Изобретение относится к области транспортного машиностроения, а именно к способам и устройствам для демпфирования колебаний узлов автомобиля, преимущественно тяги стойки стабилизатора поперечной устойчивости, и может быть использовано в качестве шарнирного крепления повышенной долговечности в сейсмостойких узлах строительной индустрии и при изготовлении насосного оборудования.
Известен способ крепления подшипника деталей подвески автомобилей, в котором его располагают между упругой кольцеобразной вставкой, привулканизированной своей наружной стороной к корпусу опоры кольцеобразным шарниром, на внутренней стенке которой привулканизирована втулка.
Предложенное техническое решение НТЦ «АвтоВАЗ» промышленно применимо, однако наличие при реализации способа операции вулканизации ограничивает его применение на СТО, в небольших мастерских, в гаражных условиях и при ремонте на дороге, а также сложность и возможность разрушения резинового демпфера от действия знакопеременной нагрузки, см. патент №2090378, B60G 15/06 от 20.09.1997 г.
Известен способ крепления подшипника скольжения, поверхности которого образуют пару: металлофторопласт и металлофторопласт, металлофторопласт и полированный металл или в зазоре между подшипником и опорным элементом устанавливают вставку из металлофторопласта, используемую при реализации, см. патент на ПМ №58453, В60G 15/06 от 26.07.2006 г. В известном способе эластичная вставка привулканизирована к наружному и внутреннему корпусам подшипника. По этой причине известный способ ограничивает его использование непосредственно на станциях технического обслуживания, небольших мастерских, гаражных и дорожных условиях.
Известен способ, реализуемый при изготовлении опоры стойки передней подвески, см. патент на полезную модель №147624, B60G 13/00 от 10.11.2014 г., в котором по центру торцевых поверхностей выполнены кольцевые канавки, что требует при монтаже наличия специальной оснастки. Кроме того, детали выполнены из резины, что не исключает возможности разрушения резинового демпфера от действия знакопеременных нагрузок.
Известен способ крепления подшипника скольжения, реализованный устройством верхней опоры направляющей с использованием металлофторопласта передней подвески, см. патент №2331528, B60G 15/06 от 10.02.2008 г. Устройство устраняет попадание влаги и грязи в подшипник скольжения при отсутствии пыльника. Однако в шести предложенных простых вариантах автомобильных демпфирующих устройств наличие операции вулканизации эластичных вставок ограничивает их ремонтопригодность, например, в гаражных условиях, в небольших мастерских и в дорожных условиях.
Известен способ крепления деталей, реализуемый при конструировании резинометаллических опор, см. патент №2508208, B60G 15/00 от 27.02.2014 г. Однако сложность конструкции ограничивает его применение непосредственно в гаражных и дорожных условиях, снижая его ремонтопригодность.
Известен способ крепления на стойке тяги стабилизатора поперечной устойчивости передней подвески, реализуемый при креплении с двух сторон шарового наконечника с резьбой. Этот способ широко используется, например, на автомобилях DAEWOO NUBIRA ДЭУ, а также успешно используется в передних подвесках МАКФЕРСОНА. Опоры защищены от попадания влаги, грязи резиновыми, а в последнее время и полиуретановыми пыльниками. Однако некоторые детали не рассчитаны для использования в условиях наших дорог. По причине постоянной разнонаправленной нагрузки вышеупомянутые стойки чаще других выходят из строя. Так как от регулярного противоположного направления высоких нагрузок срабатывается фактор усталости металла, изменяется зазор в стакане шаровых опор и температура в результате их удара о корпус увеличивается. При стоянке автомобиля на открытом воздухе в осенний и зимний периоды внутри нагретых шаровых опор образуется конденсат. Кроме того, следует учесть, что резиновые пыльники при движении автомобиля работают как насос и не могут обеспечить полную герметичность опор от попадания пыли. В образовавшемся зазоре пыль смешивается с конденсатом, образуя смесь грязи со льдом. Замороженный лед в образованных зазорах между шаровыми наконечниками и корпусом при движении автомобиля начинает таять и опоры начинают стучать и скрипеть. Для интенсивно эксплуатируемого автомобиля появление шума это лишь вопрос времени.
Известен способ крепления деталей в реактивной штанге балансирной подвески грузового автомобиля, см. патент ПМ №69599, F16 15/00 от 18.06.2007 г. на полезную модель, в которой шаровые шарниры с выступающими металлическими пальцами разделены с корпусами при помощи вкладышей из высокопрочной резины, упруго деформированных при сборке. Места соприкосновения вкладыша с шаровым пальцем соединены неразъемным способом с помощью клея или в процессе вулканизации с высокой степенью адгезии. Благодаря деформации вкладыша его пружинные свойства усиливаются и эффективнее демпфируются. Однако для осуществления способа требуются специальная оснастка и оборудование для вулканизации, что ограничивает применение способа при ремонте в гаражных и дорожных условиях.
Известен способ крепления наконечников с выступающими конусными металлическими пальцами для присоединения механизма подвески с шаровым шарниром к корпусу втулки, см. патент к полезной модели №146166, B60G 5/02 от 17.04.2014 г. В известном способе шаровые шарниры с выступающими металлическими пальцами для присоединения к механизму подвески и металлические поверхности втулок, в которых они расположены, разделены между собой упругим вкладышем из полиуретана. При этом они разделены неразъемным соединением при помощи клея или вулканизацией. Соединение упругого элемента из полиуретана с шаровым шарниром может осуществляться под воздействием повышенной температуры с высокой степенью адгезии без применения клея. Реализация известного способа с использованием полиуретана в несколько раз увеличивает срок службы шарового шарнира с наконечником реактивной штанги с устранением стука при движении автомобиля. Однако реализация известного способа требует специального оборудования, как для осуществления температурного режима, так и для контроля качества подвергнутого температурному воздействию полиуретана, что снижает его ремонтопригодность при ремонте в мало оснащенных мастерских, в гаражных и тем более в дорожных условиях, а контроль операции склеивания, применяемой в известном способе, без наличия оборудования для испытаний практически невозможен. К недостаткам известного способа следует отнести то, что деформацию частей вкладыша из полиуретана сферической формы, не выходящих за пределы втулок, ведут кольцами, которые прижимают его крышкой только с одной стороны, а деформацию выступающей за пределы втулки части полиуретана, ничем не ограниченной по окружности, ведут только прижимной крышкой и только с одной стороны. В результате происходит потеря прилагаемых усилий в осевом направлении на трение.
Следовательно, крепление вкладыша в виде выступающей втулки из полиуретана с шаровым шарниром становится ненормированным и нестабильным. На основании вышеизложенного произвести плотную качественную раздачу холодного полиуретанового вкладыша по всей поверхности на всю глубину втулки и на глубину шарового шарнира без дополнительного применения клея или температурных воздействий известным способом невозможно. Известен способ крепления деталей, реализованный устройством для раздачи труб, см. авт. св. №1127671, Бюл. №45 от 07.12. 1984 г. Способ описан в Автореферате диссертации на соискание ученой степени УДК.621.643.411 ЦНИИТМАША и опубликован в журнале «Энергомашиностроение» №10 за 1986 г., с. 29-31.
Этот способ, реализуемый при использовании устройства, принят за прототип. Известным способом производят прижим, а затем раздачу труб из сталей, например, Ст. 08Х14МФ с пределом текучести 350-400 МПа, в трубных металлических досках толщиной до 400 мм из Ст. 22КВД с пределом текучести 180-240 МПа теплообменных аппаратов и атомных парогенераторов высокого давления, например, на предприятии п/я Р-6193, с высокой надежностью соединений при их работе с избыточным давлением до 400 МПа.
Для реализации известного способа устройство содержит последовательно смонтированный силовой цилиндр, на штоке которого находятся соединенные с ним посредством резьбы конусная втулка с контргайкой, подвижную втулку с буртом в форме конуса, в кольцевом пазу которой зафиксирован вкладыш в виде полиуретановой втулки, размещенной за конусом бурта и конусом силового цилиндра раздающей втулки. После введения инструмента в трубу до упора конуса силового цилиндра и подачи давления в результате встречного движения конусной втулки и втулки из полиуретана последняя расходится и прижимается с определенным усилием к трубе. При дальнейшем движении конусная втулка упирается в торец подвижной втулки и тем самым исчерпывается создание радиального усилия на полиуретановой втулке и начинается раздача трубы другой полиуретановой втулкой. За счет осевого перемещения подвижной втулки с буртом в форме конуса навстречу жестко прижатому конусу на силовом цилиндре в торец трубы вкладышем втулки из полиуретана стальную трубу раздают усилием, превышающим ее предел текучести, и закрепляют ее в трубном отверстии. При этом увеличиваются размеры ее наружного и внутреннего диаметров и уменьшается толщина трубы. Однако при использовании известного способа для крепления деталей транспортных средств у него выявлены следующие недостатки.
Из-за стесненности условий эксплуатации габаритные размеры деталей, в частности опоры стоек, например, тяг с шарнирами стабилизаторов поперечной устойчивости передней подвески автомобилей, они должны быть выполнены относительно небольших размеров, в том числе и размеры длины полиуретановых втулок, расположенных по разные стороны до и после бурта. Соответственно втулки, используемые для крепления деталей, и размеры полиуретановых втулок, радиально раздающих и закрепляющих в шарнирах вышеупомянутые детали, также не могут иметь большие габаритные размеры. Закрепляющая часть и выступающая часть ступенчатой втулки в виде вала из полиуретана для крепления на ней подшипников скольжения или качения требуют небольших габаритных размеров. Это обстоятельство требует для обеспечения надежного крепления максимального сокращения холостого хода конусной втулки и бурта. Врезание конусной втулки и бурта в окончания полиуретановых втулок должно начинаться сразу же при их перемещении, а также должно быть обеспечено немедленное врезание и давление поверхностью бурта в обе полиуретановые втулки с двух сторон сразу при вращении гаек по резьбовым частям штока или подвижной втулки. Этого нельзя добиться кольцевым буртом, выполненным в форме конуса, при использовании прототипа. Кроме того, наличие конуса на силовом цилиндре, при помощи которого ведут прижим, раздачу и закрепление трубы, не позволяет продлить часть полиуретановой втулки за пределы корпуса и использовать ее выступающую часть в качестве вала для закрепления на нем либо подшипника скольжения, либо подшипника качения. К недостаткам известного способа следует отнести раздачу трубы в трубном отверстии усилием выше ее предела текучести, что фактически изменяет ее форму и габаритные размеры.
Изменение внутренних габаритных размеров шарниров при раздаче вышеупомянутых деталей в передней подвеске исключает серийное производство полиуретановых втулок и сокращает технологические возможности использования известного способа. Кроме того, использование известного способа не позволяет исключить возможности случаев случайной перераздачи, местного раздувания и образований бочкообразной формы труб.
Нарушения формы внутренних поверхностей шарнирных частей на участках продавливания исключает их серийное производство. Дело в том, что твердость применяемых полиуретанов, например, применяемых в штампах, в известном способе при воздействии на них давления возрастает в геометрической прогрессии. Поэтому с помощью них без особых проблем известным способом раздают трубы выше их предела текучести. Заявленный способ не должен допускать случаев раздувания металлических деталей, а также того, чтобы для каждого автомобиля выпускались предназначенные только для него полиуретановые втулки, тем самым сокращая коэффициент унификации. Кроме того, удаление дефектов, таких как раздувание, требует специальных средств оснастки для удаления подверженных раздуванию раздачей деталей подвески, что сокращает использование способа при монтаже и ремонте деталей передней подвески. Перераздача и раздувание втулок и корпусов стабилизатора поперечной устойчивости можно предотвратить увеличением толщины стенок шарниров, однако это приведет к увеличению веса и перерасходу металла на их изготовление. В известном способе ограничение продавливания ступенчатой втулки не предусмотрено, а размер трубных досок не ограничен.
К дополнительным недостаткам известного способа следует отнести невозможность крепления ступенчатой полиуретановой втулки повышенной твердости в сочетании с полиуретановой втулкой пониженной твердости непосредственно на штоке, на хвостовике амортизатора, где при реализации способа необходимо прилагать различные усилия и в то же время на определенном этапе прекращать действие прилагаемых усилий.
Реализация известного способа исключает использование поворотной части шарнира в качестве одного или нескольких подшипников скольжения и установку в нее подшипника качения, а также возможность использовать ее для установки в ней демпфера.
Вышеперечисленные недостатки устраняются заявленным способом с использованием устройства и выполнением его в четырех вариантах. В первом варианте, в общем случае использования способа, устройство содержит стабилизатор поперечной устойчивости. Окончание тяги шаровой формы закреплено с натягом между двух впадин в форме усеченного конуса, выполненных на двух полиуретановых втулках повышенной твердости. На одной из двух полиуретановых втулок выполнено отверстие для заведения и ее установки под поверхность окончания тяги шаровой формы.
