Изобретение относится преимущественно к машиностроению и может быть применено при дуговой сварке плавящимся или неплавящимся электродом в защитном газе, например, крупногабаритных решетчатых или форменных конструкций с большим количеством коротких швов.
Известно устройство для дуговой сварки в защитном газе (Федько В.Т. и др. Отсекатель газа. Заявка на выдачу патента РФ N 93049161/08, бюллетень изобретений N 5, 1995, B 23 K 9/16). Это устройство содержит отсекатель газа, успокоительную камеру и элементы включения и выключения защитного газа. Оно обеспечивает подачу защитного газа в зону сварки при снятии сварочной горелки с крюка и выключение подачи защитного газа при возвращении горелки в исходное состояние. Это позволяет экономить защитный газ за счет автоматизации его выключения во время перерывов в работе.
Однако известное устройство не обеспечивает при коротких перерывах в работе возможность непрерывной продувки защитным газом всей газовой магистрали с минимально допустимым его расходом, достаточным для предохранения от попадания в магистраль воздуха через сопло сварочной горелки. При сварке изделий с большим количеством коротких швов это может привести к ухудшению качества начальных участков шва. Переход от одного шва к другому без выключения подачи газа известное устройство обеспечивает только при рабочем расходе газа, что ведет к его непроизводительным потерям.
Известно также устройство для электродуговой сварки (Колесниченко В.Е., Зисер М.А. Устройство для сварки в среде защитных газов. Авторское свидетельство СССР N 804284 от 4.04.79 г., B 23 K 9/16), которое принято за прототип. Оно содержит источник питания сварочной дуги, датчики сварочного тока и напряжения дуги, ключевой элемент, газовый баллон с манометром, отсекатель газа, клапан и приводной электромагнит. Устройство снабжено системой рычагов, сильфоном обратной связи, заслонкой и соплом, соединенным с газовой камерой, выполненной из трех отделений, связанной с газовым баллоном и клапаном и снабженной перегородкой с мембраной, которая связана с клапаном. Сильфон соединен с выходным газовым каналом и средним отделением камеры, а измерительное отделением камеры соединено через постоянные дроссели со средним и входным отделениями.
Такое выполнение устройства позволяет автоматически регулировать расход защитного газа в зависимости от силы сварочного тока, что уменьшает расход газа и повышает качество сварных швов, так как обеспечивает нужный для данного режима сварки расход газа.
Однако регулирование расхода газа производится через сопло путем выброса части газа в атмосферу, что уменьшает экономию газа. Кроме того, при прекращении сварки или обрыве дуги известное устройство прекращает подачу газа. В результате даже при коротких перерывах в горении дуги в газовую магистраль может попасть воздух. Перед началом сварки следующего шва потребуется продувка защитным газом всей газовой магистрали. Известное устройство такой продувки не обеспечивает, что может ухудшить качество защиты сварного шва в его начале.
Целью предлагаемого устройства является экономия защитного газа при обеспечении высокого качества сварных швов.
Сущность изобретения по первому варианту состоит в том, что в устройстве для дуговой сварки в защитном газе, содержащем источник питания сварочной дуги, сварочную горелку, индикатор горения дуги и соединенные между собой газоподводящими элементами баллон с защитным газом, измеритель расхода газа, электропневмоклапан с обмоткой, дросселирующий элемент и источник питания обмотки электроклапана, дросселирующий элемент подсоединен параллельно электропневмоклапану, обмотка которого подключена к источнику его питания через индикатор горения дуги.
Согласно второму варианту в устройстве дросселирующий элемент соединен параллельно с электропневомоклапаном, индикатор горения дуги выполнен в виде первичной обмотки трансформатора, которая включена последовательно во вторичную цепь источника питания сварочной дуги, а источник питания обмотки электропневмоклапана выполнен в виде вторичной обмотки трансформатора.
