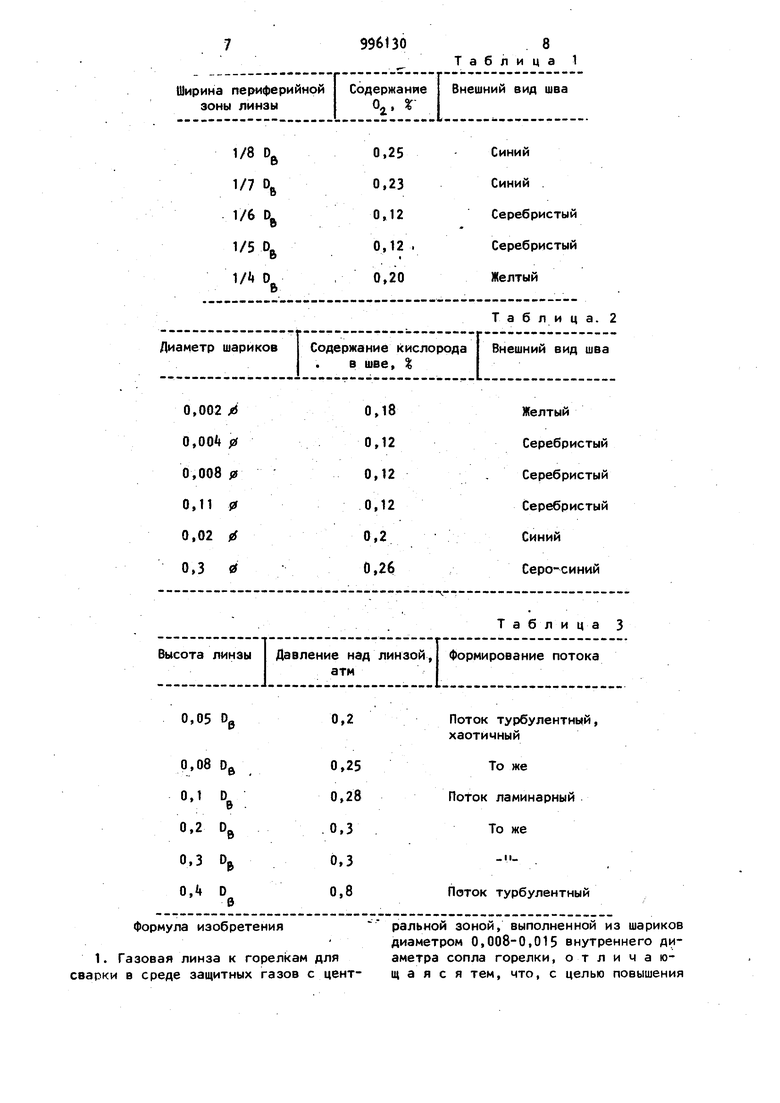
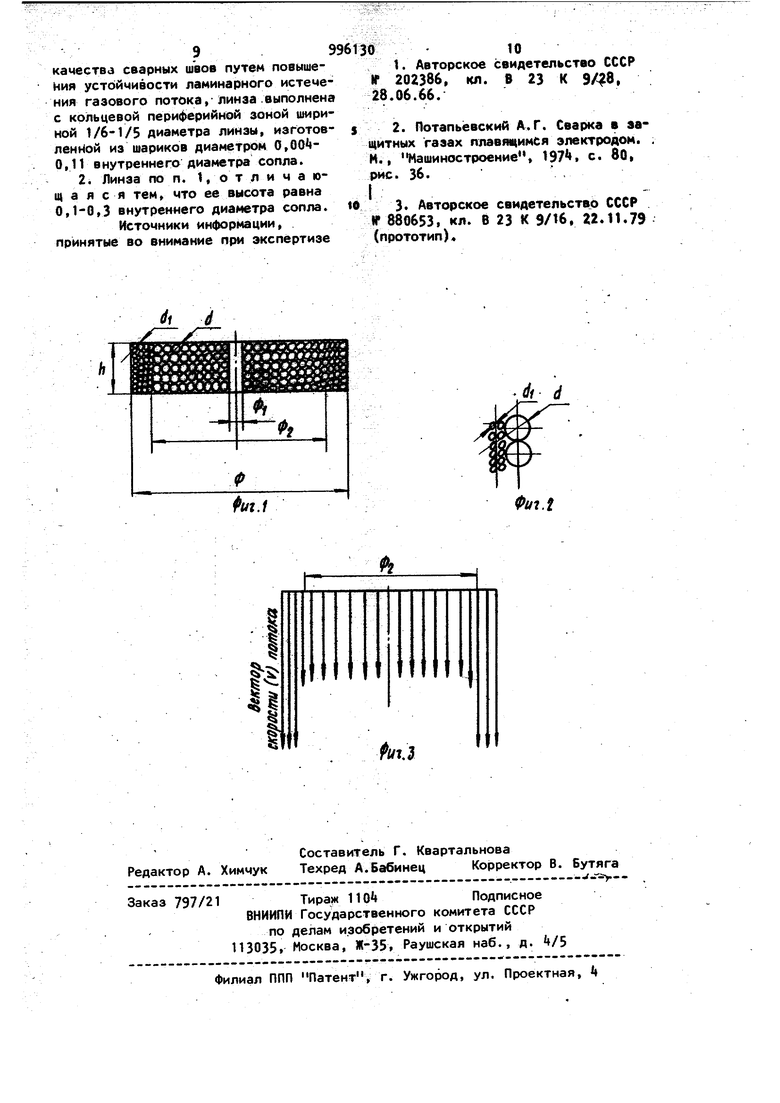
(5) ГАЗОВАЯ ШНЗА К ГОРЕЛКАМ ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ Изобретение относится к дуговой сварке в среде защитных газов и можёт быть использовано в любой отрасли народного хозяйства при сварке конструкций из активных материалов. . Известны газовые линзы к горелкам для ручной дуговой сварки, состоящие из набора сеток } и линзы из кёрахики и Металлокерамики . Однако газовые линзы, состоящие из сеток, набивки стружки, не обеспечивают постоянных параметров истечения газов из-за различной плотности упаковки, сотрясений горелок, они не выдерживают высокой температуры. Пористая керамика не обеспечивает равномер ного ламинарного потока газа вследствие наличия закрытых каналов, несообщения пор между собой. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является газовая линза к горелкам для сварки в среде защитных, газов, центральная и периферийная зона которой выполнены из ша{)иков диаметром 0,008-0,015 внутреннего диаметра сопла горелки. Эти линзы обеспечивают ламинарный поток защитного газа С ЗЗОднако известные линзы могут быть использованы в застойной атмосфере воздуха, т. е. в специальных огражденных помещениях, где отсутствует движениевоздуха. Такие линзы не имеют защиты сбоку от ветра. В случае сквозняков, ветра возможно сдувание газового по.тока и ухудшение Зснцитных свойств газового потока, а,следовательно, и качества сварных швов. Цель изобретения - повышение качества сварных швов путем повышения устойчивости ламинарного истечения газового потока. Цель достигается тем, что газовая линза к горелкам для сварки в среде защитных газов с центральной зоной, выполненной из шариков диаметром 0,008-0,015 внутреннего диаметра сопла горелки, выполнена с кольцевой пе риферийной зоной шириной 1/6-1/5 диа метра линзы, изготовленной из шариков диаметром O.OOt-O.II внутреннего диаметра сопла. Высота линзы выполнена равной 0,1 0,3 внутреннего диаметра сопла. На фиг. 1 схематически изображена предложенная газовая линза., разрез; на фиг. 2 - соотношение диаметров ша риков линзы; на фиг. 3 распределение скоростей потока газа (вектор ск рости потока V расположен по вертика ли) . На фиг. 1-3 введены следующие обо значения: d - диаметр шариков центральной части равен 0,008-0,015 внутреннего диаметра сопла горелки d - диаметр шариков периферийного кольца линзы равен 0,,11 вну треннего диаметра сопла горелки О i , 53 - наружный диаметр газовой лин зы равен внутреннему диаметру сопла 0„ 50-60 мм; Д( - диаметр отверстия равен диаметру электрода; 0 - диаметр центральной части лин зы равен (4/5-5/6) ; h - высота газовой линзы равна (0,1-0,3) Dft. Рассматривая теоретически истечение газа из сопла горелки видно, что турбулентность газовой струи при про хождении через газовое сопло сварочной горелки вызывается избытком кине тической энергии при переходе от высокоскоростной струи на выходе из отверстий в низкоскоростной струе, истекающей из сопла. Величина этого избытка тем больше, чем больше разнятся эти скорости: () где V - скорость истечения из отверстий; скорость истечения из сопла. Образование ламинарного потока при прохождении газа сквозь различнью препятствия объясняется поглощением избытка энергии на трение, например на трение в капиллярах газовой линзы. Критерий, определяющий этот переход, выражается обычно числом Рейнольдса, которое определяется соотношением: о и.9 где О - диаметра сопла; и - средняя скорость потока; - f - плотность газа; - кинематическая вязкость газа. Выражая через d(0,008-0,015)0 и подставляя в формулу (2), получаем выражение для средней скорости истечения газа: U(0,008-G,015)- |-iИз формулы (З) следует, что средняя скорость истечения зависит от диаметфа шариков линзы, которая и определяет создание равномерного ламинарного потока газа и его длину. Регулируя скорость истечения газа путем изменения диаметра шариков, регулируется кинематическая энергия газа согласно формулы (1), а тем самым ликвидируется турбулентность. Наличие постоянных упорядоченных, равномерно расположенных по всему сечению и высоте линзы капилляров создает ламинарный равномерный поток газа. Благодаря наличию линзы над ней в сопле горелки образуются камеры с избыточным давлением защитного газа. Газ, проходя через капилляры линзы с большой скоростью, ламинарно истекает и на выходе расширяется, теряет скорость и избыток кинетической энергии. В результате чего снова создается избыточное давление, которое вытесняет воздух в полости под соплом, и образует столб ламинарного потока газа на большой длине. Это создает возможность сварки с большим вылетом электрода, что также весьма важно для сварки конструкции с труднодоступными местами. Газовые линзы из шариков могут быть изготовлены плоскими, выпуклыми, вогнутыми, что позволяет регулировать вектор скорости истечения газового потока по сечению сопла и находить оптимальный вариант. Исходя из условий качественной защиты зоны сварки найден диаметр сопла, равный БО-бО мм. В случае применения большего диаметра сопла отсутствует возможность слежения за местом сварки, сварочной ванной и подачей присадочного материала. Меньший диаметр сопла и обеспечивает защиту остывающего металла шва, выходящего из-под сопла горелки. Диапазон