Для регулировки натяга закрепленного вышеупомянутого окончания тяги шаровой формы в стакане установлена подпираемая полиуретановая втулка повышенной твердости, закрепленная на пробке. Тяга с окончанием шаровой формы имеет возможность поворота вокруг своей оси на угол от 0 до 360 градусов и не имеет люфта при ее повороте. Пробку соединяют резьбовой частью с резьбовой частью стакана, выполненного на одной из сторон одного шарнирного соединения Г-образной формы. Другое окончание тяги с наружной резьбовой частью соединяют с внутренней резьбовой частью подвижной обоймы другого шарнирного соединения Г-образной формы. При этом каждое из двух шарнирных соединений Г-образной формы вдоль продольной оси наконечников содержит подвижную обойму и соединенную с ней неподвижную обойму. В полой части стакана каждой неподвижной обоймы находится шток в виде шпильки с резьбовой частью на его концах. На нерезьбовой части штока посередине выполнен за одно целое с ним бурт. На бурте с двух сторон выполнены проточки с внешним конусом, образующие по форме «ласточкин хвост». Резьбовая часть штока с одной стороны может быть использована в качестве наконечника для крепления шарнирной части на подвеске автомобиля. С одной стороны на резьбовую часть штока навинчены: контргайка, гайка, конусная втулка с выступом и гайкой и кольцевой проточкой с внутренним конусом. На нерезьбовой части штока установлена полиуретановая втулка с твердостью, превышающей твердость высокопрочной резины, с выполненными проточками на концах в виде наружного конуса. Проточки до упора заведены с одной стороны в проточку конусной втулки, а с другой стороны в проточку бурта. С другой стороны бурта размещена часть ступенчатой полиуретановой втулки повышенной твердости. Одна ее проточка с внешним конусом с одной стороны до упора заведена в проточку бурта, а другая ее проточка с другой стороны заведена в проточку кольцевого выступа, выполненного на полой части стакана. Другая часть ступенчатой полиуретановой втулки сквозь отверстие, образованное кольцевым выступом на стакане, выведена на внешнюю сторону неподвижной обоймы для использования ее в качестве вала. При необходимости на вал устанавливают либо подшипник скольжения, либо подшипник качения, либо сразу два вида подшипников. На неподвижной обойме выполнен шип, а на подвижной обойме выполнен паз, между ними установлен демпфер, центрирующий и соединяющий две обоймы, образуя первый подшипник скольжения, а на полиуретановом валу установлен второй подшипник скольжения, образованный телом подвижной обоймы. При этом размер длины демпфера из полиуретановой втулки повышенной прочности превышает размер каждого из разделенных им шипа и паза. Поэтому после сжатия неподвижной и подвижной обойм за счет разницы образуется заранее рассчитанный и экспериментально установленный зазор. Полученный за счет удлиненного демпфера зазор, разделяющий заведенные с перекрытием друг друга шип неподвижной обоймы и паз подвижной обоймы, обеспечивает эффективное гашение вибрации и ударных нагрузок при эксплуатации шарниров во всех пространственных положениях и при максимальном ходе подвески.
Вышеупомянутую кинематическую связь из собранных на штоке деталей вначале предварительно закрепляют полиуретановой втулкой с твердостью, превышающей высокопрочную резину. Для этого вращают по резьбовой части штока конусную втулку гайкой выступа, а ее кольцевой проточкой перемещают и продавливают вышеупомянутую полиуретановую втулку. При этом предварительно ее закрепляют к штоку, поверхности бурта в форме «ласточкин хвост», к поверхности полой части стакана и конусной втулки. При этом перемещение конусной втулки ведут по резьбовой части штока до ее упора в нерезьбовую часть штока. После этого создание осевого и радиального усилия на полиуретановую втулку исчерпывается и станет невозможным, после чего на окружающие полиуретановую втулку металлические детали будут соответственно воздействовать силы с усилием ниже их предела текучести. Предварительно закрепленную вышеперечисленную кинематическую связь на этом этапе фиксируют гайкой на выступе конусной втулки с регулировкой ранее рассчитанного и экспериментально установленного зазора между гайкой и плоскостью неподвижной обоймы.
Выступающая за пределы неподвижной обоймы часть ступенчатой полиуретановой втулки повышенной прочности, предназначенная для использования в качестве вала под подшипник скольжения при этом не деформируется и остается не закрепленной на штоке. Затем, поворотом другой гайки с противоположной стороны штока по резьбовой его части и плоскости подвижной обоймы, шток со всеми ранее предварительно закрепленными и продавленными деталями и незакрепленной частью ступенчатой полиуретановой втулки протягивают вдоль продольной оси относительно полой поверхности стакана в сторону его кольцевого выступа.
При этом часть ступенчатой полиуретановой втулки повышенной прочности продавливают, радиально раздают и закрепляют к полой части стакана, штоку, бурту и кольцевому выступу на стакане. Контроль за превышением прилагаемых сил при протяжке вышеупомянутой кинематической связи и прекращение протяжки ведут до момента достижения подшипником скольжения его посадочного места с одновременным упором днища паза подвижной обоймы в демпфер из полиуретановой втулки. В этот момент размер замеряемого щупом зазора будет соответствовать размеру ранее рассчитанного и экспериментально установленного зазора. Остановку протяжки осуществляют прекращением вращения гайки по резьбовой части штока.
На все металлические детали, охватывающие и сопряженные с частью ступенчатой полиуретановой втулки, будут действовать силы, не превышающие их предела текучести. Одновременно детали будут надежно неподвижно закреплены без образования раздуваний, перераздачи, вздутий на поверхностях штока и неподвижной и подвижной обойм.
Одновременно окончательно закрепляют ранее предварительно закрепленную полиуретановую втулку за счет внутренних упругих сил и сил трения, вызванных в процессе протяжки. Затем при помощи щупа выставляют ранее рассчитанный и экспериментально установленный зазор между неподвижной и подвижной обоймами и зазор между гайкой и плоскостью неподвижной обоймы на выступе конусной втулки. После обтяжки гаек с двух сторон выставленные зазоры фиксируют контргайками и сборку шарнира Г-образной формы заканчивают, а затем приступают к сборке другого шарнира Г-образной формы с другой стороны тяги стабилизатора поперечной устойчивости. Сборку неподвижной обоймы и подвижной обоймы шарнира Г-образной формы ведут аналогично вышеописанному способу. После этого выставляют под соответствующим углом резьбовые наконечники и собранный блок тяги стабилизатора поперечной устойчивости заводят в отверстия, предназначенные для его крепления, например в серьге амортизатора и торсионе передней подвески, и закрепляют его гайками. В этом варианте исполнения устройства, при вводе верхнего и нижнего наконечника с резьбой в предназначенные для их крепления отверстия на передней подвеске, их закрепляют только с помощью закручивания гаек.
Шток же будет надежно закреплен, и его нельзя будет повернуть в неподвижной обойме, а подвижная обойма может вращаться.
Второй вариант исполнения устройства, например, для транспортных средств средней грузоподъемности, при осуществлении способа, когда из-за стесненности условий необходимо при креплении к передней подвеске собранного блока вращать не только гайку, но и шток.
Реализацию этого способа ведут в следующей последовательности.
Для этого используют тягу стабилизатора поперечной устойчивости, в которой на нерезьбовой части штока без бурта дополнительно закрепляют подвижную втулку с неподвижным буртом в сечении по форме «ласточкин хвост». Для возможности перемещения без защемления на резьбе разница между размером длины подвижной втулки и размером длины нерезьбовой части штока может составлять до 2 мм. В этом случае конусная втулка с ограничителем посредством резьбы установлена на шток с возможностью перемещаться по направляющей при ее вращении до упора в торцевую часть подвижной втулки. Конусная втулка другой стороной выполнена с возможностью охватывать подвижную втулку и перемещаться по ее поверхности. Для перемещения подвижной втулки вдоль продольной оси на ее выступе установлена гайка, сопряженная с плоскостью подвижной обоймы, а для фиксирования вышеупомянутой гайки на резьбовой части подвижной втулки установлена контргайка. Для поворота штока вокруг своей оси внутри подвижной втулки на его окончании может быть предусмотрена шестигранная головка под ключ. При этом для унифицированного применения во всех четырех случаях выполнения устройства полиуретановых втулок с одинаковыми размерами суммарный размер диаметра сечения штока вместе с толщиной подвижной стальной втулки выполняют равным размеру диаметра штока выполненного устройства для реализации способа по предыдущему первому варианту. В этом случае при установке резьбового наконечника вышеупомянутой тяги стабилизатора поперечной устойчивости появляется возможность его закрепления в отверстии, например в серьге амортизатора с возможностью вращения закрепляющей гайки и вращения штока относительно закрепленной в неподвижной обойме подвижной втулки.
Одновременно подвижная втулка защищает шток от защемления и от случайной перераздачи и раздувания. В результате закрепления подвижной втулки с полиуретановыми втулками получают более надежные неразъемные металлополиуретановые втулки. Это обстоятельство позволяет произвести укрупненную сборку всех деталей тяги стабилизатора поперечной устойчивости в укрупненный узел вне кузова автомобиля, а именно в начале производят вышеописанным способом по первому варианту исполнения устройства продавливание и раздачу с предварительным закреплением полиуретановой втулки с твердостью, превышающей твердость высокопрочной резины к полой поверхности стакана, а затем окончательно закрепляют к полой части стакана протяжкой ранее предварительно закрепленную полиуретановую втулку. Протяжкой одновременно закрепляют часть ступенчатой полиуретановой втулки на подвижной втулке без раздачи и закрепления ее вала с предварительно проточенным посадочным местом под подшипник, выступающего за пределы неподвижной части обоймы. Затем установленный на шип неподвижной обоймы демпфер в виде полиуретановой втулки повышенной твердости, заведенный на демпфер паз подвижной обоймы, заведенный подшипник скольжения, образованный телом подвижной обоймы, на вал, вместе прижимают навстречу друг другу. Прижимают до тех пор, пока днище шипа не упрется в поверхность демпфера и будет выставлен ранее рассчитанный и экспериментально установленный зазор. Выставленный зазор проверяют щупом. Выставленный вышеупомянутый зазор и зазор между гайкой за конусной втулкой и плоскостью неподвижной обоймы фиксируют при помощи гаек и контргаек с двух сторон и сборку в узел Г-образной части одного шарнирного соединения тяги стабилизатора поперечной устойчивости заканчивают. Затем вышеописанным способом производят сборку деталей в узел другого шарнирного соединения Г-образной формы. Вышеописанным способом, обязательным во всех случаях его использования, производят закрепление окончания тяги шаровой формы под углами, обеспечивающими ввод резьбовых наконечников в отверстия деталей, предназначенных для их закрепления. Затем положение тяги фиксируют контргайками к корпусам подвижных обойм. Собранное шарнирное соединение Г-образной формы с одним стаканом соединяют тягой с ранее собранным шарнирным соединением Г-образной формы с двумя стаканами. После этого собранный блок будет готов к монтажу и присоединению к деталям передней подвески. При этом, в зависимости от модели транспортного средства, стесненности условий, наличия оснастки для проведения ремонта на тяге стабилизатора поперечной устойчивости могут быть смонтированы два шарнира, исполненные в первом варианте реализации способа, либо два шарнира, исполненные по второму варианту с использованием подвижной втулки, либо на тяге стабилизатора поперечной устойчивости могут быть смонтированы две разновидности вышеупомянутых шарниров с подвижной втулкой и без подвижной втулки.
При этом можно чередовать установку на вал либо подшипников скольжения, либо подшипников качения.
Аналогично вышеописанной последовательности выполнения операций при реализации заявленного способа во втором варианте исполнения тяги стабилизатора поперечной устойчивости возможно крепление деталей верхней подвески направляющей передней стойки автомобиля. При этом для реализации способа в третьем варианте необходимо наличие подвижной втулки на штоке с выполнением бурта на ней. На хвостовике резьбовую среднюю часть амортизатора протачивают до гладкой поверхности на длину размера, превышающую размер подвижной втулки, и оставляют резьбу на его окончаниях. Дополнительно на корпусе неподвижной обоймы выполняют кронштейны с отверстиями под крепежные болты для крепления ее к кузову автомобиля и выполняют место под установку пружины.
Для реализации способа в частном случае по четвертому варианту устройство выполняют в следующем виде. На внутренней поверхности полой части стакана выполняют бурт в сечении в форме «ласточкин хвост». Бурт, образованный кольцевой проточкой, выступающей в виде трапеции, в одном случае основанием контактирует с зазором по скользящей посадке с поверхностью штока, не имеющего бурта, а во втором частном случае контактирует с поверхностью подвижной втулки, не имеющей бурта. В первом случае при реализации частного случая конусной втулкой закрепляют полиуретановую втулку с твердостью, превышающей твердость высокопрочной резины, к полой части стакана и бурту на стакане давлением гайки выступа конусной втулки, перемещаемой по штоку без бурта и без выполнения операции « протяжка», а во втором случае полиуретановую втулку с твердостью, превышающей твердость высокопрочной резины, расположенную на подвижной втулке, закрепляют конусной втулкой, перемещаемой по подвижной втулке. При этом ступенчатую полиуретановую втулку повышенной твердости в описываемом четвертом варианте использования способа в случае, когда она расположена на штоке без бурта, продавливают, раздают и закрепляют кольцевым выступом, выполненным на внутренней стороне подвижной обоймы со стороны подшипника скольжения, без проведения операции «протяжка», а в случае, когда ступенчатая полиуретановая втулка повышенной твердости расположена на подвижной втулке без бурта и заведенной на шток без бурта ее продавливают, раздают и закрепляют также при помощи кольцевого выступа, выполненного на внутренней стороне подвижной обоймы со стороны подшипника, без операции «протяжка». В обоих случаях ступенчатую полиуретановую втулку повышенной твердости закрепляют к полой поверхности стакана и выполненному за одно целое с ним неподвижному бурту. В одном случае закрепляют за счет осевого перемещения кольцевого выступа, выполненного на внутренней плоскости подвижной обоймы со стороны подшипника скольжения, перемещаемого при помощи гайки по резьбовой части штока без бурта и плоскости подвижной обоймы. В другом случае при помощи гайки, перемещаемой по резьбовой части подвижной втулки без бурта. При необходимости для обеспечения поворота подвижной обоймы в ней закрепляют подшипник качения, который внутренней обоймой посажен на кольцевой выступ.
Операция «протяжка» при реализации способа в данном частном случае отсутствует. Раздачу ведут до тех пор, пока подвижная обойма и неподвижная обойма, образующие соединение типа «шип - паз», перемещаясь навстречу друг другу по поверхности соединяющего их демпфера вдоль продольной оси днищами шипа и паза, не упрутся в торцевые поверхности демпфера из полиуретановой втулки повышенной прочности. Это будет означать, что между неподвижной обоймой и подвижной обоймой обеспечен и существует ранее рассчитанный и экспериментально установленный зазор. Выставленный зазор обеспечивает демпфирование шарнирных частей во всех пространственных положениях при максимальных ходах подвески. В этот момент вращение гайки заканчивается, и размер полученного зазора дополнительно проверяют щупом.