Такая совокупность признаков предлагаемого устройства обеспечивает экономию защитного газа в связи с тем, что даже при коротких перерывах в работе электропневмоклапан перекроет газовую магистраль сразу же после обрыва сварочной дуги. В то же время хорошее качество начала последующего шва будет обеспечено тем, что дросселирующий элемент обеспечит при отсутствии дуги подачу газа, минимально необходимую для предупреждения попадания воздуха в газовую магистраль. Вариант устройства с использованием трансформатора в качестве индикатора горения дуги упрощает конструкцию устройства и повышает надежность его работы.
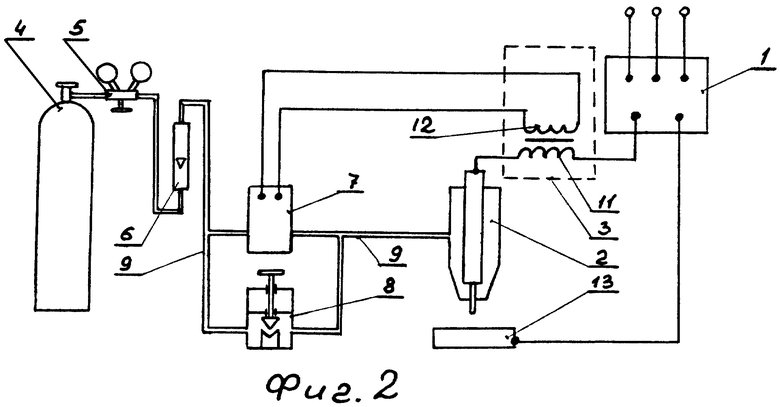
Предлагаемое устройство иллюстрируется чертежом, где на фиг. 1 показана схема устройства, а на фиг. 2 - вариант использования в этой схеме трансформатора в качестве индикатора горения дуги.
Устройство для дуговой сварки в защитном газе содержит источник 1 питания дуги, сварочную горелку 2, индикатор 3 горения дуги. В устройство входят также баллон 4 с защитным газом, газовый редуктор 5, измеритель 6 расхода газа, электропневмоклапан 7 и дросселирующий элемент 8, соединенные между собой и со сварочной горелкой 2 газоподводящими элементами 9. Дросселирующий элемент 8 подсоединен параллельно электропневмоклапану 7. Обмотка электропневмоклапана 7 подключена к источнику 10 ее питания через индикатор 3 горения дуги.
В качестве индикатора 3 горения дуги может быть использована любая известная схема, позволяющая получить сигнал о возбуждении дуги и о прекращении ее горения, например схема на электромагнитных реле, как это показано на фиг. 1. В качестве индикатора 3 горения дуги может быть использован трансформатор, первичная обмотка 11 которого включена последовательно во вторичную цепь источника 1 питания дуги, а вторичная обмотка 12 подключена к обмотке электропневмоклапана 7 (фиг. 2). В последнем случае вторичная обмотка 12 трансформатора заменяет источник 10 питания обмотки электропневмоклапана 7.
Предлагаемое устройство работает следующим образом.
