Изобретение относится к ремонтному производству, а именно, к ремонту крупномодульных зубчатых колес с вырванными зубьями, в частности с прямыми.
Известен способ ремонта зубчатых колес с вырванными зубьями, предусматривающий в месте вырыва на диске колеса выполнение паза, установку в него зубчатого вкладыша и последующее соединение вкладыша с диском
Недостатком известного способа ремонта является его недостаточная прочность и надежность из-за малой площади опоры-основания зубчатого вкладыша и концентрации нагрузки на зуб при эксплуатации зубчатого зацепления, а также невозможность выполнения ремонта чугунных зубчатых колес из-за необходимости проведения сварки при соединении зубчатого вкладыша с диском колеса.
Цель изобретения - повышение качества ремонта крупномодульных зубчатых колес.
Указанная цель достигается тем, что в способе ремонта зубчатых колес с вырванными зубьями, предусматривающем в месте вырыва на диске колеса выполнение паза, установку в него зубчатого вкладыша и последующее соединение вкладыша с диском, паз выполняют в виде ласточкина хвоста и по обе стороны от него на диске сверлят два сквозных отверстия, зубчатый вкладыш выполняют в виде двух П-образных вставок, состоящих из двух штырей и полок, образующих при соединении зуб, вставки запрессовывают с двух сторон в отверстия диска, а межцентровое расстояние в диске выполняют больше расстояния между осями штырей.
Кроме того, межцентровое расстояние в диске может быть выполнено больше расVI
ся
00 00
чэ
стояния между центрами штырей на величи- лу температурного расширения зубчатого вкладыша при нагреве.
А также, штыри могут выполнять полыми и ступенчатой формы, а крепление П- образных вставок в отверстиях диска между собой могут осуществлять после сопряжения ступенчатых поверхностей штырей одной вставки при соединении с соответствующими поверхностями штырей другой вставки через отверстия в штырях вставок посредством резьбового соединения.
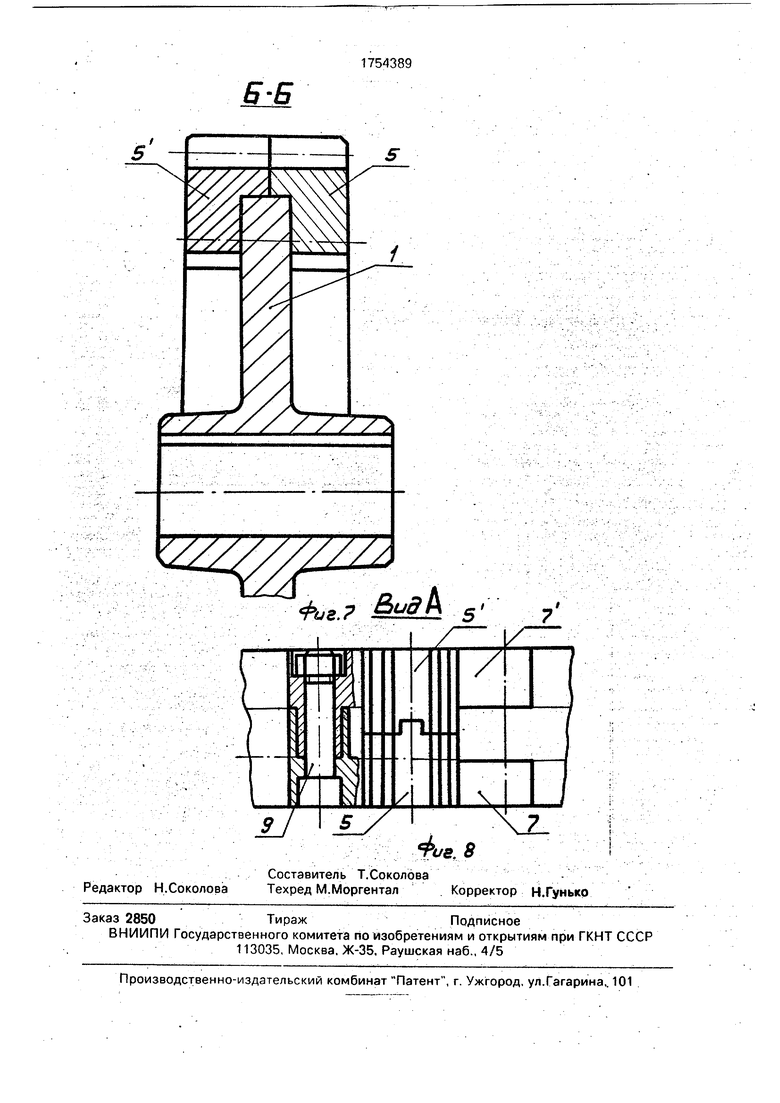
На фиг.1 изображена часть зубчатого колеса с вырванным зубом после механической обработки в процессе ремонта; на фиг.2 - одна часть (половина) зубчатого вкладыша, вид сверху; на фиг.З - вид спереди на фиг,2; на фиг.4 - другая часть (половина) зубчатого вкладыша, вид сверху; на фиг.5 - вид спереди на фиг.4; на фиг.б - часть зубчатого колеса с вырванным зубом после ремонта; на фиг.7 - разрез Б - Б на фиг.б; на фиг.8 - вид А на фиг.б.
Способ ремонта осуществляют следующим образом.