На графических материалах приведено устройство для осуществления заявленного способа в четырех вариантах.
На Фиг. 1 приведен вид варианта исполнения тяги с шарнирной частью Г-образной формы с двумя стаканами, соединенной с шарнирной частью Г-образной формы с одним стаканом.
На Фиг. 2 приведен вид деталей устройства, выполненного по первому варианту в разобранном виде.
На Фиг. 3 приведен вид второго варианта исполнения устройства с использованием подвижной втулки.
На Фиг. 4 приведен вид деталей второго из вариантов исполнения устройства в разобранном виде.
На Фиг. 5 приведен вид верхней опоры направляющей передней подвески автомобиля с подшипником скольжения с деталями, закрепленными заявленным способом с помощью подвижной втулки.
На Фиг. 6 приведен вид верхней опоры направляющей передней подвески автомобиля в разобранном виде.
На Фиг. 7 приведен вид верхней опоры направляющей передней подвески с выполнением кольцевого выступа на подвижной обойме и бурта, образованных выступами на внутренней поверхности полой части стакана, продавленной штоком без бурта.
На Фиг. 8 приведен вид крепления втулок с помощью подвижной втулки без бурта с использованием подшипника качения.
Устройство для реализации заявленного способа в общем и частных случаях его использования выполняют в четырех вариантах. Для реализации способа в общем случае его использования устройство содержит стабилизатор поперечной устойчивости (см. Фиг. 1 и 2), в котором тягу 1 с окончанием шаровой формы 2 закрепляют без люфта с натягом с возможностью поворота на угол от 0 до 360 градусов. Тягу 1 закрепляют между двух впадин 3 и 4 в форме усеченных конусов двух полиуретановых втулок 5 и 6 повышенной прочности. Втулки 5 и 6 для регулировки натяга тяги 1 поджаты полиуретановой втулкой 7 повышенной прочности, закрепленной внутри на пробке 8 через отверстие 9, при помощи которого она заведена на тягу 1. Резьбовой частью 10 пробку 8 соединяют с резьбовой частью 11, выполненной на наружной части стакана 12, подвижной обоймы 13, выполненной на одной стороне шарнирного соединения 14 Г-образной формы с двумя стаканами. После регулировки требуемого соединения с натягом на резьбовом соединении стакана 12 наносят насечки. На другой стороне шарнирного соединения 14 Г-образной формы выполнен стакан 15, в полой поверхности 16 которого находится шток 17. На штоке 17 выполнен с ним за одно целое бурт 18 в форме «ласточкин хвост» с выполненными с двух его сторон проточками 19 и 20 с внутренним конусом. На одной стороне штока 17 имеется резьбовая часть 21 и нерезьбовая часть 22, продолжающаяся до бурта 18. С другой стороны бурта 18 выполнена нерезьбовая часть 23 и резьбовая часть 24, см. Фиг. 1 и 2.
На резьбовой части 21 штока 17 находятся соединенные посредством резьбы гайка 25, выполненная на выступе 27 конусной втулки 26, с возможностью их поворота гайкой 25 вместе с втулкой 26 и кольцевой проточкой 28 с внутренним конусом 29. На нерезьбовой части 22 находится полиуретановая втулка 30 с твердостью, превышающей твердость высокопрочной резины, проточка 31 которой заведена в проточку 28 с внутренним конусом 29 конусной втулки 26, а проточка 32 с внешними конусами 33 заведена в проточку 19 бурта 18. Все вышеупомянутые металлические детали, заведенные на резьбовую часть 21 и нерезьбовую часть 22 до бурта 18, за счет поворота выступа 27 и поворота конусной втулки 26 по резьбовой части 21 прижаты до упругого состояния в осевом направлении, а полиуретановая втулка 30 дополнительно продавлена в радиальном направлении и плотно прижата к внутренней поверхности 16 полой части стакана 15 и к поверхности штока 17. Между гайкой 25 и плоскостью неподвижной обоймы выставлен ранее рассчитанный и экспериментально установленный зазор, который фиксируют за счет прижатия контргайкой 34 гайки 25, с втулкой 26 и отсутствием их поворота по резьбе. С другой стороны бурта 18 на нерезьбовой части 23 штока 17 в проточку 20 бурта 18 заведена проточка 35 с внешним конусом ступенчатой полиуретановой втулки 36 повышенной твердости, другая проточка 37 с внешним конусом заведена в проточку 38 кольцевого выступа 39, выполненного на внутренней полой части 16 стакана 15. Часть ступенчатой полиуретановой втулки 36 продавлена с приложением сил в осевом и радиальном направлении за счет протяжки и перемещения на относительно небольшое расстояние всей ранее закрепленной кинематической связи, состоящей из деталей, предварительно закрепленных полиуретановой втулкой 30. Протяжка ранее закрепленных вышеупомянутых деталей произведена с перемещением относительно внутренней полой поверхности 16 стакана 15 в сторону неподвижной проточки 38 кольцевого выступа 39 при помощи поворота гайки 40 по резьбовой части 24 шока 17 и плоскости 41 подвижной обоймы 13. При этом все металлические детали, охватывающие закрепленную к штоку 17 и полой поверхности 16 стакана 15 часть ступенчатой полиуретановой втулки 36, продавлены с усилием, не превышающим их предела текучести. Это положение зафиксировано контргайкой 42. На выступающей сквозь отверстие 43 кольцевого выступа 39 части ступенчатой полиуретановой втулки 36 в виде вала 44 заведен первый подшипник скольжения 45, образованный телом подвижной обоймы 13. На подвижной обойме 13 и неподвижной обойме 46 относительно продольной оси, перекрывая друг друга, выполнены два кольцевых выступа 47 и 48, каждый имеющий свое днище, образовав соединение типа «шип - паз». Выступ 47 образует шип, выступ 48 образует паз. Они разделены размещенным между ними демпфером 49 из полиуретановой втулки 50 повышенной твердости, которые вместе образуют второй подшипник скольжения. Размер длины полиуретановой втулки 50 демпфера 49 превышает размер длины каждого из двух выступов 47 и 48. Подвижная обойма 13 и неподвижная обойма 46 при их прижатии навстречу друг другу и перемещении относительно вала 44, демпфера 49 до упора в днища кольцевых выступов 47 и 48, образуют ранее рассчитанный и экспериментально установленный зазор 51 для гашения вибраций и смягчения ударов при максимальном ходе подвески. Это положение зафиксировано двумя гайками 25 и 40 и двумя контргайками 34 и 42 на штоке 17. Сборку в узел другого шарнирного соединения 52 Г-образной формы производят в последовательности, аналогичной сборке шарнирного соединения 14 Г-образной формы. При этом полиуретановой втулкой 30 вначале предварительно закрепляют детали, расположенные на штоке 17 по одну сторону от бурта 18, а затем протяжкой вдоль продольной оси относительно неподвижной полой поверхности 16 стакана 15 в сторону проточки 38 кольцевого выступа 39 всей кинематической связи, вместе со штоком 17, раздают часть другой, ступенчатой полиуретановой втулки 36 повышенной твердости, и закрепляют другую расположенную от бурта 18 часть. При этом за счет осевого перемещения штока 17 с закрепленными на нем деталями вызываются ответные компенсирующие усилия за счет внутренних упругих сил и сил трения при протяжке на относительно небольшое расстояние и ранее предварительно закрепленную часть закрепляют окончательно. Резьбовая часть 53 тяги 1 заведена в резьбовое отверстие 54, выполненное на подвижной обойме 13, и после выставления соответствующих углов от 0 до 360 градусов между осями резьбовых наконечников, образованными резьбовыми частями 21, положение тяги 1 закрепляют контргайкой 55. Собранный блок готов к установке на переднюю подвеску. При этом его закрепляют в предназначенных отверстиях только вращением гаек по неподвижным резьбовым наконечникам, выполненным на каждом штоке двух шарнирных частях см. Фиг. 1 и 2.
В частном случае реализации способа устройство для его осуществления выполнено в следующем виде, см. Фиг 3 и 4. При стесненности условий монтажа, в узлах транспортных средств средней грузоподъемности и необходимости вращения штока с одновременно закрепляющей резьбовой наконечник гайкой на шток 56 без бурта, отличающийся размером диаметра от штока 17, устанавливают подвижную втулку 57. На выступе 27 конусной втулки 26 выполняют круговую впадину 58 с возможностью ее заведения на подвижную втулку 57. Впадину 58 используют в качестве направляющей 59 при перемещении конусной втулки 26 по поверхности подвижной втулки 57 и в качестве ограничителя хода 60 конусной втулки 26 при ее продавливании, радиальной раздаче и закреплении полиуретановой втулки 30 с твердостью, превышающей прочность высокопрочной резины, к полой поверхности 16 стакана 15. На подвижной втулке 57 выполнен за одно целое бурт 61 с проточками 62 и 63 в форме «ласточкин хвост», а со стороны подвижной обоймы 13 на подвижной втулке 57 выполнена резьба 64 с навинченной на резьбу гайкой 65. Для унификации выпускаемых полиуретановых втулок, применяемых при реализации заявленного устройства, суммарный размер диаметра штока 56 и размер толщины подвижной втулки 57 вместе равен размеру диаметра штока 17. При реализации способа полиуретановую втулку 30 с твердостью, превышающей твердость высокопрочной резины, прижимают и радиально раздают, и закрепляют. При этом закрепляют ее вращением выступа 27 и кольцевой проточкой 28 конусной втулки 57 к бурту 61 с проточкой 62, подвижной втулке 57 и полой поверхности 16 стакана 15. Затем вращением по резьбе 64 гайки 65, выполненной на подвижной втулке 57 и плоскости 41 подвижной обоймы 13, вышеупомянутую
ранее закрепленную полиуретановой втулкой 30 кинематическую связь протягивают. Протяжку ведут вместе с подвижной втулкой 57 относительно неподвижной полой поверхности 16, навстречу проточке 38 кольцевого выступа 39 и часть ступенчатой полиуретановой втулки 36 закрепляют к подвижной втулке 57 полой поверхности 16 стакана 15.
Аналогично описанной выше последовательности собирают другую шарнирную часть Г-образной формы. Способом в общем случае его использования производят сборку тяги 1 с деталями в стакане 12 одной из сторон 14 Г-образной шарнирной части. Выставляют ранее рассчитанный и экспериментально установленный зазор 78 между конусной втулкой 26 и плоскостью неподвижной обоймы 46 фиксируют контргайкой, а также выставляют зазор 51 между неподвижной обоймой 46 и подвижной обоймой 13, который фиксируют контргайкой 42. В результате шток 56 с образованным резьбовым наконечником можно поворачивать вокруг своей оси и упростить закрепление тяги стабилизатора поперечной устойчивости в штатных отверстиях на подвеске.
Использование способа и устройства во втором приведенном частном случае позволяет получать металлополиуретановые втулки повышенной прочности, долговечности и использовать их в процессе ремонта передней подвески, см. Фиг. 3 и 4. Использование заявленного способа в частном случае с использованием устройства в третьем варианте его выполнения позволяет использовать его при креплении деталей верхней опоры направляющей передней подвески стойки передней подвески автомобиля. При этом в качестве штока 56 используют хвостовик 66 штока амортизатора 67 с резьбовой частью 68 на одной его стороне с проточенной гладкой поверхностью 69 в средней части и резьбовой частью 70 с другой стороны. На неподвижной обойме 46 дополнительно выполнены кронштейны 71 с отверстиями 72 под крепежные элементы 73 для крепления собранного блока к кузову автомобиля ,см. Фиг. 5 и 6. Реализацию способа в этом случае ведут в последовательности, описанной для реализации во втором частном случае использования способа, с применением подвижной втулки 57 с буртом 61, установленной на хвостовик 66. При жестком закреплении на гладкой поверхности хвостовика бурта возможно закрепление деталей по способу в общем случае его использования (на чертеже не показано).
Заявленный способ и устройство для его осуществления позволяет использовать его в четвертом частном случае. В случаях, когда есть возможность применения металлической, толстостенной неподвижной и подвижной обойм и когда отсутствует угроза их перераздачи и раздувания втулками из полиуретана повышенной твердости. Например, при применении способа и устройства для крепления деталей в реактивной штанге балансирной подвески большегрузных автомобилей, а также в шарнирных частях узлов сейсмостойких строительных конструкциях и производстве насосного оборудования. При этом на поверхности внутренней полой части 86 стакана выполняют проточку 74, образуют бурт 75 в сечении по форме, напоминающей «ласточкин хвост». Бурт 75 выступает в направлении к центральной оси стакана в виде трапеции 76, основание которой контактирует с зазором по скользящей посадке с поверхностью подвижной втулки 80 без бурта. В другом случае бурт 75 контактирует с поверхностью штока 79 без бурта и способ с устройством используют без подвижной втулки 80 без бурта. В этом случае продавливают и радиально раздают полиуретановую втулку 30 с одной стороны до бурта 75 и часть ступенчатой полиуретановой втулки 36, установленной с другой стороны бурта 75, без операции «протяжка». Закрепляют обе вышеупомянутые втулки независимо, одновременно или по очереди. При этом конусной втулкой 81, которую перемещают по штоку 79 гайкой 85 на выступе закрепляют полиуретановую втулку 30 до размера, ранее рассчитанного и экспериментально установленного зазора 78 между выступом 84 конусной втулки 81 и плоскостью неподвижной обоймы 87, а часть другой ступенчатой полиуретановой втулки 36 повышенной твердости продавливают, радиально раздают и закрепляют к поверхности полой части 86 стакана за счет осевого перемещения кольцевого выступа 77, выполненного со стороны подшипника скольжения 45 на подвижной обойме 89. При этом сжимают, продавливают, раздают часть ступенчатой полиуретановой втулки 36 кольцевым выступом 77, см. Фиг. 7. Продавливание ведут поворотом гайки 65 по резьбовой части 90 штока 79 с одновременным перемещением подшипника скольжения 45 по валу 44 и перемещением подвижной обоймы 89 по демпферу 49 из полиуретановой втулки 50 повышенной твердости до упора днищ выступов 47 и 48 в демпфер 49. Перемещение кольцевого выступа 77 в этот момент прекращают.