При включении источника 1 питания дуги между электродом горелки 2 и свариваемым изделием 13 возникнет электрическое напряжение холостого хода источника 1 (40...80 В). Это напряжение окажется приложенным к цепям питания обмоток реле 1P и 2P, входящих в состав индикатора 3 горения дуги. Однако реле 2P при этом не сработает, так как будет происходить зарядка конденсатора C через переменный резистор R2, ограничивающий ток зарядки, и через нормально закрытый контакт 1P1. В то же время возбудится обмотка реле 1P, питающаяся через ограничительный резистор R1. При этом нормально закрытый контакт 1P1 разомкнется, предохраняя реле 2P от срабатывания. В это время защитный газ из баллона 4 через редуктор 5 и измеритель 6 расхода газа (например, ротаметр) будет идти, минуя закрытый электропневмоклапан 7, через дросселирующий элемент 8, которым предварительно установлен расход газа, минимально необходимый для того, чтобы не допустить попадания воздуха в газовую магистраль через сопло горелки 2. В момент возбуждения сварочной дуги между электродом горелки 2 и свариваемым изделием 13 напряжение сварочной цепи уменьшится до величины падения напряжения на дуге (10...20 В). При таком напряжении ток в цепи питания реле 1P, ограниченный резистором R1, будет меньше тока срабатывания этого реле. Реле 1P выключится и замкнет свой нормально закрытый контакт 1P1. В результате сработает реле 2P и, замкнув свой нормально открытый контакт 2P1, подключит обмотку электропневмоклапана 7 к его источнику питания 10. Электропневмоклапан 7 откроется и в сварочную горелку 2 поступит газ с величиной расхода, требуемой для данного режима сварки. Начнется процесс сварки. После окончания сварки данного стыка деталей изделия 13 дуга будет погашена, сварочная цепь вновь окажется под напряжением холостого хода источника 1 питания дуги, реле 1P возбудится и разомкнет контакт 1P1, разорвав цепь обмотки реле 2P. Однако реле 2P сразу отключиться не сможет, так как через его обмотку будет происходить разрядка конденсатора C. Это обеспечит продувку остывающего сварного шва на изделии 13 защитным газом. После разрядки конденсатора C реле 2P выключится и своим нормально открытым контактом 2P1 отключит электропневмоклапан 7 от источника 10 его питания. Электропневмоклапан 7 закроет подачу газа, газ в сварочную горелку 2 будет вновь идти только через дросселирующий элемент 8, который обеспечит расход газа, минимально необходимый для предупреждения подсоса воздуха через сопло сварочной горелки 2. После переноса горелки 2 на другой стык деталей изделия 13 весь этот цикл повторится при наложении другого шва.
Таким образом, предлагаемое устройство обеспечивает экономию защитного газа при перерывах в горении дуги, автоматически переключая расход газа с рабочего на минимально необходимый для предупреждения подсоса воздуха через сопло сварочной горелки. Этим обеспечивается также повышение качества в начале наложения последующего шва, так как при перерывах в горении дуги защитные свойства газа не ухудшаются.
При использовании трансформатора в качестве индикатора 3 горения дуги (фиг. 2) слежение за наличием или отсутствием дуги осуществляется не по напряжению, как это было описано выше, а по току во вторичной цепи источника 1 питания сварочной дуги. После включения источника 1 и появления в его вторичной цепи напряжения холостого хода индикатор 3 горения дуги не сработает, в сварочную горелку 2 газ будет подаваться через дросселирующий элемент 8. В момент зажигания дуги между электродом горелки 2 и свариваемым изделием 13 во вторичной цепи источника 1 питания дуги потечет сварочный ток. Первичная обмотка 11 трансформатора возбудится, на его вторичной обмотке 12 возникнет напряжение, оно вызовет ток в обмотке электропневмоклапана 7, который сработает и откроет проходящую через него газовую магистраль. Таким образом вторичная обмотка 12 применена в качестве источника питания обмотки электропневмоклпана 7. В сварочную горелку 2 поступит газ с величиной расхода, требуемой для сварки данного стыка деталей изделия 13. После обрыва дуги обмотки 11 и 12 трансформатора обесточатся, электропневмоклапан 7 выключится и перекроет проходящую через него газовую магистраль. Газ в сварочную горелку 2 будет вновь поступать через дросселирующий элемент 8 с расходом, минимально необходимым для того, чтобы не допустить попадания воздуха через сопло сварочной горелки 2 в газовую магистраль.
Вариант использования трансформатора в качестве индикатора горения дуги по сравнению с известными вариантами упрощает устройство и повышает надежность его работы, так как уменьшается количество его элементов и отсутствуют контакты.
Предлагаемое устройство может быть осуществлено с помощью известных в технике средств, так как может быть собрано из известных и широко применяемых в промышленных установках элементов.