В крупномодульном зубчатом колесе 1 с вырванным, например, одним зубом 2 выполняют на месте вырыва паз 3 в виде ласточкина хвоста и по обе стороны от него на диске 1 сверлят два сквозных отверстия 4.
Выполняют зубчатый вкладыш в виде двух П-образных вставок 5 и 5, каждая из которых состоит из двух штырей 6(6) и полки () соответственно, образующих при соединении зуб. При этом межцентровое расстояние L в диске 1 выполняют больше расстояния Г между осями штырей (б1), в частности на величину температурного расширения зубчатого вкладыша при его нагреве, а штыри (6 ) выполняют, например, полыми и ступенчатой формы.
Запрессовывают П-образные вставки 5 и 51 с двух сторон в отверстия 4 диска 1, например, с помощью горячей запрессовки. Вставки 5 и 51, соединяясь в пазу 3, образуют зуб. При соединении вставок 5 и 51 полки 7(7) охватывают диск 1 с двух сторон, а ступенчатые поверхности штырей 6 одной вставки 5 сопрягаются с соответствующими поверхностями штырей б1 другой вставки 51.
Осуществляют крепление П-образных вставок 5 и 51 в отверстиях 4 диска 1 между собой через отверстия 8 в штырях 6 и б вставок 5(5) посредством резьбового соединения 9.
П р и. м е р. Способ ремонта был опро- бирован на зубчатом колесе (модуль m 36,
число зубьев z 9, материал сталь 45Л в отожженном состоянии) с одним вы рван- ным зубом, при котором в месте вырыва выполняли паз в виде ласточкина хвоста и
по обе стороны от него сверлили два сквозных отверстия Ф40 с межцентровым расстоянием 220 + 0,046 мм, примерно равным сумме двух шагов зубчатого колеса. Далее выполняли зубчатый вкладыш в виде двух
0 П-образных вставок из стали 45 с коэффициентом линейного расширения, равным 11 10 6 град., состоящих из двух штырей и полок, образующих при соединении зуб, причем с расстоянием между осями штырей
5 220::8;Ш .учитывающим создание предварительно напряженного состояния в сое- диняемых деталях. После чего, обе П-образные вставки нагрели до t 90°С и запрессовали с двух сторон в отверстия ди0 ска, тем самым восстановив зубчатое колесо для последующей работы на прессе.
Использование предлагаемого способа ремонта позволяет повысить качество ремонта крупномодульных зубчатых колес за
5 счет обеспечения передачи рабочих усилий в зоне расположения ремонтного зубчатого вкладыша через жесткое основание П-образных вставок путем разгрузки рабочих усилий с восстановленного зуба на увели0 ченную оперу в виде двух П-образных вставок, взаимосвязанных между собой через диск.