В результате при реализации способа между неподвижной обоймой 87 и подвижной обоймой 89 расстояние будет соответствовать заранее рассчитанному и экспериментально установленному зазору 51, а концевым выступом 77 ступенчатая полиуретановая втулка 36 будет надежно закреплена. В результате реализации способа в этом частном случае устраняется операция «протяжка». Существует возможность при условии увеличения толщины неподвижной 87 и подвижной обоймы 89 использовать полиуретановые втулки повышенной твердости по обе стороны от бурта 75, не опасаясь раздувания полой части 86 стакана неподвижной обоймы 87. Процесс закрепления вышеупомянутых двух втулок повышенной твердости можно вести одновременно с одновременным приложением сил на них гайками 65 и 85. Кроме того, реализацию способа в приведенном частном случае осуществляют и с применением подвижной втулки 80 без бурта по вышеописанной последовательности. В этом случае получают металлополиуретановые втулки, которые по проявляемым свойствам не совпадают, но по размерам могут быть наиболее близкими к оригинальным резиновым и полиуретановым деталям, освоенным промышленностью и применяемым в узлах автомобилей, что может расширить объем их использования и увеличить долговечность их эксплуатации.
В общем случае использования заявленного способа его используют в следующем порядке.
Из деталей, поступивших с заводов изготовителей сертифицированных или изготовленных самостоятельно из материалов, имеющих сертификат, выбирают ремкомплект, предназначенный для осуществления способа в общем случае его выполнения и приступают к укрупненной сборке тяги стабилизатора поперечной устойчивости в блок. На одной стороне одной шарнирной части 14 Г-образной формы в одном из двух стаканов 15 предварительно закрепляют полиуретановую втулку 30 с твердостью, превышающей твердость высокопрочной резины. Втулку 30 продавливают, радиально раздают и предварительно закрепляют кольцевой проточкой 28 с внутренним конусом 29 конусной втулки 26 в сторону проточки 19 внутреннего конуса бурта 18 по форме, напоминающей « ласточкин хвост», с нагрузкой ниже предела текучести металлических деталей, охватывающих полиуретановую втулку 30 см. Фиг. 1 и 2. При этом врезание при продавливании ведут с минимальным холостым ходом конусной втулки 26. Окончательно втулку 30 закрепляют с одновременным закреплением части ступенчатой полиуретановой втулки 36 повышенной твердости путем протяжки штока 17 и всех ранее предварительно закрепленных на штоке 17 деталей. Протяжку штока 17 ведут поворотом гайки 40 по резьбовой части 24 и плоской поверхности 41 подвижной обоймы 13. Шток 17 и бурт 18 перемещают относительно полой поверхности 16 стакана 15 навстречу неподвижно выполненному на стакане 15 кольцевому выступу 39 и его проточке 38. В проточку 38 заводят проточку 37 вышеупомянутой втулки 36, которую продавливают в осевом и радиальном направлении, закрепляют ее к бурту 18 и полой поверхности 16 стакана 15, не подвергая деформации другую ее часть. Недеформируемую часть ступенчатой полиуретановой втулки 36 выводят через образующее кольцевым выступом 39 отверстие 43 на внешнюю сторону и используют ее в качестве вала 44, на которой устанавливают подшипник скольжения 45. Один подшипник скольжения 45 образуют телом подвижной обоймы 13. Другой подшипник образуют круглым выступом 46 с днищем в виде шипа, заведенного с перекрытием в паз, с днищем, выполненным на выступе 48 на подвижной обойме 13, и разделенных демпфером 49 из полиуретановой втулки 50 повышенной твердости. Разница размера длины демпфера 49, превышающая по отдельности длину и шипа и паза, обеспечивает выполнение ранее рассчитанного и экспериментально установленного зазора 51 между неподвижной обоймой 46 и подвижной обоймой 13. Выполнением вышеупомянутого зазора 51 обеспечивает демпфирование и гашение вибраций, ударов и шумовых нагрузок при максимальных ходах подвески во всех пространственных положениях.
Тягу 1 с окончанием шаровой формы 2 закрепляют между двух впадин 3 и 4 в форме усеченных конусов двух полиуретановых втулок 5 и 6 повышенной твердости без люфта и с натягом, обеспечивающим поворот тяги 1 вокруг своей оси на угол от 0 до 360 градусов. Тягу подпирают полиуретановой втулкой 7 повышенной твердости, натяг регулируют поворотом резьбовой части 10 пробки 8 по резьбовой части 11 стакана 12, по которым наносят насечки, исключая отвинчивание пробки 8. Резьбовую часть 53 тяги 1, выполненной на другом конце, закрепляют в резьбовом отверстии 54 подвижной обоймы 13 другой шарнирной части 52 Г-образной формы, оснащенной одним стаканом 15. Детали другой шарнирной части 52 собирают в соответствии с вышеописанной последовательностью.
Во втором частном случае способ используют следующим образом. На резьбовую часть 21 штока 56 без бурта 18 заводят подвижную втулку 57 с выполненным на ней за одно целое бурта 61 с проточками 62 и 63 с внутренним конусом по форме «ласточкин хвост». Размер диаметра штока 56 используемого при реализации данного способа в частном случае вместе с толщиной подвижной втулки 57 равен размеру диаметра штока 17, используемого в общем случае использования способа.
На выступе 27 конусной втулки 26 выполняют ограничитель 60 хода конусной втулки 26 с возможностью его направляющей 59 перемещаться по подвижной втулке 57, с противоположной стороны которой выполнена резьба 64 с навинченной гайкой 65.
На нерезьбовой части подвижной втулки 57 с одной стороны заведена полиуретановая втулка 30 с твердостью, превышающей твердость высокопрочной резины, которую продавливают, раздают и предварительно закрепляют к подвижной втулке 57, бурту 61, конусной втулке 26, поверхности полой части 16 стакана 15. При этом перемещение конусной втулки 26 с направляющей 59 ведут до тех пор, пока ограничитель хода 60 не упрется в торец подвижной втулки 57 и полая поверхность 16 стакана 15 с буртом 61 и подвижная втулка 57 будут продавлены с усилием ниже их предела текучести. Подшипником 45, пазом подвижной обоймы 13 заводят на шип выступа 47 и демпфер 49 в виде полиуретановой втулки 50 повышенной твердости до упора днища паза выступа 48 в поверхность шипа неподвижной обоймы 46 до образования зазора 51 между двумя обоймами 46 и 13. Поворотом гайки 65 по резьбе 64 подвижной втулки 57 относительно плоскости 41 подвижной обоймы 13 всю ранее предварительно закрепленную кинематическую связь на подвижной втулке 57 протягивают, перемещая ее в сторону кольцевого выступа 39 и его проточки 38. Гайку 65 поворачивают до тех пор, пока размер образованного зазора 51 не будет соответствовать размеру, ранее рассчитанному и экспериментально установленному зазору, после чего поворот гайки 65 по резьбе 64 прекращают и выставленный зазор 51 фиксируют контрогайкой, см. Фиг. 3 и 4. Аналогично последовательности описанной выше ведут сборку другой шарнирной части Г-образной формы 52 с одним стаканом 15, которую соединяют при помощи тяги 1 с ранее собранной шарнирной частью 14 Г- образной формы оснащенной двумя стаканами 12 и 15.
В третьем частном случае использования заявленного способа, когда необходимо закрепить верхнюю опору направляющей передней стойки в качестве штока 17 или штока 56 используют хвостовик 66 амортизатора 67. В хвостовике 66 протачивают среднюю часть до гладкой поверхности 69, оставляя на окончаниях резьбовую часть 68 и резьбовую часть 70. На неподвижной обойме 46 выполняют кронштейны 71 с отверстиями 72 под крепежные болты 73 и местом для установки пружины.
При реализации способа с подвижной втулкой 57 с буртом 61, резьбовой частью 64 и гайкой 65 используют конусную втулку 26 с ограничителем хода 60 и выступом, оснащенную гайкой 27 направляющей 59. В этом случае хвостовик 66 амортизатора 67 закрепляют в последовательности, описанной выше во втором варианте использования способа. Подвижная обойма 13 в этом случае имеет возможность вращения относительно неподвижной обоймы 46 и закрепленной в ней подвижной втулки 57 на двух подшипниках скольжения, а хвостовик 66 может дополнительно независимо вращаться внутри подвижной втулки 57. При реализации способа с использованием хвостовика 66 с закрепленным на нем буртом 18, резьбовой частью 21, нерезьбовой частью 22, резьбовой частью 24, выполненных на хвостовике (на чертеже не показано), используют конусную втулку 26 и хвостовик 66 амортизатора 67, закрепляют детали в последовательности вышеописанным способом, необходимым в общем случае его использования. Подвижная обойма 13 в этом случае имеет возможность вращения относительно неподвижной обоймы 46 и закрепленного в ее стакане 15 штока 17 только на двух подшипниках скольжения.
При реализации способа в другом частном случае, когда имеется возможность конструктивного выполнения неподвижной и подвижной обойм с увеличенной толщиной стенок и существует необходимость использования полиуретановых втулок с различной твердостью или только с повышенной твердостью, способ используют в следующем порядке. На поверхности полой части 86 стакана выполняют проточку 74, образуют бурт 75 в сечении по форме напоминающей «ласточкин хвост». Бурт 75 выступает в направлении к центральной оси стакана в виде трапеции 76, основание которой сопряжено с зазором по скользящей посадке с поверхностью подвижной втулки 80 без бурта. В этом случае продавливают и радиально раздают полиуретановую втулку 30 с одной стороны бурта 75 и часть другой ступенчатой полиуретановой втулки 36, установленной с другой стороны бурта 75 без проведения операции «протяжка», не опасаясь перераздачи стакана неподвижной обоймы 87.
По времени обе вышеупомянутые втулки закрепляют независимо друг от друга одновременно или по очереди с приложением сил с одной или другой стороны или с одновременным приложением сил с двух сторон вдоль продольной оси шарнирной части.
При реализации данного способа с использованием штока 79 без бурта конусную втулку 81 перемещают по резьбовой части 90 штока 79 гайкой 85 на выступе 84. При этом продавливают, радиально раздают и основательно закрепляют полиуретановую втулку 30 с твердостью, превышающей твердость высокопрочной резины до достижения размеров зазора расчетного размера зазора 78 между выступом 84 конусной втулки 81 и плоскостью неподвижной обоймы 87.
Часть другой ступенчатой полиуретановой втулки 36 повышенной твердости продавливают, радиально раздают и закрепляют к полой поверхности 86 стакана за счет осевого перемещения кольцевого выступа 77, выполненного со стороны подшипника скольжения 45 на подвижной обойме 89. При этом сжимают, продавливают и радиально раздают часть ступенчатой полиуретановой втулки 36 кольцевым выступом 77, см. Фиг. 7. Продавливание ведут поворотом гайки 65 по резьбовой части 90 штока 79 с одновременным перемещением подшипника скольжения 45 по валу 44 и перемещением подвижной обоймы по демпферу 49 из полиуретановой втулки 50 повышенной твердости до упора днищ выступов 47 и 48 в демпфер 49. Перемещение кольцевого выступа 77 в этот момент прекращают. В результате между неподвижной обоймой 87 и подвижной обоймой 89 размер зазора будет максимально совпадать с размером ранее рассчитанного и экспериментально установленного зазора 51, а концевым выступом 77 часть ступенчатой полиуретановой втулки 36 будет надежно закреплена. Осуществление способа позволяет использовать полиуретановые втулки с высокой твердостью по обе стороны от бурта 75, не опасаясь при этом чрезмерной раздачи металлических деталей. Следует учесть, что при эксплуатации транспортных средств поворот подвижной обоймы вокруг своей оси в радиальном направлении минимален. Возникающие воздействующие усилия при демпфировании и гашении колебаний при повороте вокруг своей оси подвижной обоймы 89 упругосопряженной кольцевым выступом 77 с продавленной ступенчатой полиуретановой втулкой 36 будут превосходить препятствующие повороту силы трения. Однако высокие свойства стойкости сопротивления полиуретана на истираемость и к раздирам, превышающие в 20-25 раз таковые свойства резины, позволяют использовать приведенную шарнирную часть в передней подвеске, см. Фиг. 7. При необходимости в подвижной обойме 89 устанавливают подшипник качения 88, внутренней обоймой закрепленный на кольцевым выступе 77, которым обеспечивают поворот подвижной обоймы 89, см. Фиг. 8.
Аналогично вышеописанной последовательности закрепляют одновременно или по очереди две полиуретановые втулки с повышенной твердостью 36 и 36, например, в сейсмостойких строительных конструкциях, установленных до и после бурта 75. Для этого на шток 79 без бурта заводят подвижную втулку 80 без бурта и конусную втулку 81 с выполненной на ней направляющей 82, ограничителем хода 83, выступом 84 с гайкой 85. Затем одновременно вращают гайку 65 по резьбовой части 70 подвижной втулки 80 и вращают гайку 85 по резьбовой части 90 штока 79 без бурта. Перемещением кольцевого выступа 77 вместе с посаженным подшипником скольжения 88 и конусной втулки 81 навстречу друг другу две полиуретановые втулки 36 и 36 повышенной твердости продавливают в бурт 75, и надежно закрепляют их в полой части 86 стакана неподвижной обоймы 87, и обеспечивают перемещение подвижной обоймы 89, см. Фиг. 8.
Использование способа обеспечивает достижение следующих технических результатов, добиваясь максимально возможного использования преимуществ и достоинств полиуретана.