Поскольку предлагаемое устройство обеспечивает технический эффект и может быть изготовлено и применено с помощью известных в технике средств, оно обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ | 1998 |
|
RU2141394C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| Сварочная горелка | 1989 |
|
SU1698574A1 |
| ИМПУЛЬСНЫЙ МОДУЛЯТОР ПОСТОЯННОГО НАПРЯЖЕНИЯ | 1999 |
|
RU2145770C1 |
| ПЕРЕДАТЧИК ТРЕХПРОГРАММНОГО ПРОВОДНОГО ВЕЩАНИЯ | 1998 |
|
RU2133556C1 |
| Устройство для газоплазменной микросварки и пайки | 1977 |
|
SU721289A1 |
Изобретение относится к сварке и может найти применение при дуговой сварке плавящимся или неплавящимся электродом крупногабаритных решетчатых или форменных конструкций с большим количеством коротких швов. Устройство содержит источник питания сварочной дуги, сварочную горелку, индикатор горения дуги и соединенные между собой газоподводящими элементами баллон с защитным газом, измеритель расхода газа, электропневмоклапан с обмоткой, дросселирующий элемент и источник питания обмотки электроклапана. Дросселирующий элемент подсоединен параллельно электропневмоклапану. Его обмотка подключена к источнику его питания через индикатор горения дуги. По другому варианту дросселирующий элемент соединен параллельно с электропневмоклапаном. Индикатор горения дуги выполнен в виде первичной обмотки трансформатора, которая включена последовательно во вторичную цепь источника питания сварочной дуги. Источник питания обмотки электропневмоклапана выполнен в виде вторичной обмотки трансформатора. 2 с.п. ф-лы, 2 ил.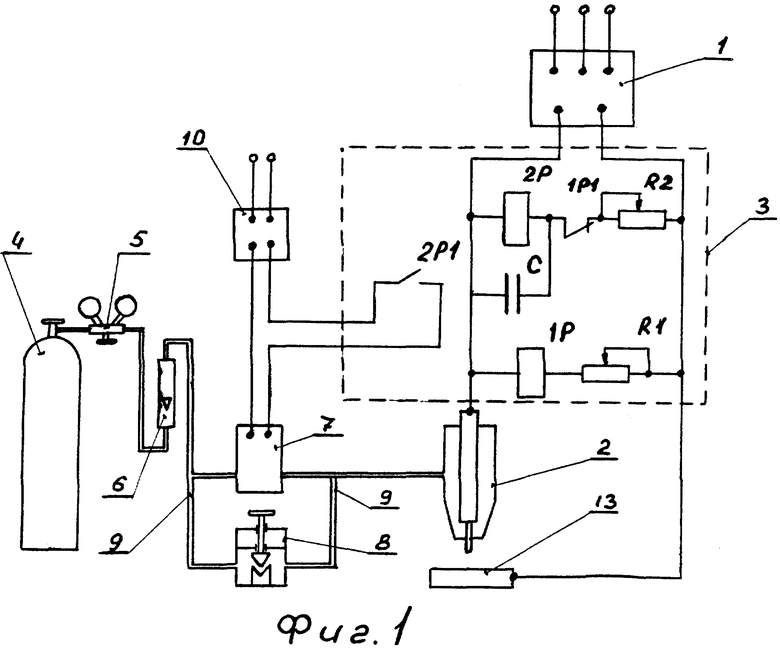
| Устройство для сварки в среде защит-НыХ гАзОВ | 1979 |
|
SU804284A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ВКЛЮЧЕНИЯ И ОТКЛЮЧЕНИЯ ПОДАЧИ ЗАЩИТНЫХ ГАЗОВ | 0 |
|
SU174742A1 |
| Справочник по сварке / Под ред | |||
| СОКОЛОВА Е.В | |||
| -М.: Машиностроение, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для нанесения на чертеж точек при вычерчивании углов и треугольников | 1922 |
|
SU392A1 |