ширины периферийной зоны выбирают в пределах 1/6-1/5 диаметра линзы из расчета обеспечения качестS9ва защиты металла шва при боковом ветре 10 м/йин, при оптимальной диаметре шариков. Исследования проводят при диаметре шариков 0,,11 р лин зы, которые показывают, что при тонком слое периферийной зоны менее 1/в диаметра линзы происходит сдуваиие и сдвиг потока ветром и смешение его с воздухом, при этом наблюдается окисление металла шва. При слое, равном 1/5 диаметра линзы скоростной поток обеспечивает защиту зоны сварки и предохраняет поток газа от смешения с воздухом. Цвет металла шва получает ся серебристый, окисления не происходит. При толщине слоя свыше 1/5 диаметра линзы скоростной поток сокрадает площадь основного защитного газово го потока с ламинарным истечением газа, что ухудшает формирование факела дуги. Данные экспериментов приведены в табл. 1. Анализируя скорость истечения газа согласно формуле (3), видно, что скорость истечения зависит от диаметра шариков. Подставляя вместо d ,вО 0,11 0 в формулу (3)t видно, что скорость истечения газа по периферии линзы увеличивается в 1,5-2 раза. Проведенными исследованиями устано лено, что при сварке сплава 8Т-20, толщиной 3,0 мм по режиму: Сварочный ток, А 120 Напряжение дуги В 10-18 / 1аметр электрода, мм k Расход аргона, л/мин 25 и при скорости бокового ветра (движение воздуха) 10 м/мин при шариках диаметром ,00 0, не происходит сдувания газового потока, а при диаметре d,,,1V наблюдается сдвиг потока аргона и перемешивание его с воздухом. В результате этого происходит незначительное окисление металла сварного шва. Результаты исследований содержания кислорода приведены в табл. 2. Таким образом установлено, что при шариках диаметром 0,,11 р не происходит насыщения шва газами, поэтому этот интервал является оптималь ным. Диапазон высот газовой линзы выбран из условия обеспечения давления, способствующего формированию газово0 « го ламинарного потока (0,1-0,3 внутреннего диаметра сопла). Высота газовой линзывыбрана экспериментально, для газовых аргонодуговых горелок, у которых избыточное давление равно 0,15-0,3 атм. Увеличение избыточного давления в горелке свыше 0,15-0,3 атм нежелательно, так как оно может привести к разрыву шлангов, образованию течей аргона в соединениях горелки. При высоте линзы менее 0,t D. сопротивление линзы мало, давление над ней падает, поэтому плохо происходит истечение и формирование газового потока до ламинарного с требуемой длиной. При высоте линзы более 0,3 00 возрастает ее сопротивление и над ней требуется высокое давление, как показывают эксперименты, намного выше дог пустимого (0,3 сети), что также нежелательно. Исследовано формирование потока для различных линз. Данные экспериментов приведены в табл. 3Изготовление газовых линз выполняют следующим образом. Шарики различного диаметра из любого металла получают при помощи центробежного распыления металла в вакууме . После получения шарики сортируются по фракциям, т.