Заявленный способ исключает применение операции вулканизации, склеивания, температурных воздействий на детали при ремонте, например передней подвески транспортного средства, и упрощает замену изношенных деталей на станциях технического обслуживания, вплоть до ремонта, например, передней подвески в гаражных и дорожных условиях. Полиуретан подвергается механической обработке различными способами. Это расширяет его технологические возможности по использованию путем как самостоятельного изготовления деталей из полиуретана, имеющего сертификат, так и путем размещения заказов на его изготовление на специализированных заводах. Кроме того, использование способа для крепления комплекта полиуретановых втулок с различной твердостью в корпусах шарнирных соединений обеспечивает высокую прочность и упругость, стойкость к агрессивным веществам, включая бензин и масло. Применение способа обеспечивает теплостойкость к высоким и низким температурам, позволяющим их применение в диапазоне от -50 до +120 градусов. Выполнение на конусной втулке выступа с гайкой обеспечивает ее вращение и проведение замеров щупом при установке заранее рассчитанного и экспериментально установленного зазора между гайкой и плоскостью стакана неповоротной обоймы.
Выполнение кольцевой проточки с внутренним конусом на конусной втулке и кольцевых проточек с внешним конусом на полиуретановой втулке с твердостью незначительно, но все же превышающей твердость высокопрочной резины обеспечивает снижение холостого хода при перемещении конусной втулки для ее раздачи и снижение габаритных размеров узла шарнирного соединения.
Выполнение на штоке бурта, по форме напоминающего «ласточкин хвост», за одно целое на нерезьбовой части штока с кольцевыми проточками с внутренним конусом с двух его сторон обеспечивает ввод и фиксирование в них кольцевых проточек с внешним конусом одной полиуретановой втулки с твердостью, выше твердости высокопрочной резины, и другой ступенчатой полиуретановой втулки повышенной твердости, а также уменьшает общий холостой ход на врезание при перемещении конусной втулки, сокращая габаритные размеры устройства.
Выполнение на поверхности полого стакана неподвижной обоймы, входящей и выступающей вовнутрь к центру продольной оси кольцевого выступа с внешним конусом, в который заводят проточку с внешним конусом ступенчатой полиуретановой втулки, сокращает холостой ход бурта при его перемещении и раздаче втулки. Кроме того, сквозь отверстие, образованное кольцевым выступом, появляется возможность вывода части полиуретановой втулки повышенной твердости на внешнюю сторону отверстия и использования ее в качестве полиуретанового вала. Вышеупомянутым неподвижным кольцевым выступом обеспечивают ограничение плоскости закрепляемой части ступенчатой полиуретановой втулки при ее протяжке и перемещении относительно полой части стакана в осевом направлении и ее радиальную раздачу с закреплением к поверхности полой части стакана.
Использование полиуретановой втулки с твердостью, превышающей твердость высокопрочной резины, позволяет произвести ее предварительное прижатие и закрепление к поверхности полой части стакана с минимальным приложением сил и образовать « мягкую зону эластичности» крепления втулки, одновременно позволяет произвести окончательное ее закрепление за счет ее протяжки вместе с ранее закрепленными деталями на штоке и одновременно произвести за счет протяжки закрепление раздачей части ступенчатой полиуретановой втулки повышенной прочности. При этом высокая прочность, сопротивление раздирам и многократным деформациям превышают таковые свойства резины, позволяют произвести вышеупомянутую протяжку без разрушения ранее закрепленной втулки несмотря на ее незначительное перемещение относительно поверхности стакана в сторону выполненного за одно целое его кольцевого выступа. Применение же, например, при реализации способа двух вышеупомянутых полиуретановых втулок с повышенной твердостью при их протяжке потребует большого приложения сил на их раздачу и увеличения сечения штока, сечения бурта, размеров стаканов, что приведет к увеличению габаритных размеров шарниров, что не всегда возможно. При этом невозможно будет выполнить операцию « протяжка».
Выполнение узла шарнирного соединения по заявленному способу обеспечивает его монтаж во всех пространственных положениях. Выполнением демпфера размером, превышающим по отдельности размеры длины шипа и паза неподвижной и подвижной обоймы, образуется ранее рассчитанный и экспериментально установленный зазор, которым обеспечивают эффективное гашение вибраций, ударных и звуковых нагрузок и возникновение скрипов при максимальном ходе подвески.
Выполнение закрепленного в неподвижной обойме полиуретанового вала, выступающего за ее пределы, обеспечивает возможность использовать в качестве подшипника скольжения внутреннюю поверхность самой подвижной обоймы, а также возможно установить при необходимости внутри подвижной опоры дополнительно подшипник качения и закрепить его на полиуретановом валу.
При этом высокая износоустойчивость вала из выбранной марки полиуретана позволяет свободно прокручиваться относительно вала подшипника скольжения, без какого-либо заметного вреда от трения с металлом подвижной обоймы. Общим преимуществом использования способа является повышение в несколько раз износостойкости и долговечности, например, тяги стабилизатора поперечной устойчивости передней подвески.
Использование способа позволяет из вышеупомянутых деталей создавать неподвижные обоймы и смежные с ними подвижные обоймы шарнирных соединений, которые могут быть использованы в других отраслях промышленности. например использовать способ при изготовлении насосного оборудования и сейсмостойких узлах шарнирных опор в строительной индустрии. Закрепление в подвижной обойме подшипника качения и его перемещение вместе с кольцевым выступом обеспечивает преодоление возникающих высоких сил трения при креплении втулок с высокой твердостью и создает возможность поворота подвижной обоймы.
Несмотря на схожесть с прототипом и другими известными узлами: штока с буртом, конусной втулки, подвижной втулки с буртом, хвостовика с буртом, стакана с буртом, телескопически заведенных с перекрытием обойм разделенных демпфером, конструкций полиуретановых втулок и образованных подшипников скольжения заявленного способа и устройства для его осуществления, свойства проявляемые ими при их реализации различны и не совпадают со свойствами известных признаков.
Известно устройство верхней опоры направляющей передней стойки подвески автомобиля, см. Патент №2331526, B60G 15/06 от 20.08.2008 г., в котором наружный корпус закрепляют к внутреннему корпусу путем вулканизации через эластичную вставку, в которой закреплен шток амортизатора. Подшипник образован двумя опорными поверхностями. В качестве демпфера используются эластичная вставка, прокладки из металлофторопласта и фторопласта. Однако наличие операции вулканизации исключает ее ремонт непосредственно в гаражных условиях и в небольших мастерских.
Известно устройство, реактивная штанга балансирной подвески грузовых автомобилей и наконечник реактивной штанги, см. Патент на полезную модель №146166, B60G 5/02 10/10/2014 г. В известном устройстве используется упругий элемент в виде полиуретановой втулки шарообразной формы, установленной между шаровым наконечником и металлической стенкой втулки. Однако шаровая форма упругого элемента требует специальной оснастки для его установки во втулку в холодном состоянии. Крепление упругого элемента во втулке по описанию изобретения требует применения специального клея или воздействия с применением повышенной температуры. Кроме того, надежно установить упругий вкладыш шарообразной формы из полиуретана во втулку в холодном состоянии за счет давления крышки его выступающей и ничем не ограниченной по окружности выступающей части продавливанием с одной стороны не представляется возможным. Выступающая часть может быть деформирована в процессе ее заведения, поэтому не может полностью войти в предназначенное для нее место во втулке. Вышеперечисленные недостатки устраняются заявленным устройством, которое расширяет применение полиуретанов различной твердости, обеспечивает ремонт шарнирных соединений без использования специальной оснастки и вулканизации.
Устройство содержит два шарнирных соединения Г-образной формы. При этом в одном шарнирном соединении Г-образной формы выполнено два стакана с полой поверхностью. В один из стаканов заведена тяга, окончание которой шаровой формы закреплено между двух впадин в форме усеченных конусов двух полиуретановых втулок повышенной твердости.
Для регулировки закрепленного окончания тяги шаровой формы с возможностью ее независимого перемещения без люфта вокруг своей оси на угол от 0 до 360 градусов две вышеупомянутые втулки вместе с окончанием тяги шаровой формы подпираются другой полиуретановой втулкой повышенной твердости. Втулка закреплена на днище металлической пробки с внутренней резьбой, которая навинчена на наружную резьбу стакана с фиксацией от отвинчивания. Внутри каждой из двух неподвижных обойм двух шарнирных соединений расположен шток с выполненным с ним за одно целое буртом. Для сокращения холостого хода при врезании с целью осевого продавливания полиуретановых втулок бурт выполнен в форме «ласточкин хвост», с проточками для размещения окончаний полиуретановых втулок. На резьбовой части после наконечника на штоке находятся гайка, конусная втулка с выступом и своей гайкой и кольцевой проточкой с внутренним конусом, в которой размещена проточка полиуретановой втулки с твердостью, превышающей твердость высокопрочной резины заведенная на резьбовую часть штока, другая ее проточка с внешним конусом заведена в проточку бурта. Вся вышеупомянутая кинематическая связь продавлена в осевом и радиальном направлении за счет перемещения конусной втулки вращением гайки на выступе по резьбовой части штока до упора ее в нерезьбовую часть штока. В этот момент давление на вышеупомянутую полиуретановую втулку прекратится и она будет предварительно закреплена к полой поверхности стакана, бурту, штоку, и конусной втулке, это положение фиксируют при помощи гайки на выступе. С другой стороны бурта в его проточке расположена проточка с внешним конусом другой части ступенчатой полиуретановой втулки повышенной твердости, проточка которой с внешним конусом заведена в проточку кольцевого выступа, выполненного на стакане. Другая часть вышеупомянутой полиуретановой втулки предназначенная для использования в качестве вала с проточенным посадочным местом под подшипник сквозь отверстие, образованное кольцевым выступом, выведена на внешнюю сторону неподвижной обоймы. Подвижная обойма с образованным ее телом подшипником скольжения заведена на вал выступающей части ступенчатой полиуретановой втулки, а пазом, образованным кольцевым выступом с днищем, подвижная обойма заведена на демпфер из полиуретановой втулки повышенной твердости, ранее заведенной на шип неподвижной обоймы. При этом размер длины демпфера из полиуретановой втулки повышенной твердости превышает размер длины по отдельности и шипа, и паза. Приведенная разница размеров длины при сжатии неподвижной и подвижной обойм до упора днища шипа и днища паза образует ранее рассчитанный и экспериментально установленный зазор, которым обеспечивают надежное демпфирование и гашение вибраций при максимальных ходах подвески. Кроме того, заведенные с перекрытием металлические и разделенные полиуретановыми деталями вышеупомянутые детали образуют дополнительный подшипник скольжения, надежно защищенный от смещения при приложении сил в поперечном направлении. При помощи поворота гайки со стороны подвижной обоймы по резьбовой части штока ранее предварительно закрепленную кинематическую связь протягивают вместе со штоком и буртом в сторону кольцевого выступа и закрепляют окончательно. Закрепляют за счет ответных упругих усилий и сил трения о стенки полой поверхности стакана. Одновременно за счет протяжки продавливают в осевом и радиальном направлении часть ступенчатой полиуретановой втулки повышенной твердости, которую закрепляют к поверхности полой части стакана, бурту и кольцевому выступу. После выставления зазоров между неподвижной и подвижной обоймами и зазора между гайкой и плоскостью неподвижной обоймой их фиксируют на резьбовых частях штока контргайками.
В аналогичной последовательности собирают другую шарнирную часть Г-образной формы с одним стаканом стабилизатора поперечной устойчивости. Тягу резьбовой частью закрепляют в резьбовой части подвижной обоймы Г-образного шарнирного соединения с одним стаканом и выставленные наконечники фиксируют под заданным углом.
В частном случае использования устройства для крепления деталей транспортных средств средней грузоподъемности, а также наличии стесненных условий, при которых необходимо вращение резьбового наконечника при его крепления с помощью гаек двумя ключами, его используют в следующем порядке. На подвижную втулку с одной стороны ее бурта по форме «ласточкин хвост» заводят ступенчатую полиуретановую втулку повышенной твердости. С другой стороны до упора в бурт заводят полиуретановую втулку с твердостью, превышающей твердость высокопрочной резины, конусную втулку с проточкой и ограничитель хода, направляющую с выступом имеющим гайку, и контрогайку для фиксирования зазора. Вышеперечисленную кинематическую связь из деталей на подвижной втулке заводят на шток, у которого отсутствует бурт, а затем заводят ее полую часть стакана. При этом сквозь отверстие, образованное кольцевым выступом на стакане, часть ступенчатой полиуретановой втулки повышенной твердости, предназначенной для использования в качестве вала под подшипник, выводят на внешнюю сторону стакана неподвижной обоймы, а конусную проточку части полиуретановой втулки повышенной твердости заводят до упора в проточку кольцевого выступа.
На резьбовую часть подвижной втулки заведенной за плоскость подвижной обоймы навинчивают гайку и контргайку. Подвижную обойму подшипником скольжения заводят на полиуретановый вал, а пазом подвижной обоймы заводят на демпфер из полиуретановой втулки повышенной твердости ранее заведенный на шип выступа неподвижной обоймы. Поворотом гайки на выступе конусной втулки по резьбе штока конусную втулку перемещают в сторону бурта, выполненного на подвижной втулке. При этом перемещают и направляющую ограничителя вместе с конусной втулкой по поверхности подвижной втулки. Полиуретановую втулку с твердостью превышающей твердость высокопрочной резины продавливают, радиально раздают и закрепляют к поверхности полой части стакана, бурту, подвижной втулки и конусной втулки, до тех пор, пока ограничитель не упрется в торец подвижной втулки, см. Фиг. 3 и 4.
В этот момент раздачу вышеупомянутой втулки прекращают и она предварительно будет закреплена, а металлические детали, охватывающие ее, будут продавлены с усилием, не превышающим их предела текучести. Поворотом гайки по резьбовой части подвижной втулки и плоскости подвижной обоймы ранее предварительно закрепленную кинематическую связь со штоком и подвижной втулкой и деталями, закрепленными на них протягивают относительно поверхности полой части стакана в сторону кольцевого выступа. Часть полиуретановой втулки повышенной твердости продавливают, радиально раздают и закрепляют к подвижной втулке, бурту, поверхности стакана, кольцевому выступу и окончательно закрепляют полиуретановую втулку с твердостью, превышающей твердость высокопрочной резины. При достижении размера зазора, ранее рассчитанного и экспериментально установленного, давление поворотом гайки прекращают и зазор фиксируют. В аналогичном порядке производят закрепление деталей в другой шарнирной части Г-образной формы с одним полым стаканом. Вышеописанным способом в общем случае его использования производят крепление тяги с двумя шарнирными частями. В результате получают высокопрочные долговечные металлополиуретановые соединения с использованием полиуретана с различной твердостью. Появляется возможность независимого перемещения штока внутри подвижной втулки при креплении его наконечника с поворотом либо гайки, либо штока, см. Фиг. 3 и 4.