Формула изобретения
1.Способ ремонта крупномодульных 5 зубчатых колес с вырванными зубьями,
предусматривающий в месте вырыва на диске колеса выполнение паза, установку в него зубчатого вкладыша и последующее соединение вкладыша с диском, отличаю0 щ и и с я тем, что, с целью повышения качества ремонта крупномодульных зубчатых колес, паз выполняют в виде ласточкина хвоста и по обе стороны от него на диске сверлят два сквозных отверстия, зубчатый
5 вкладыш выполняют в виде двух П-образных вставок, состоящих из двух штырей и полок, образующих при соединении зуб, вставки запрессовывают с двух сторон в отверстия диска, а межцентровое расстояние
0 в диске выполняют больше расстояния между осями штырей.
2.Способ по п,1,отличающийся тем, что межцентровое расстояние в диске выполнено больше расстояния между цент5 рами штырей на величину температурного расширения зубчатого вкладыша при нагреве.
3.Способ поп.1,отлича ю щ и и с я тем, что штыри выполняют полыми и ступенчатой формы, а крепление П-образных встаосуществляют после сопряжения ступенчатых поверхностей штырей одной вставки при соединении с соответствующими поверхностями штырей другой вставки через отверстия в штырях вставок посредством резьбового соединения


| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧЕЕ КОЛЕСО ОСЕВОГО КОМПРЕССОРА (ВАРИАНТЫ) | 2003 |
|
RU2265754C2 |
| Инструмент для финишной обработки зубчатых колес | 1985 |
|
SU1271686A1 |
| НАПРАВЛЯЮЩИЙ БАШМАК ДЛЯ БАРАБАННОГО/ШНЕКОВОГО КОМБАЙНА И БЫСТРОИЗНАШИВАЮЩИЕСЯ ВКЛАДЫШИ ДЛЯ НАПРАВЛЯЮЩИХ БАШМАКОВ | 2008 |
|
RU2453699C2 |
| РАСПОРНАЯ ВСТАВКА ЛОПАТКИ И УЗЕЛ ДИСКА РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2281403C2 |
| ЗУБЧАТАЯ ПЕРЕДАЧА Л.Н. БУРКОВА | 2007 |
|
RU2328637C1 |
| Рабочее колесо ротора компрессора газотурбинного двигателя | 2018 |
|
RU2682217C1 |
| СПОСОБ КРЕПЛЕНИЯ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ, ПРЕИМУЩЕСТВЕННО СТОЙКИ СТАБИЛИЗАТОРА ПОПЕРЕЧНОЙ УСТОЙЧИВОСТИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2614162C1 |
| РОТОРНЫЙ УЗЕЛ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2439337C2 |
| РАБОЧЕЕ КОЛЕСО ОСЕВОГО КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2525376C1 |
| Рабочее колесо ротора компрессора газотурбинного двигателя | 2020 |
|
RU2741685C1 |

Использование: ремонт зубчатых колес, в частности крупномодульных зубчатых колес, имеющих вырванные зубья. Сущность изобретения: в месте вырыва на диске колеса выполняют паз в виде ласточкина хвоста и по обе стороны от него на диске сверлят два сквозных отверстия Две П-образные вставки, состоящие из двух штырей и полок, образующих при соединении зуб, запрессовывают с двух сторон в отверстие. При этом межцентровое расстояние в диске выполняют больше расстояния между осями штырей на величину температурного расширения вставки при нагреве. Штыри выполняют полыми и ступенчатой формы. Крепление вставки в отверстиях осуществляют после сопряжения ступенчатых поверхностей штырей одной вставки при соединении с соответствующими поверхностями штырей другой вставки через отверстия в штырях посредством резьбового соединения 2 з.п.ф-лы, 8 ил.
Таг. 3
S
Б-Б
vs/
Фиг
.
5
/
| Способ очистки поверхности нагрева выпарного аппарата от накипи | 1968 |
|
SU256668A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