е. по заданному диаметру путем просеивания через сито. Полученную фракцию диаметром 0,0080,015 внутреннего диаметра сопла горелки укладывают в центральной зоне линзы, а шарики диаметром (0,5-0,75) диаметра шариков центральной зоны укладывают по кольцу по периферийной зоне линзы шириной 1/6-1/5 диаметра линзы. Уложенные по форме линзы шарики подпрессовывают давлением 15 кГс/см поверхности и устанавливают в печь для диффузионного сращивания. Газовые линзы вставляют в специальные насадки (сопла) горелок с допуском +0,2 мм. Газовые линзы могут быть применены 8 судостроительной, оборонной, авиационной, атомной и др. отраслях. По срав1 ению с прототипом предлагаемые газовые линзы обеспечивают сварку активных материалов на воздухе в полевых условиях.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовая линза к горелкам для сварки в среде защитных газов | 1979 |
|
SU880653A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2036058C1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Горелка для дуговой сварки в среде защитных газов | 2016 |
|
RU2633197C1 |
| Газовая линза | 1987 |
|
SU1449275A1 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
| Горелка Калюжного для сварки в защитных газах | 1986 |
|
SU1397215A1 |
| Газовая линза | 1985 |
|
SU1276457A1 |
| Газовое сопло для сварочной горелки | 2016 |
|
RU2635986C2 |
Высота линзы
Давление над линзой, атм
0,05 Dg
0,2
Формула изобретения
Формирование потока
Поток турбулентный, хаотичный
ральной зоной, выполненной из шариков диаметром 0,008-0,015 внутреннего диаметра сопла горелки, о т л и ч а rout а я с я тем, что, с целью повышения 99 качества сварных швов путем повышения устойчивости ламинарного истечения газового потока,-линза .выполнена с кольцевой периферийной зоной шириной 1/6-1/5 диаметра линзы, изготовленной из шариков диаметром 0,,11 внутреннего диаметра сопла. 2. Линза по п. 1, о т л и ч а ю щ а я с я тем, что ее высота равна 0,1-0,3 внутреннего диаметра сопла. Источники информации, принятые во внимание пгш экспертизе o 10 1. Авторское свидетельство СССР М- 202386, кл. В 23 К , 28.06.66. 2. Потапьёвский А.Г. Сварка в защитных газах плавяцимСя электродом. . Н., Машиностроение, 197t, с. 80, рис. 36. . 3 Авторское свидетельство СССР 1Г 880653, кл. В 23 К 9/16, 22.11.79 (прототип).
di d
Ptii.t