В другом частном случае при использовании устройства для крепления деталей верхней опоры направляющей передней стойки подвески автомобиля в качестве штока для осевой и радиальной раздачи полиуретановых втулок различной твердости используют хвостовик штока амортизатора. На хвостовике протачивают в его средней части резьбу до гладкой поверхности, оставляя резьбу на окончаниях хвостовика. На неподвижной обойме выполняют кронштейны с отверстиями под крепежные элементы для возможности ее закрепления на кузове автомобиля, а также выполняют места для закрепления пружины. Затем вышеописанным способом во втором частном случае производят крепление деталей верхней опоры направляющей передней стойки, см. Фиг. 5 и 6. При этом при закреплении бурта на гладкой поверхности хвостовика устройство можно использовать для крепления деталей без подвижной втулки, а только с использованием хвостовика (на чертеже не показано).
В частном случае использования способа, когда существует возможность конструктивного выполнения подвижной и неподвижной обоймы с утолщенной металлической стенкой шарнирных частей, например большегрузных автомобилей, сейсмостойких узлов строительных конструкций, устройство работает следующим образом.
Бурт в форме «ласточкин хвост» выполняют за одно целое с наружной поверхностью стакана в виде кольцевой проточки в сечении в виде трапеции, основание которой контактирует с зазором с поверхностью подвижной втулки без бурта, заведенной на шток без бурта, см. Фиг. 7 и 8. На торце подшипника скольжения, образованного телом подвижной обоймы, выполняют выступ в виде кольцевой проточки с внутренним диаметром не менее диаметра подшипника скольжения. Кольцевым выступом производят без операции «протяжка» продавливание, раздачу и закрепление части полиуретановой втулки повышенной твердости к бурту подвижной втулки поверхности полой части стакана за счет поворота гайки по резьбовой части подвижной втулки и плоскости подвижной обоймы. С другой стороны неподвижной обоймы поворотом гайки на выступе конусной втулки, перемещаемой по направляющей ограничителя конусной втулкой, закрепляют полиуретановую втулку, превышающую твердость высокопрочной резины, которую продавливают, раздают и закрепляют окончательно без предварительного закрепления и проведения операции «протяжка». В другом случае аналогичным способом производят крепление двух вышеупомянутых полиуретановых втулок или двух втулок повышенной твердости без использования операции «протяжка» непосредственно к штоку без бурта и без использования подвижной втулки, см. Фиг. 7 и 8. Для преодоления сил трения в подвижной обойме при необходимости закрепляют подшипник качения, внутренняя обойма подшипника закреплена на кольцевом выступе, облегчая поворот подвижной обоймы.
Техническим результатом устройства являются простота и доступность его сборки в блок и последующая установка на автомобиль непосредственно в гаражных и дорожных условиях.
Конструкция подвижной обоймы позволяет использовать ее тело в качестве подшипника скольжения, а при необходимости закрепить в ней и подшипник качения, при этом подшипники будут надежно защищены от попадания пыли и грязи. Выполнение демпфера в виде ступенчатой полиуретановой втулки позволяет одну ее часть надежно закрепить в неподвижной обойме, а другую часть вывести на внешнюю сторону и использовать ее в качестве вала под подшипники.
Выполнение бурта по форме «ласточкин хвост» позволяет сократить холостой ход при осевом перемещении двух вышеупомянутых втулок с различной твердостью, а также произвести протяжку вместе с предварительно закрепленными деталями в осевом направлении. Форма бурта «ласточкин хвост» на штоке, на подвижной втулке, на хвостовике и на полой части стакана, как якорь, надежно захватывает торцевую часть ступенчатой полиуретановой втулки повышенной прочности и сокращает холостой ход на врезание и раздачу вышеупомянутых двух втулок, а при получении соединений металлополиуретановых втулок буртом разделяют различные по твердости продавленные полиуретаны с различным приложением сил.
Выполнение демпфера в виде полиуретановой втулки повышенной прочности, размещенной до упора в днищах глухих кольцевых отверстий, соединяющей неподвижную и подвижную обоймы между собой, образующих соединение «шип - паз» позволяет упростить сборку, центровку деталей при монтаже шарниров, а за счет перекрытия друг друга и разделения друг друга демпфером из полиуретановой втулки повышенной твердости позволяет использовать собранный шарнир во всех пространственных положениях и в качестве дополнительного подшипника скольжения.
Выставленный, заранее рассчитанный и экспериментально установленный зазор между неподвижной и подвижной обоймой за счет удлиненного размера длины демпфера, размещенного между выступами, образующими соединение «шип - паз», позволяет гасить вышеупомянутой втулкой вибрацию и ударные нагрузки при использовании устройства при максимальных ходах подвески. Заведенные с перекрытием друг друга стальной части кольцевого выступа неподвижной обоймы, образующего шип, и кольцевого выступа на подвижной обойме, образующего паз, разделенных демпфером, надежно демпфируют и дополнительно защищают шарнирное соединение от воздействия горизонтальных нагрузок.
Выполнение проточек с наружным и внутренним конусом на стальных и полиуретановых деталях устройства позволяет сократить холостой ход и время на врезание и раздачу полиуретановых втулок с различной твердостью.
Выполнение гладкой поверхности по середине резьбовой части хвостовой части амортизатора позволяет его использовать в заявленном устройстве в качестве штока с установкой на него подвижной втулки с буртом в форме «ласточкин хвост». Устройство возможно использовать в качестве верхней опоры направляющей передней стойки подвески автомобиля.
Выполнение ограничителя хода с направляющей с возможностью его упора в торец подвижной втулки и ограничения хода конусной втулки гарантирует крепление полиуретановых втулок без их перераздачи, раздувания на полой части стакана неподвижной и подвижной обойме.
Выполнение кольцевого выступа на внутренней полой части стакана утолщенной неподвижной обоймы в форме «ласточкин хвост» позволяет произвести закрепление деталей с использованием полиуретановых втулок повышенной твердости, располагаемых до и после бурта.
Выполнение устройства с размещением в полой части стакана полиуретановой втулки с твердостью, превышающей твердость высокопрочной резины, до бурта обеспечивает создание так называемой «зоны мягкости и эластичности», которая позволяет обеспечить вначале предварительное закрепление втулки, а затем произвести операцию «протяжка» с ее перемещением относительно поверхности стакана на расстояние, обеспечивающее окончательное ее закрепление, а размещение в устройстве за зоной так называемой «мягкости и эластичности» после бурта части полиуретановой втулки повышенной твердости позволяет ее закрепить по времени одновременно с ранее предварительно закрепленной втулкой, за счет операции «протяжка» и одновременно использовать выступающую не деформируемую часть за пределы неподвижной обоймы в качестве вала под установку подшипников.
Выполнение кольцевого выступа на плоскости со стороны подшипника скольжения позволяет продавить, радиально раздать и закрепить часть ступенчатой полиуретановой втулки повышенной твердости без применения операции «протяжка» подвижной втулки без бурта или штока без бурта, расширяет технологические возможности применения устройства, например в сейсмостойких узлах строительных конструкций или при изготовлении насосного оборудования. Устройство может быть выполнено в идентичных и эквивалентных вариантах в общем и частных вариантах его использования. При этом в так называемой «зоне мягкости и эластичности» осуществляют переход с резины на полиуретановую втулку, например СКУ-7Л с твердостью по Шору 69-70 единиц по шкале А, окрашиваемую поставщиками как правило в оранжевый цвет и закрепляемую в устройстве конусной втулкой, а применяемую ступенчатую полиуретановую втулку, часть которой закрепляют неподвижно, а другую часть, выступающую за пределы неподвижной обоймы, предназначенную для использования в качестве вала под подшипники скольжения или качения, выполняют, например, из полиуретана НИЦ ПУ-5 с твердостью по Шору 70-95 единиц по шкале А, окрашиваемой, как правило, в синий цвет.
Демпфер, размещенный между шипом и пазом неподвижной и подвижной обойм, обе полиуретановые втулки с впадинами в виде усеченного конуса для закрепления с натягом окончания тяги шаровой формы и подпорная полиуретановая втулка могут быть выполнены, например, из полиуретана СКУ-ФЭ-4 с твердостью по Шору 65-85 единиц по шкале А, окрашиваемого, как правило, в зеленый цвет. Вышеперечисленные полиуретаны освоены на заводах Российской Федерации и промышленно вполне применимы при использовании способа и устройства для крепления деталей. Полиуретановые изделия имеют характеристики в 3-5 раз выше, чем у резины, по эластичности, в 20-25 раз по прочности и стойкости на истирание, не подвержены старению и морозоустойчивы от -50 до +120 градусов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ И СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА | 2015 |
|
RU2617805C2 |
| ЧЕРВЯЧНО-ВИНТОВОЙ ДИФФЕРЕНЦИАЛ ПРЕИМУЩЕСТВЕННО ДЛЯ ЗАМЕНЫ ШТАТНЫХ ДИФФЕРЕНЦИАЛОВ, СМОНТИРОВАННЫЙ В ШТАТНЫХ РЕДУКТОРАХ ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2730357C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756677C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| Ручной инструмент для односторонней клепки | 1985 |
|
SU1291274A1 |
| КОМБИНИРОВАННАЯ РАДИАЛЬНАЯ ОПОРА | 2015 |
|
RU2626783C2 |
| УСТРОЙСТВО БЛОКИРОВКИ ПЕРЕМЕЩЕНИЯ ПОДВИЖНОГО УЗЛА ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2017 |
|
RU2651381C1 |
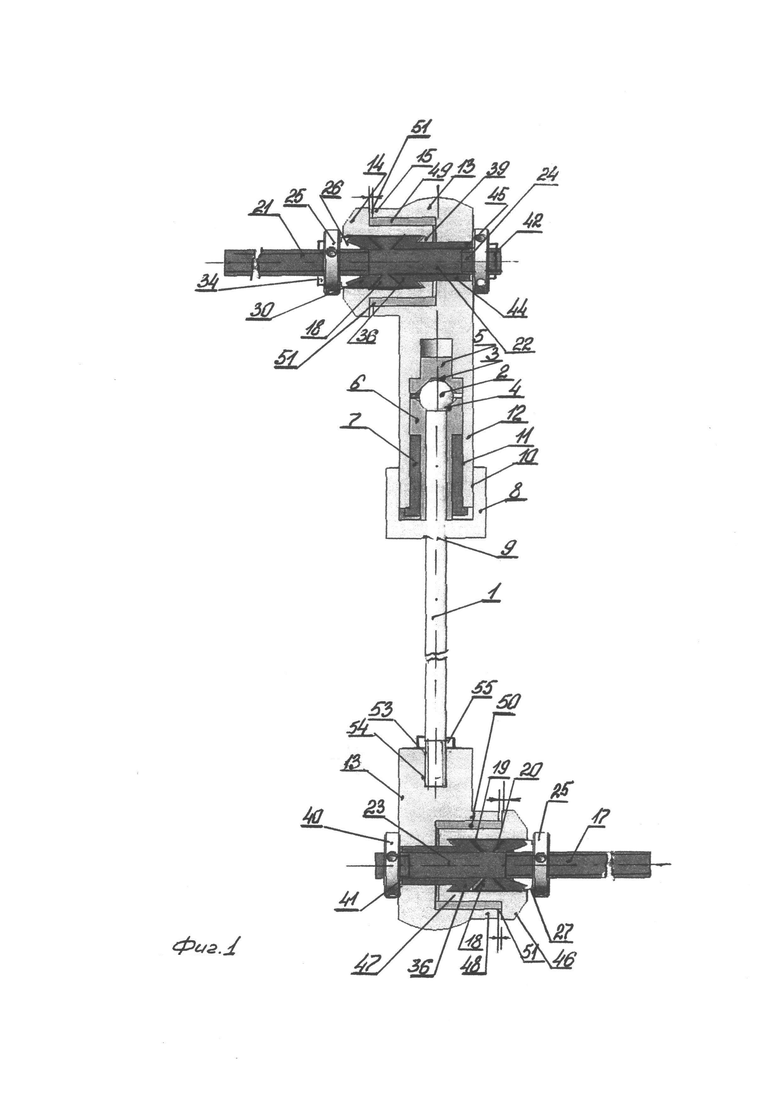
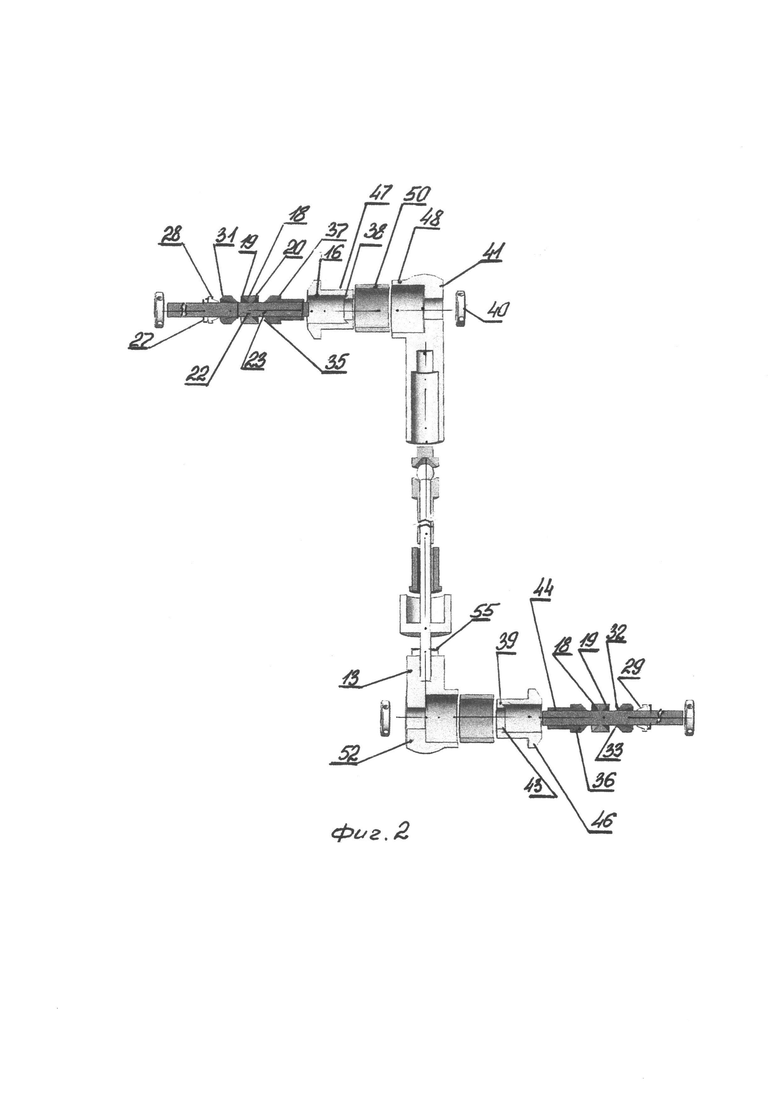
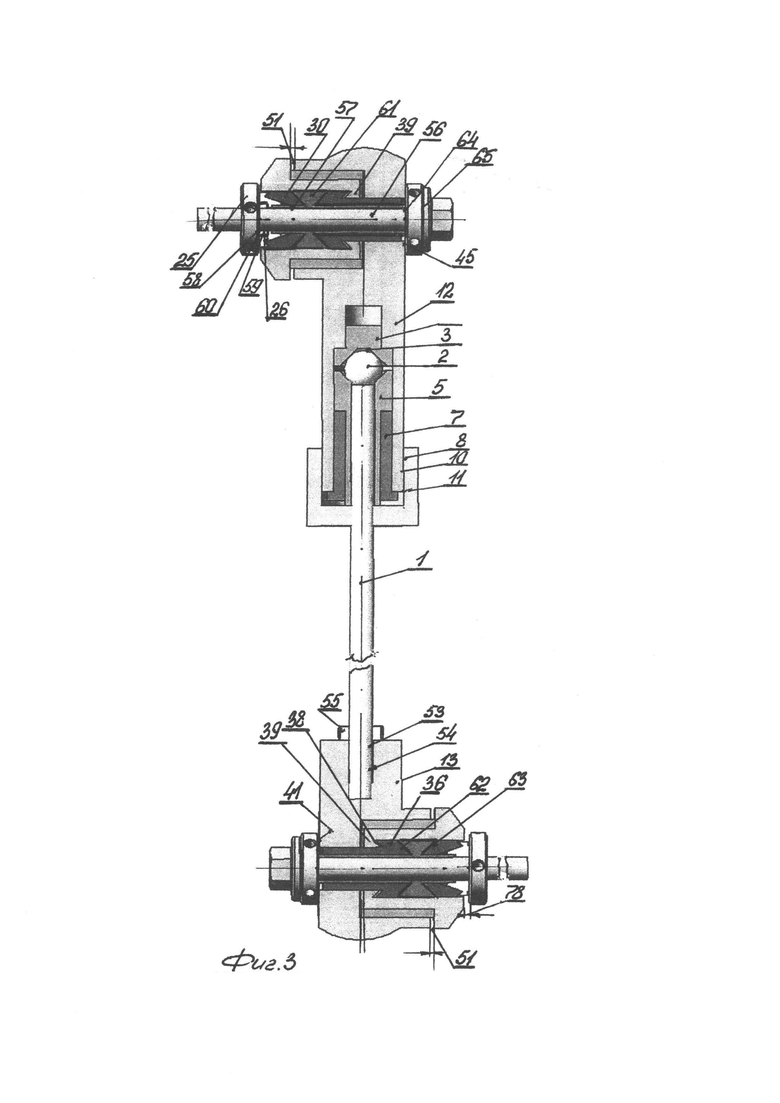
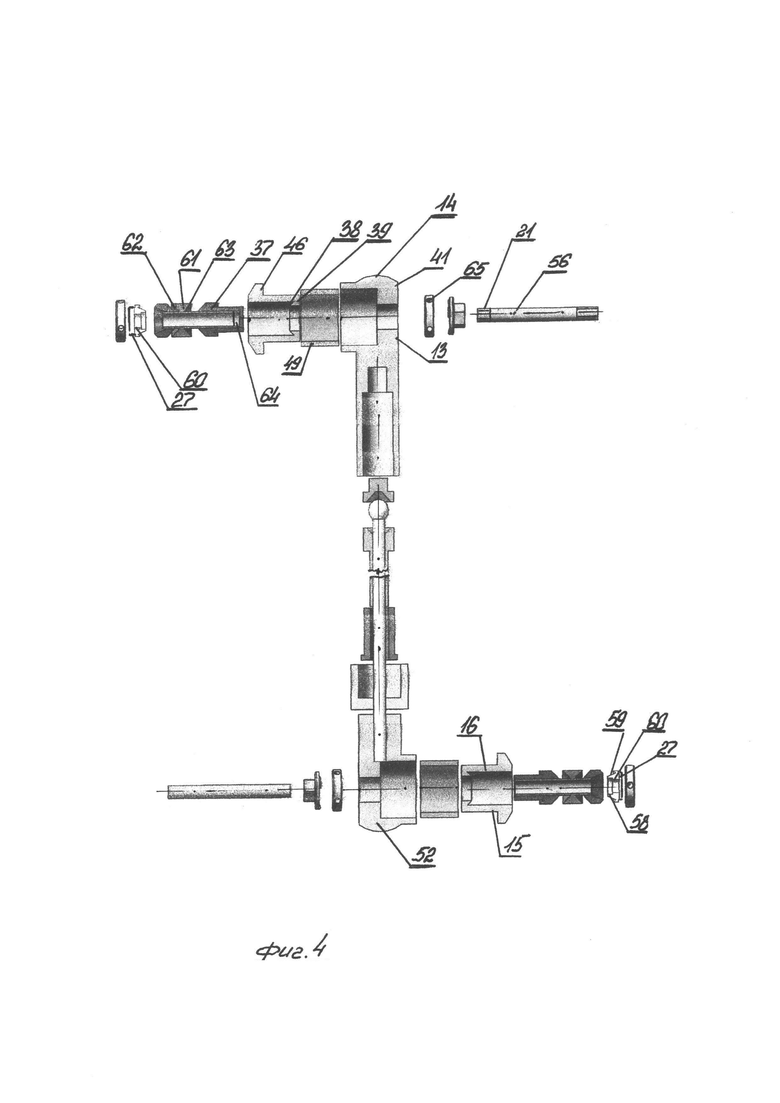
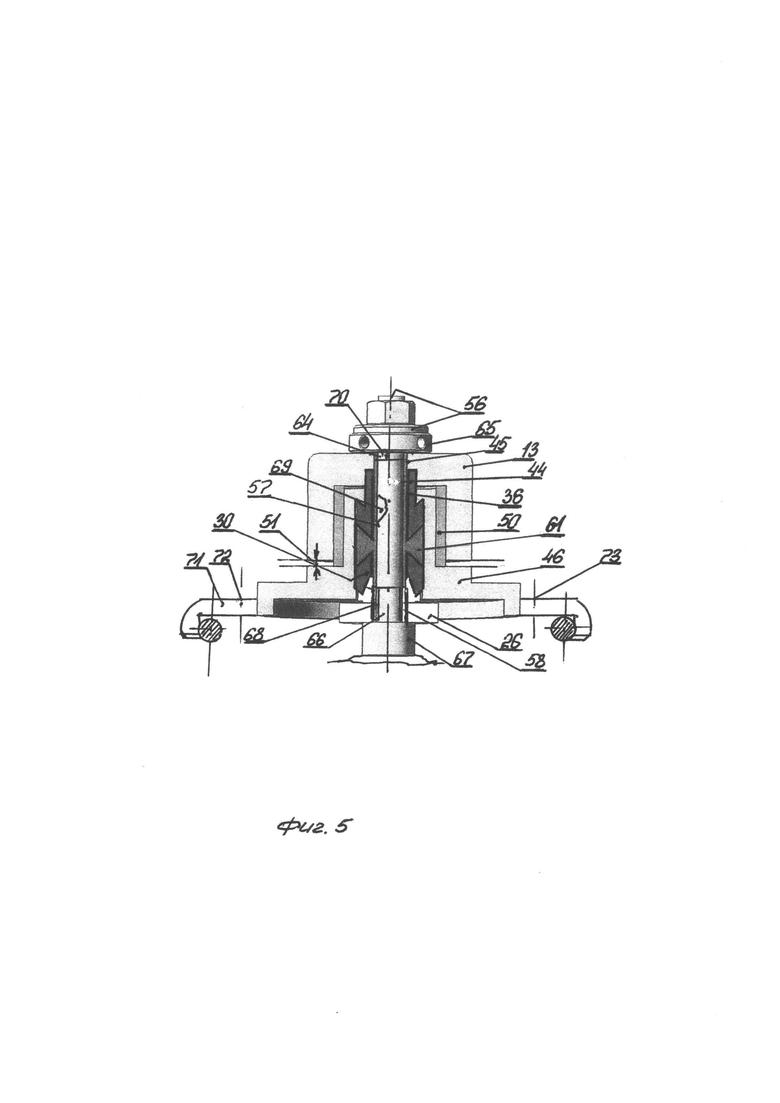
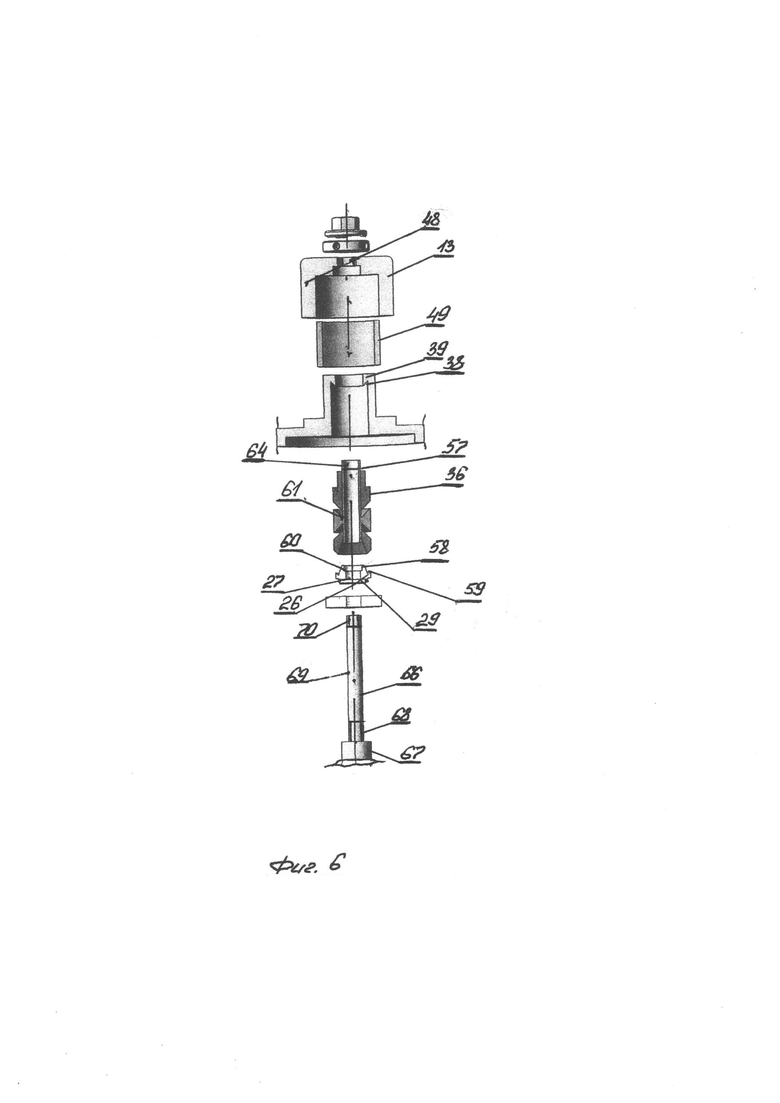
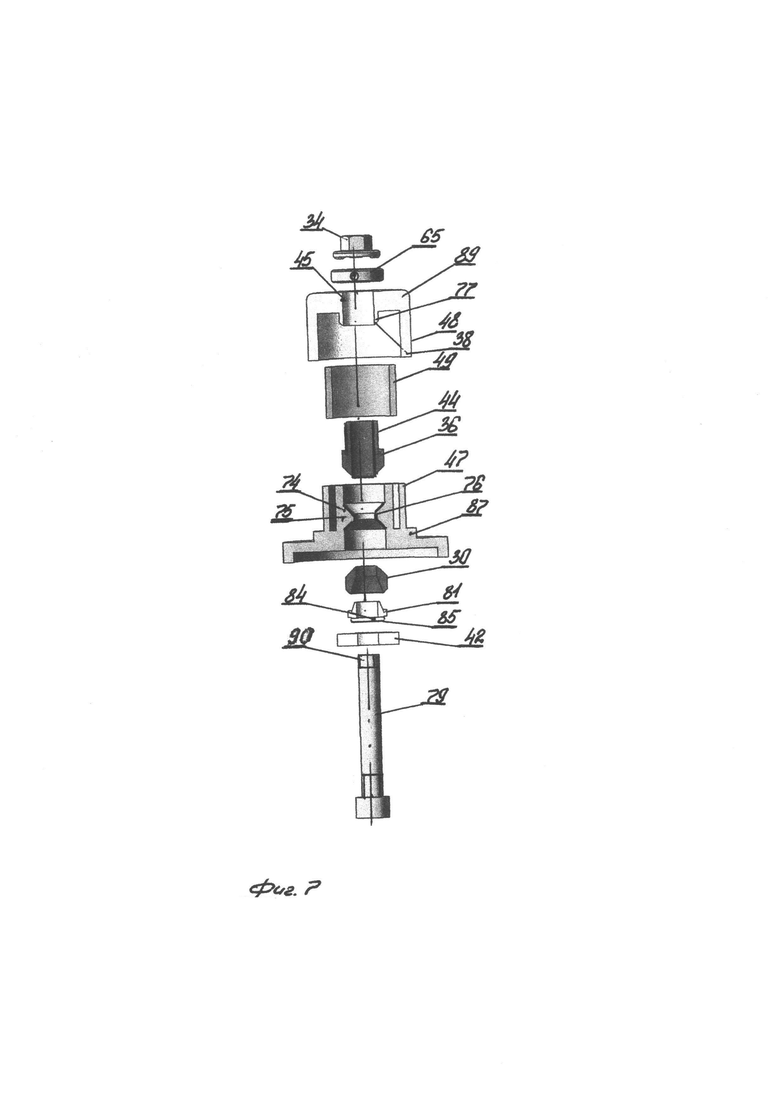
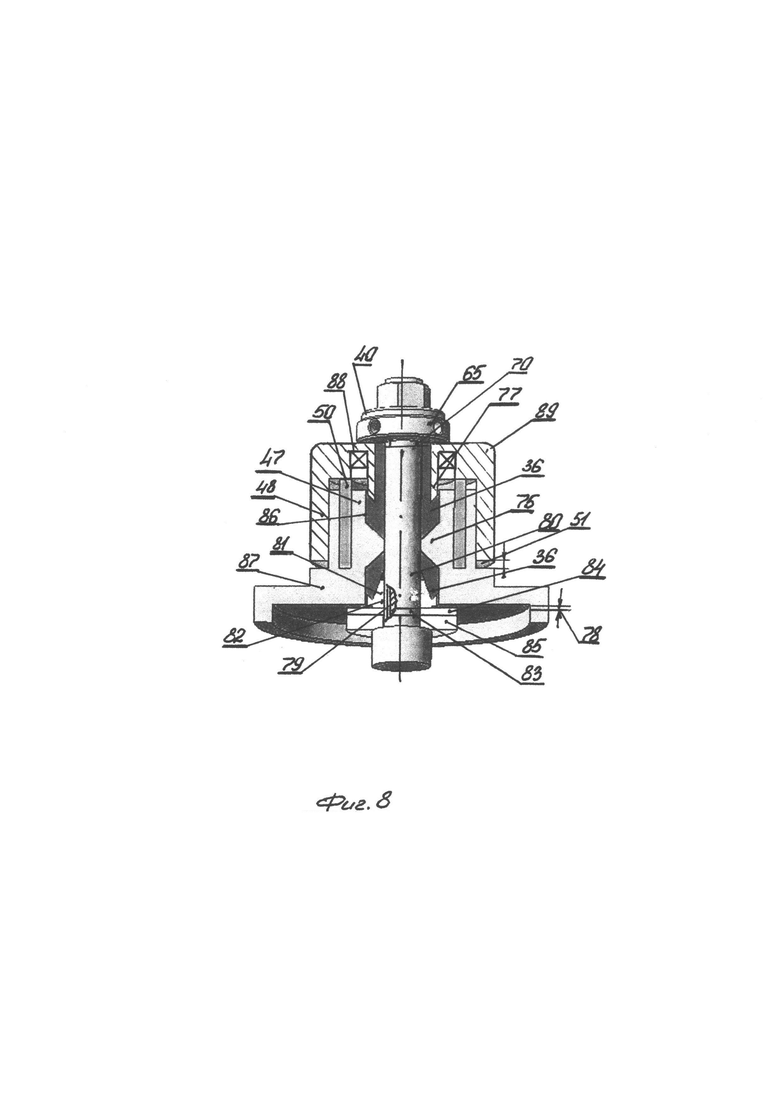
Группа изобретений относится к устройствам для демпфирования колебаний узлов автомобиля. Стойка стабилизатора поперечной устойчивости содержит тягу, окончание которой шаровой формы закреплено между двух впадин в форме усеченных конусов двух полиуретановых втулок повышенной твердости, подпираемых другой полиуретановой втулкой повышенной твердости. Втулка выполнена на пробке, внутренняя резьба которой с фиксацией от отвинчивания соединена с наружной резьбой, выполненной на стакане подвижной обоймы, на одной из сторон шарнирного соединения Г-образной формы имеющего два стакана. Тяга наружной резьбой с другой стороны окончания соединена с внутренней резьбой подвижной обоймы другого шарнирного соединения Г-образной формы, оснащенного одним стаканом. В каждом стакане каждой неподвижной обоймы двух шарнирных частей находится шток с выполненным с ним за одно целое буртом с проточками с внутренним конусом с каждой из его сторон в форме «ласточки хвост». Достигается возможность демпфирования усилий в вертикальном, наклонном и горизонтальном положениях устройства при максимальных ходах подвески. 2 н.п. ф-лы, 8 ил.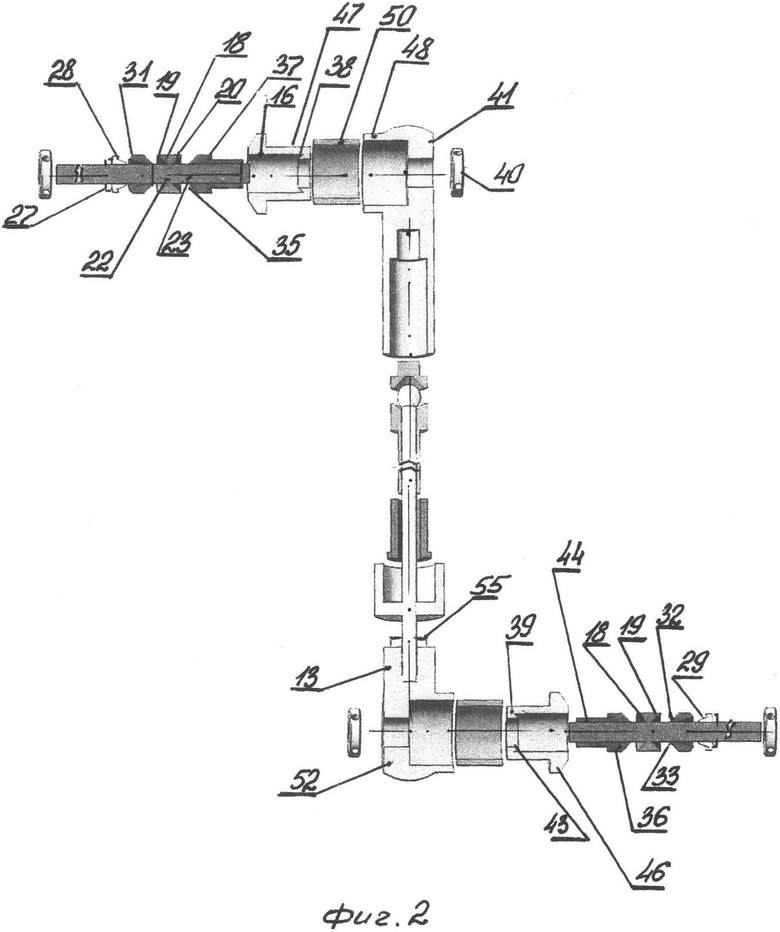
1. Устройство для крепления деталей транспортных средств, преимущественно стойки стабилизатора поперечной устойчивости, содержащей тягу, окончание которой, шаровой формы, закреплено между двух впадин в форме усеченных конусов двух полиуретановых втулок повышенной твердости, подпираемых другой полиуретановой втулкой повышенной твердости, предназначенной для регулировки закрепленного окончания тяги шаровой формы с возможностью ее независимого вращения без люфта вокруг своей оси на угол от 0 до 360 градусов, втулка выполнена на пробке, внутренняя резьба которой с фиксацией от отвинчивания соединена с наружной резьбой, выполненной на стакане подвижной обоймы, на одной из сторон шарнирного соединения Г-образной формы имеющего два стакана, тяга наружной резьбой с другой стороны окончания соединена с внутренней резьбой подвижной обоймы другого шарнирного соединения Г-образной формы, оснащенного одним стаканом, при этом в каждом стакане каждой неподвижной обоймы двух шарнирных частей находится шток с выполненным с ним за одно целое буртом с проточками с внутренним конусом с каждой из его сторон в форме «ласточкин хвост», на резьбовой части со стороны наконечника на штоке находится конусная втулка с выступом, на котором выполнена гайка и кольцевая проточка с внутренним конусом, в котором размещена проточка полиуретановой втулки с твердостью, превышающей твердость высокопрочной резины, заведенной на нерезьбовую часть штока, другая ее проточка с внешним конусом заведена в проточку бурта, и вся вышеупомянутая кинематическая связь продавлена в осевом, а втулка и в радиальном направлении, за счет перемещения конусной втулки вращением гайки на выступе по резьбовой части штока до упора ее в нерезьбовую часть штока, прекращая раздачу полиуретановой втулки, с другой стороны бурта в его проточке расположена проточка с внешним конусом части ступенчатой полиуретановой втулки повышенной твердости, другая ее проточка с внешним конусом заведена в проточку кольцевого выступа, выполненного на стакане, а другая часть, предназначенная под вал, с проточенным посадочным местом под подшипник, выведена на внешнюю сторону неподвижной обоймы, выступ которой в виде кольца с днищем, образующим паз, заведен на выступ неподвижной обоймы в виде кольца с днищем, образующим шип, и заведены друг в друга с перекрытием через разделяющий их демпфер из полиуретановой втулки повышенной твердости и которые вместе образуют подшипник скольжения, при этом размер длины демпфера превышает размер по отдельности длины шипа неподвижной обоймы и размер длины паза подвижной обоймы, а между днищем шипа неподвижной обоймы и торцом паза подвижной обоймы образован ранее рассчитанный и экспериментально установленный зазор, обеспечивающий вместе демпфирование усилий в вертикальном, наклонном и горизонтальном положениях устройства при максимальных ходах подвески, при этом часть ступенчатой полиуретановой втулки повышенной прочности продавлена в осевом и радиальном направлении вместе с протяжкой ранее закрепленных деталей на штоке полиуретановой втулкой с твердостью, превышающей твердость высокопрочной резины, перемещенной относительно полой поверхности стакана в сторону кольцевого выступа, окончательно закрепив вышеупомянутую втулку за счет ответных компенсирующих упругих сил трения о стенки стакана за счет прекращения поворота гайки по резьбовой части штока и плоскости подвижной обоймы, в которой образован другой подшипник скольжения, перемещенного по валу, с одновременно перемещенной подвижной обоймой по демпферу и шипу неподвижной обоймы, прекращено приложение осевых и радиальных усилий на ступенчатую полиуретановую втулку с обеспечением нагрузки, не превышающей предела текучести охватывающих ее металлических деталей, и обеспечено выставление размера зазора между днищем шипа и торцевой частью паза подвижной и неподвижной обойм.
2. Способ соединения деталей транспортных средств, преимущественно стойки стабилизатора поперечной устойчивости с помощью устройства по п.1, согласно которому на одной стороне шарнирной части Г-образной формы, имеющей два стакана, в одном из стаканов предварительно закрепляют полиуретановую втулку с твердостью, превышающей твердость высокопрочной резины, которую продавливают с минимальным холостым ходом на врезание кольцевой проточкой конусной втулки в проточку внутреннего конуса бурта по форме «ласточкин хвост» с созданием вышеупомянутой полиуретановой втулкой зоны мягкости и эластичности, которой обеспечивают возможность ее протяжки, а затем окончательно ее закрепляют одновременно вместе с частью ступенчатой полиуретановой втулки повышенной твердости путем протяжки штока и всех ранее закрепленных на штоке деталей вместе с буртом относительно поверхности стакана навстречу неподвижно закрепленному на стакане кольцевому выступу и его проточке, в которую заводят часть вышеупомянутой втулки, и продавливают в осевом и радиальном направлении, закрепляют, не подвергая деформации, другую ее часть, которую выводят через отверстие кольцевого выступа на внешнюю сторону и используют ее в качестве вала, на который устанавливают подшипник скольжения, который образуют телом подвижной обоймы, затем ее перемещают по вышеупомянутому валу и демпферу, образованному полиуретановой втулкой повышенной твердости, до тех пор, пока днище, выполненное на пазе подвижной обоймы, и днище неподвижной обоймы не упрутся в торцевые части демпфера, и соединением типа «шип - паз», входящими с перекрытием друг друга вместе с демпфером, разделяющим их, образуют другой подшипник скольжения, между подвижной и неподвижной обоймой получают заранее рассчитанный и экспериментально установленный зазор, обеспечивающий демпфирование при максимальных ходах подвески во всех пространственных положениях, а окончание тяги шаровой формы закрепляют между двух впадин в форме усеченных конусов двух полиуретановых втулок повышенной твердости без люфта и с натягом, обеспечивают поворот тяги вокруг своей оси на угол от 0 до 360 градусов, вышеупомянутые втулки подпирают полиуретановой втулкой повышенной твердости, натяг регулируют поворотом резьбовой части пробки по резьбовой части стакана с ее фиксацией, резьбовую часть тяги, выполненную на другом ее конце, закрепляют в резьбовом отверстии подвижной обоймы другой шарнирной части Г-образной формы с одним стаканом, в котором полиуретановые втулки в неподвижной и подвижной обоймах закрепляют аналогично закрепленным полиуретановым втулкам в шарнирной части Г-образной формы с двумя стаканами.
| Устройство для раздачи труб | 1983 |
|
SU1127671A1 |
| Автооператор для установки корпусных деталей | 1959 |
|
SU129458A1 |
| Стабилизатор поперечной устойчивости транспортного средства | 1987 |
|
SU1565731A1 |
| US 5797618 A1, 25.08.1998. | |||

